1.本发明涉及建筑支撑技术领域,特别是一种中间龙骨结构及加工方法。
背景技术:
2.当前我国处于城市化快速发展的阶段,城市住宅建设任务繁重,高层建筑都是以钢筋混凝土为主体,建筑模板是必不可少的施工材料和重要机具。建筑模板技术涉及资源和能源的消耗、影响环境保护,对工程质量、造价和效益有直接作用;
3.当今我国建筑行业劳务费大幅上涨,人员短缺,传统施工技术普遍出现质量、进度、安全和材料浪费的问题,不少企业正在寻找新的施工技术、新材料,其中最为显著的是铝模板、铝框胶合板模板及由其衍生的早拆模板支撑技术,统称铝模板技术;
4.在建筑行业中,传统的铝合金中间龙骨的主体和两头的支撑端一般采用铝型材切割而成,再通过电熔焊的方法连接成型。采用电熔焊的方法,其工序效率很低、能耗大,电熔焊过程产生的光电和烟气对环境污染较大,不利于绿色环保。另外,采用电熔焊工艺,模板的焊缝处极易产生各种缺陷,如夹渣、孔洞、未焊透、以及产生较大焊接热应力等;因而传统的铝合金龙骨模板的使用寿命普遍很低,且使用次数也较少。
技术实现要素:
5.本部分的目的在于概述本发明的实施例的一些方面以及简要介绍一些较佳实施例。在本部分以及本技术的说明书摘要和发明名称中可能会做些简化或省略以避免使本部分、说明书摘要和发明名称的目的模糊,而这种简化或省略不能用于限制本发明的范围。
6.鉴于现有技术中存在的问题,提出了本发明。
7.因此,本发明所要解决的技术问题是传统电熔焊龙骨连接结构不利于绿色环保,强度较差,使用寿命低。
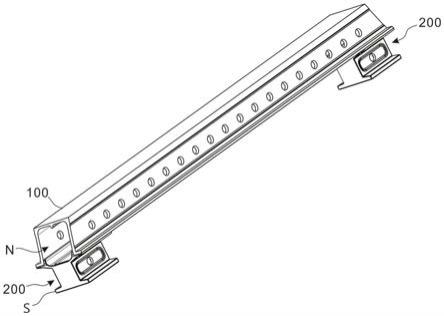
8.为解决上述技术问题,本发明提供如下技术方案:一种中间龙骨结构,其包括龙骨主体,呈长条状设置,形成有容置空间;以及,第一结构体,设置于所述龙骨主体的一端,其下端延伸形成连接部。
9.作为本发明所述中间龙骨结构的一种优选方案,其中:所述龙骨主体两侧面设置有向内凹陷的第一减重槽,所述第一减重槽内排列设置有多个通口。
10.作为本发明所述中间龙骨结构的一种优选方案,其中:所述第一结构体对称设置在所述龙骨主体的两端。
11.作为本发明所述中间龙骨结构的一种优选方案,其中:所述龙骨主体两侧底部设置衬板,所述第一结构体的连接部s两侧设置托台,所述托台顶部设置限位板。
12.作为本发明所述中间龙骨结构的一种优选方案,其中:所述衬板压置在托台上并且限位板伸于容置空间内,所述限位板贴合容置空间侧壁。
13.作为本发明所述中间龙骨结构的一种优选方案,其中:所述第一结构体上形成有容置腔,第一端结构体两侧设置第二减重槽,所述第二减重槽上设置有圆孔。
14.作为本发明所述中间龙骨结构的一种优选方案,其中:所述第一结构体的连接部s两侧底部设置有平台,所述平台与托台之间留有安装空间。所述龙骨主体两端设置有倾斜的端面。
15.作为本发明所述中间龙骨结构的一种优选方案,其中:所述龙骨主体与第一结构体分体化或一体化连接。
16.作为本发明所述中间龙骨结构的一种优选方案,其中:所述容置空间内设置有筋条和筋板,所述筋条十字型安装在容置空间顶壁上,所述筋板垂直连接容置空间的两侧壁并且一端垂直连接在容置空间顶壁上。
17.作为本发明提供如下技术方案,一种利用上述中间龙骨结构的中间龙骨结构加工方法,其包括:所述龙骨主体通过挤压成型;第一结构体、筋条和筋板使用液态或半固态金属通过压力铸造的方法成型;所述衬板和托台采用摩擦搅拌焊的方法固定连接;所述龙骨主体两侧与限位板之间采用摩擦搅拌点焊的方式固定连接。
18.本发明的有益效果:本发明可以使用摩擦搅拌将挤压和压铸的两件不同材料的结构体焊接成一体化形成中间龙骨,可用于支撑楼板面,也可以配合两头的早拆头紧固连接,方便拆取,加强了支撑结构,而且结构成型快速,强度高,避免了焊接时焊缝处极易产生各种缺陷,如夹渣、孔洞、未焊透、以及产生较大焊接热应力等的缺点,使用寿命高。
附图说明
19.为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其它的附图。其中:
20.图1为第一个实施例中的龙骨主体与第一结构体连接结构图。
21.图2为第二个实施例中的龙骨主体与第一结构体细节展示图。
22.图3为第三、五个实施例中的龙骨主体与第一结构体一体化形成结构图。
23.图4为第三、四和七个实施例中的龙骨主体与第一结构体分体化连接结构图。
24.图5为第六、七个实施例中的筋板与筋条结构图。
具体实施方式
25.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合说明书附图对本发明的具体实施方式做详细的说明。
26.在下面的描述中阐述了很多具体细节以便于充分理解本发明,但是本发明还可以采用其他不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本发明内涵的情况下做类似推广,因此本发明不受下面公开的具体实施例的限制。
27.其次,此处所称的“一个实施例”或“实施例”是指可包含于本发明至少一个实现方式中的特定特征、结构或特性。在本说明书中不同地方出现的“在一个实施例中”并非均指同一个实施例,也不是单独的或选择性的与其他实施例互相排斥的实施例。
28.实施例1
29.参照图1,为本发明第一个实施例,该实施例提供了一种中间龙骨结构,其包括龙
骨主体100和第一结构体200,龙骨主体100设置在整个建筑的楼板面上,用于支撑楼板面,第一结构体200设置支龙骨主体100的一端,用于匹配连接早拆头。
30.龙骨主体100呈长条状设置,并且自底部凹陷形成有容置空间n,容置空间n两端贯穿连通,可以减轻龙骨主体100的重量,便于安装在楼面顶部,第一结构体200,设置于所述龙骨主体100的一端,其下端延伸形成连接部s,作为中间的龙骨主体100,第一结构体200还可以对称设置在龙骨主体100的两端,第一结构体200位于龙骨主体100的两端并且连接部s均可以连接早拆头。
31.龙骨主体100可以选择通过挤压的方法成型,第一结构体200可以选择通过压铸方式成型,龙骨主体100与第一结构体200通过摩擦搅拌焊或摩擦搅拌点焊连接在一起。
32.具体的,龙骨主体100与第一结构体200分体化或一体化连接,分体化连接时,采用摩擦搅拌焊或摩擦搅拌点焊的方式将龙骨主体100与第一结构体200下端的连接部s焊接在一起;一体化连接时采用压铸浇灌的方式使用液态或半固态合金以较高的速度填充入压铸模具的型腔内,并使合金在高压下凝固成型。
33.实施例2
34.参照图2,为本发明第二个实施例,该实施例基于上一个实施例,可以减少龙骨主体100与第一结构体200的重量和材料,进一步减少成本。
35.具体的,龙骨主体100两侧面设置有向内凹陷的第一减重槽101,第一减重槽101内排列设置有多个通口102,第一减重槽101与容置空间n的形成可以减少龙骨主体100上不必要的重量,还可以减少材质,控制成本。
36.通口102位于第一减重槽101内横向阵列排布,在减少重量的同时便于在楼板面上连接其他部件,安装在楼板顶面后可以便于建筑内钢筋或者横梁穿过,加强整体建筑的结构,起到加强支撑的作用。
37.第一结构体200上形成有容置腔m,第一端结构体200下端的连接部s两侧设置第二减重槽204,所述第二减重槽204上设置有圆孔204a,容置腔m和第二减重槽204的设置一方面减少了第一结构体200内部不必要的实心结构和材料,另一方面减轻了第一结构体200两侧的重量,在起到支撑作用的同时避免了自身过重导致固定不稳的情况。
38.实施例3
39.参照图3、4,为本发明第三个实施例,该实施例基于上一个实施例,龙骨主体100与第一结构体200可以分体化连接,也可以一体化压铸形成,一体化压铸时,通过将液态或半固态合金以较高的速度填充入压铸模具的型腔内,并使合金在高压下凝固成型,具有生产率高和产品尺寸精度高等优点,而且可成型复杂的结构,同时产品的结构刚度高,生产成本低。
40.龙骨主体100两侧底部向外延伸设置衬板101,第一结构体200的连接部s两侧设置托台202,所述托台202顶部设置限位板203,限位板203与托台202成一定角度形成并且与龙骨主体100中的衬板101形成的角度匹配。具体的,衬板101压置在托台202上并且限位板203从容置空间n底部伸于容置空间n内,限位板203贴合在容置空间n侧壁上使得整个龙骨主体100压放在第一结构体200上。
41.进一步的,衬板101与托台202可以是分体化焊接形成,限位板203与容置空间n侧壁之间也可以是分体化焊接形成。具体的,采用摩擦搅拌焊或摩擦搅拌点焊的方式将衬板
101与托台202焊接在一起,摩擦搅拌焊的位置位于衬板101上,通过高速旋转的搅拌头插入工件中一边旋转焊接一边前进的方式使得衬板101与托台202之间产生热量融化,随后使其周围金属形成塑性软化层,软化层金属在搅拌头旋转的作用下填充搅拌头后方所形成的空腔,摩擦搅拌点焊的位置处于龙骨主体100两侧的端部,搅拌头从龙骨主体100两侧穿入容置空间n,同时穿过限位板203搅拌头接触部位产生摩擦热使限位板203和龙骨主体100两侧的金属形成塑性软化层,软化层金属在搅拌头旋转的作用下充分混合在一起实现材料的固态焊接。
42.进一步的,衬板101与托台202可以是一体化焊接形成,限位板203与容置空间n侧壁之间也可以是一体化焊接形成。具体的,采用压铸的方式浇灌模具形成。
43.实施例4
44.参照图4,为本发明第四个实施例,该实施例基于上一个实施例,龙骨主体100两端张整个支撑体系中处于中间端,两端分别连接早拆头,因此,为了与早拆头配合连接,两端设置有特殊结构。
45.具体的,龙骨主体100两端设置有倾斜的端面103,同样的,早拆头的两端也设置有相配合的倾斜端面,龙骨主体100两端便于与早拆头连接。
46.进一步的,龙骨主体100两端的端面103倾斜角度与早拆头两端的倾斜角度一致,端面103与早拆头之间紧密贴合,然后可以通过bb条固定连接在一起。
47.实施例5
48.参照图3,为本发明第五个实施例,该实施例基于上一个实施例,可以方便龙骨主体100两端的第一结构体200连接楼板面上的早拆头或者端部龙骨。
49.第一结构体200的连接部s两侧底部设置有平台205,所述平台205与托台202之间留有安装空间l,该安装空间l可以与早拆头的结构匹配,用于放置连接bb条。具体的,所述第一结构体200上形成有容置腔m,第一端结构体200两侧设置第二减重槽204,所述第二减重槽204上设置有圆孔204a,第一端结构体200两侧的圆孔204a互相对应,安装空间l与早拆头上的结构处于同一水平空间内,bb条可以横向放置在安装空间l内并延伸向早拆头或者端部龙骨上,然后通过螺栓穿过圆孔204a与螺母固定连接,bb条则可以将第一结构体200与其他部件固定连接在一起。
50.实施例6
51.参照图5,为本发明第六个实施例,该实施例基于上一个实施例,设置有加强结构的筋条n
‑
1和筋板n
‑
2,对龙骨主体100的容置空间n内部起到加强支撑的作用。
52.容置空间n内设置有筋条n
‑
1和筋板n
‑
2,筋条n
‑
1十字型安装在容置空间n顶壁上,筋条n
‑
1沿着容置空间n的长度延伸设置,所述筋板n
‑
2垂直连接容置空间n的两个侧壁并且一端垂直连接在容置空间n顶壁上用于支撑加强龙骨主体100的结构。
53.进一步的,在龙骨主体100与第一结构体200之间可以设置筋板n
‑
2,加强龙骨主体100与第一结构体200之间的连接。
54.实施例7
55.参照图4和图5,为本发明第七个实施例,该实施例基于上述实施例,提供了一种中间龙骨结构的加工方法。
56.在传统建筑技术领域中,龙骨主体100和第一结构体200采用普通的6061铝合金材
料,然后将龙骨主体100和第一结构体200之间采用电焊的方式将两者固定在一起,采用电熔焊的方法,其工序效率很低、能耗大,电熔焊过程产生的光电和烟气对环境污染较大,不利于绿色环保。另外,采用电熔焊工艺,模板的焊缝处极易产生各种缺陷,如夹渣、孔洞、未焊透、以及产生较大焊接热应力等;因而传统的铝合金龙骨模板的使用寿命普遍很低,使用次数也较少。
57.该实施例提供了一种加工方法,包括:龙骨主体100、第一结构体200、筋条n
‑
1和筋板n
‑
2采用一体成型的方式,具体的,使用液态或半固态金属浇筑在模具中,使用压力铸造的方式一体成型,液态或半固态金属具有生产率高和产品尺寸精度高等优点。
58.在这一实施例中,托台202与衬板101形成较宽和较厚的一种结构,并且宽度和厚度会大于采用铝型材切割而成托台202与衬板101,且能够进行九十度的弯折——进而影响后续选用“焊接”的方式。托台202与衬板101之间的连接方式采用摩擦搅拌焊的方式,通过高速旋转的搅拌头插入工件中一边(即位于衬板101上的端部)旋转焊接一边前进的方式使得衬板101与托台202之间产生热量融化,随后使其周围金属形成塑性软化层,软化层金属在搅拌头旋转的作用下填充搅拌头后方所形成的空腔。
59.进一步的,筋条n
‑
1和筋板n
‑
2设置在容置空间n内,与龙骨主体100一体成型,解决了传统技术电焊时由于空间限制而无法焊接的问题。
60.在这一实施例中,压力铸造使得龙骨主体100上的衬板101、第一结构体200上的托台202以及托台202上的限位板203具有一定的厚度,大于铝型材结构的薄片厚度。
61.传统龙骨主体100与两端的第一结构体200一般都是采用铝型材切割而成,龙骨主体100与两端的一结构体200尺寸较薄,无法采用摩擦搅拌焊或摩擦搅拌点焊的方式连接,只能采用电熔焊的工艺进行,这就导致整个端龙骨的连接强度不够,容易在长时间的使用过程中发生损坏,这时由于结构本身的空间限制,难以采用电容焊进一步焊接,就需要对整个龙骨进行拆除更换,成本十分高昂。
62.若是在传统的龙骨上采用摩擦搅拌焊或摩擦搅拌点焊的方式连接,由于材料尺寸的限制,通常需要在其中空的内腔中额外焊接一个凸台连接,极大的增加了加工和运输成本。
63.由于摩擦搅拌焊和摩擦搅拌点焊的工作特性:搅拌摩擦焊是指利用高速旋转的搅拌头扎入工件后沿焊接方向运动,在搅拌头与工件的接触部位产生摩擦热使其周围金属形成塑性软化层,软化层金属在搅拌头旋转的作用下填充搅拌头后方所形成的空腔,并在搅拌头的轴肩挤压作用下实现材料的固态焊接的方法;摩擦搅拌点焊与常规的摩擦搅拌焊的主要不同是摩擦搅拌点焊的搅拌头扎入工件后不需要前后左右移动,所要连接的工件与搅拌头接触部位产生摩擦热使其周围金属形成塑性软化层,软化层金属在搅拌头旋转的作用下充分混合在一起实现材料的固态焊接。
64.因此,摩擦搅拌焊和摩擦搅拌点焊需要衬板101、托台202和限位板203具有足够的厚度;衬板101安装在托台202上,通过摩擦搅拌焊将衬板101和托台202固定连接,限位板203伸入容置空间n内并紧贴龙骨主体100两内侧壁,采用摩擦搅拌点焊的方式固定连接。
65.在本实施例中,龙骨主体100采用挤压的方式成型,第一结构体200采用压铸的方式成型,可以成型复杂的结构,并且第一结构体200两侧形成九十度弯折的托台202,龙骨主体100两侧形成九十度弯折的衬板101,提高了焊接时的便利性和稳固性,成型后的衬板101
和托台202均为实习结构,通过摩擦搅拌焊进一步加强成品的强度,压铸成型时托台202上形成有一体式的限位板203,限位板203与龙骨主体100内壁贴合,采用摩擦搅拌点焊方式将两者稳定结合成一体;在龙骨主体100与第一结构体200之间,在不同位置处进行焊接成型,巩固了成品的结构,进一步加强了成品的刚度,可以延长使用寿命。
66.第一结构体200是通过液态或半固态合金压铸成型的,其本身具有一定的强度,同时在连接过程中可以提高衬板101与托台202的规格和尺寸,使其能够适应摩擦搅拌焊或摩擦搅拌点焊的方式,当部分结构体发生损坏时,只需要对损坏的部分进行拆除,再使用摩擦搅拌焊的方式进行安装,无需对整个端龙骨进行更换,极大的降低了成本。而且在不影响龙骨整体承重效果的前提下,尽可能降低整个结构体的质量。
67.而本实施例中采用的摩擦搅拌焊或摩擦搅拌点焊的方式相较于电容焊的方式具有以下优点:
68.1)摩擦搅拌焊及摩擦搅拌点焊的能耗极低,只有传统电熔焊的10%左右;
69.2)摩擦搅拌焊及摩擦搅拌点焊不会产生光电和烟气,利与绿色环保;
70.3)摩擦搅拌焊及摩擦搅拌点焊是固态焊接,其焊接温度比电焊要低很多,所以焊接热应力小,工件不易变形;同时摩擦搅拌焊也不易产生常规的焊接缺陷;因而焊缝性能可接近甚至超过母材性能。
71.重要的是,应注意,在多个不同示例性实施方案中示出的本技术的构造和布置仅是例示性的。尽管在此公开内容中仅详细描述了几个实施方案,但参阅此公开内容的人员应容易理解,在实质上不偏离该申请中所描述的主题的新颖教导和优点的前提下,许多改型是可能的(例如,各种元件的尺寸、尺度、结构、形状和比例、以及参数值(例如,温度、压力等)、安装布置、材料的使用、颜色、定向的变化等)。例如,示出为整体成形的元件可以由多个部分或元件构成,元件的位置可被倒置或以其它方式改变,并且分立元件的性质或数目或位置可被更改或改变。因此,所有这样的改型旨在被包含在本发明的范围内。可以根据替代的实施方案改变或重新排序任何过程或方法步骤的次序或顺序。在权利要求中,任何“装置加功能”的条款都旨在覆盖在本文中所描述的执行所述功能的结构,且不仅是结构等同而且还是等同结构。在不背离本发明的范围的前提下,可以在示例性实施方案的设计、运行状况和布置中做出其他替换、改型、改变和省略。因此,本发明不限制于特定的实施方案,而是扩展至仍落在所附的权利要求书的范围内的多种改型。
72.此外,为了提供示例性实施方案的简练描述,可以不描述实际实施方案的所有特征(即,与当前考虑的执行本发明的最佳模式不相关的那些特征,或于实现本发明不相关的那些特征)。
73.应理解的是,在任何实际实施方式的开发过程中,如在任何工程或设计项目中,可做出大量的具体实施方式决定。这样的开发努力可能是复杂的且耗时的,但对于那些得益于此公开内容的普通技术人员来说,不需要过多实验,所述开发努力将是一个设计、制造和生产的常规工作。
74.应说明的是,以上实施例仅用以说明本发明的技术方案而非限制,尽管参照较佳实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的精神和范围,其均应涵盖在本发明的权利要求范围当中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。