1.本发明涉及汽车零部件领域,尤其涉及一种汽车侧围前部内板焊接夹具。
背景技术:
2.汽车侧围是汽车上的重要零部件,其中就包括有侧围前部内板,侧围前部内板包括有前端、后端和向下凸出的b柱部分,生产过程中需要对这三者焊接在一起形成一个完整的汽车侧围前部内板。现有技术专利 cn108127318a 一种汽车左右侧围内板前部总成夹具,工作台上端按照自左向右依次模块化的安装有左部定位夹紧工装、中部组合夹紧工装、右侧压紧工装,所述工作台的前部安装有尾部夹紧工装。本发明结构设计合理、空间利用率高,通过一个工装夹具即可实现对对汽车左右侧围内板前部总成的定位夹紧。但是由于侧围前部后端需要焊接零件,除了一些常规的夹持机构之外,还需要对该零件与侧围前部进行夹紧,并且还存在规格不同的情况,需要进行调整夹紧,因此解决这一问题就显得十分必要了。
技术实现要素:
3.为解决上述问题,本发明提供一种汽车侧围前部内板焊接夹具,通过设置b柱夹持机构、前端夹持机构和后端夹持机构分别对b柱部分、前端部分和后端部分进行夹持,通过设置后端夹紧机构对需要焊接的零件与后端部分进行夹紧,后端夹紧机构通过滑块在滑轨坡上可前后移动滑行调整位置,后端夹紧机构通过纵向气缸对打开臂进行控制,打开臂通过夹紧气缸的夹紧臂对零件和后端部分进行夹紧,这样后端夹紧机构可大幅度的打开,可方便的对后端部分进行上下料,避免干扰,解决了背景技术中出现的问题。
4.本发明的目的是提供一种汽车侧围前部内板焊接夹具,包括有呈t形的工装板,工装板前部凸出部顶部设置有三个前后排列的b柱夹持机构,工装板右部顶部设置有左右两个前端夹持机构,工装板左部顶部设置有左右两个后端夹持机构;所述工装板左部顶部位于后端夹持机构前侧有两个后端夹紧机构,后端夹紧机构底部设置有滑块,工装板上有匹配滑块的向前侧下方倾斜的滑轨坡,滑块在滑轨坡上滑行,滑块后侧铰接有推动气缸,推动气缸后端铰接有安装板;所述后端夹紧机构包括有固设在滑块顶部的纵向气缸,纵向气缸顶部往后铰接有打开臂,打开臂顶部设置有夹紧气缸,夹紧气缸后侧设置有夹紧臂。
5.进一步改进在于:左侧所述前端夹持机构左侧还设置有一个后端夹持机构。
6.进一步改进在于:所述b柱夹持机构、前端夹持机构和后端夹持机构均包括有设置在工装板顶部的安装柱,安装柱一侧顶部设置有夹持气缸,夹持气缸顶部铰接有夹持臂,夹持臂位于安装柱另一侧上方,安装柱另一侧顶部位于夹持臂底部设置有定位放置臂,夹持臂与定位放置臂与工件形状吻合且上下相对设置。
7.进一步改进在于:所述工装板左端顶部设置有后端定位安装柱,后端定位安装柱顶部设置有后端定位销,后端定位安装柱底部为滑板,工装板顶部有匹配滑板的滑轨,滑板
左侧铰接有滑动气缸,滑动气缸左端铰接设置在工装板顶部。
8.进一步改进在于:所述工装板前部凸出部顶部还设置有倾斜的定位气缸,定位气缸顶部设置有b柱定位柱。
9.进一步改进在于:所述夹紧臂底部为夹紧头,夹紧臂顶部设置有延伸臂,延伸臂顶部朝下设置有感应器,延伸臂前侧朝后设置有零件定位销。
10.本发明的有益效果:本发明通过设置b柱夹持机构、前端夹持机构和后端夹持机构分别对b柱部分、前端部分和后端部分进行夹持;通过设置后端夹紧机构对需要焊接的零件与后端部分进行夹紧,后端夹紧机构通过滑块在滑轨坡上可前后移动滑行调整位置;后端夹紧机构通过纵向气缸对打开臂进行控制,打开臂通过夹紧气缸的夹紧臂对零件和后端部分进行夹紧,这样后端夹紧机构可大幅度的打开,可方便的对后端部分进行上下料,避免干扰;b柱夹持机构、前端夹持机构和后端夹持机构的定位放置臂对工件进行定位放置,夹持臂进行夹持;后端定位销可通过滑动气缸横向调整位置,适应不同规格的后端部分;并且设置定位气缸带动b柱定位柱对b柱部分进行定位,进一步保证准确性;夹紧臂的夹紧头对零件与后段部分进行夹紧,感应器对零件进行感应,零件定位销对零件进行定位。
附图说明
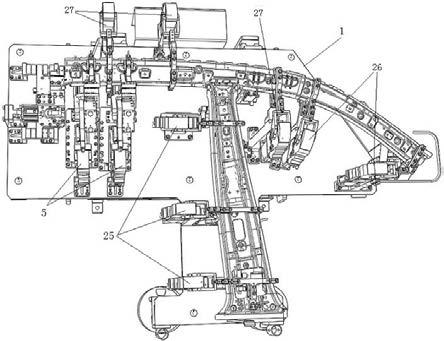
11.图1是本发明的示意图。
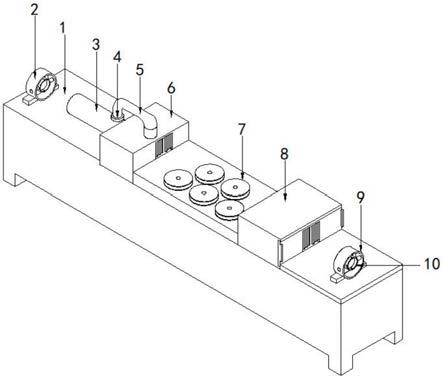
12.图2是本发明后端夹紧机构处的示意图。
13.图3是本发明前端夹持机构处的示意图。
14.图4是本发明定位气缸处的示意图。
15.图5是本发明夹紧头处的示意图。
16.其中:1
‑
工装板,2
‑
滑块,3
‑
滑轨坡,4
‑
推动气缸,5
‑
纵向气缸,6
‑
打开臂,7
‑
夹紧气缸,8
‑
安装柱,9
‑
夹持气缸,10
‑
夹持臂,11
‑
定位放置臂,12
‑
安装柱,13
‑
后端定位销,14
‑
滑板,15
‑
滑轨,16
‑
滑动气缸,17
‑
定位气缸,18
‑
b柱定位柱,19
‑
夹紧头,20
‑
延伸臂,21
‑
感应器,22
‑
零件定位销,23
‑
安装板,24
‑
夹紧臂,25
‑
b柱夹持机构,26
‑
前端夹持机构,27
‑
后端夹持机构。
具体实施方式
17.为了加深对本发明的理解,下面将结合实施例对本发明作进一步详述,该实施例仅用于解释本发明,并不构成对本发明保护范围的限定。
18.如图1
‑
5所示,本实施例提供一种汽车侧围前部内板焊接夹具,包括有呈t形的工装板1,工装板1前部凸出部顶部设置有三个前后排列的b柱夹持机构25,工装板1右部顶部设置有左右两个前端夹持机构26,工装板1左部顶部设置有左右两个后端夹持机构27;左侧所述前端夹持机构26左侧还设置有一个后端夹持机构27;所述b柱夹持机构25、前端夹持机构26和后端夹持机构27均包括有设置在工装板1顶部的安装柱8,安装柱8一侧顶部设置有夹持气缸9,夹持气缸9顶部铰接有夹持臂10,夹持臂10位于安装柱8另一侧上方,安装柱8另一侧顶部位于夹持臂10底部设置有定位放置臂11,夹持臂10与定位放置臂11与工件形状吻合且上下相对设置。这样通过定位放置臂11对b柱部分、前端部分和后端部分进行定位放置,再通过夹持气缸9带动夹持臂10对整体进行夹持住。
19.工装板1左部顶部位于后端夹持机构27前侧有两个后端夹紧机构,后端夹紧机构底部设置有滑块2,工装板1上有匹配滑块2的向前侧下方倾斜的滑轨坡3,滑块2在滑轨坡3上滑行,滑块2后侧铰接有推动气缸4,推动气缸4后端铰接有安装板23;后端夹紧机构包括有固设在滑块2顶部的纵向气缸5,纵向气缸5顶部往后铰接有打开臂6,打开臂6顶部设置有夹紧气缸7,夹紧气缸7后侧设置有夹紧臂24;夹紧臂24底部为夹紧头19,夹紧臂24顶部设置有延伸臂20,延伸臂20顶部朝下设置有感应器21,延伸臂20前侧朝后设置有零件定位销22。后端夹紧机构通过纵向气缸5带动打开臂6打开关闭,打开臂6通过夹紧气缸7带动夹紧臂24对后端部分和待焊接零件进行夹紧,通过零件定位销22对零件定位,感应器21感应零件。后端夹紧机构整体通过推动气缸4带动在滑轨坡3上滑行调整位置,适应性好。
20.所述工装板1左端顶部设置有后端定位安装柱12,后端定位安装柱12顶部设置有后端定位销13,后端定位安装柱12底部为滑板14,工装板1顶部有匹配滑板14的滑轨15,滑板14左侧铰接有滑动气缸16,滑动气缸16左端铰接设置在工装板1顶部。所述工装板1前部凸出部顶部还设置有倾斜的定位气缸17,定位气缸17顶部设置有b柱定位柱18。通过可左右调整位置的后端定位安装柱12对后端部分进行定位,更准确,适应性好;设置定位气缸17带动b柱定位柱18对b柱进行定位,更准确。
21.实际使用时:首先将夹紧气缸7和所有的夹持气缸9启动分别将打开臂6和夹持臂10打开,之后根据后端部分的规格通过推动气缸4和滑动气缸16分别调整好滑块2和滑板14的位置,之后将组合在一起的前端部分、后端部分和b柱部分放到定位放置臂11上,后端定位销13对后端部分定位,启动定位气缸17带动b柱定位柱18对b柱部分进行定位,启动夹持气缸9将夹持臂10下压对工件进行夹持住,之后启动纵向气缸5将打开臂6下压关闭,启动夹紧气缸7带动夹紧臂24的夹紧头19对零件和后端部分进行夹紧,这样就实现了全部夹紧,再进行焊接操作。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。