1.本实用新型涉及储能器件生产领域,尤其涉及一种素子卷绕装置。
背景技术:
2.储能器件产品质量的优劣,与素子卷绕过程中正箔与负箔重叠精度息息相关,即重叠精度越高,容量等产品参数越能达到设计要求,现有的素子卷绕设备产出的素子重叠精度大都在0.8mm以上,主要原因在于物料在输送至卷绕位置的过程中会发生偏移,导致正箔与负箔的重叠精度难以控制,产品质量无法得到保证,尤其是高压产品,容易造成产品短路致产品失效,因此需要耗费大量的人力物力对产出产品进行抽检,普遍需要对产品筛选两遍以上,极大的降低了产出效率,提高了产品生产成本。
技术实现要素:
3.为解决上述传统素子卷绕设备在卷绕过程中物料容易发生偏移、素子重叠精度较大且难以控制、抽检成本高昂等问题,本实用新型提出了一种素子卷绕装置,通过在正箔送料路径上设置重叠度导轮,使得正箔在重叠度导轮的限位下完成素子卷绕,以解决上述问题,具体通过以下结构实现。
4.一种素子卷绕装置,包括:正箔送料轮组、负箔送料轮组、卷绕轮组,所述卷绕轮组位于正箔送料轮组与负箔送料轮组送料路径的交汇位置;所述正箔送料轮组用于将正箔沿正箔送料方向输送至卷绕轮组,所述负箔送料轮组用于将负箔沿负箔送料方向输送至卷绕轮组,所述卷绕轮组用于将各物料卷绕形成素子;
5.所述正箔送料轮组至卷绕轮组的送料路径还设有重叠度导轮,所述重叠度导轮设有正箔限位槽,卷绕时正箔可嵌入所述正箔限位槽内,使得正箔在重叠度导轮的限位下完成素子卷绕,以提高素子重叠精度。
6.作为本实用新型提供的一种素子卷绕装置的一种实施方式,所述重叠度导轮包括轮体及设于轮体两端的挡环,所述限位槽形成于两挡环之间,至少有一侧挡环与轮体滑动配合设置,以适应不同宽度的正箔。
7.作为本实用新型提供的一种素子卷绕装置的一种实施方式,所述负箔送料轮组设有轮组支架,所述轮组支架的侧面销接有摆臂,所述重叠度导轮设于摆臂的一端,所述轮组支架对应摆臂位置还设有摆臂驱动及复位弹性件,所述摆臂能够以销接位置为轴心旋转一定角度,所述摆臂驱动以及复位弹性件可为摆臂的旋转动作提供动力。
8.作为本实用新型提供的一种素子卷绕装置的一种实施方式,所述轮组支架上还设置有负箔导轮,负箔通过所述负箔导轮输送至卷绕轮组,所述负箔导轮与重叠度导轮位于轮组支架的同侧,且两者相互平行设置。
9.作为本实用新型提供的一种素子卷绕装置的一种实施方式,所述轮组支架在摆臂销接位置的两侧还设置有上限位块、下限位块,以限制摆臂旋转角度,防止过度动作。
10.作为本实用新型提供的一种素子卷绕装置的一种实施方式,所述正箔送料轮组包
括有轮组基座,所述轮组基座在正箔送料方向上依次设有正箔导轮、正箔压轮、正箔夹板,所述正箔压轮、正箔夹板均成对设置,正箔夹持于两正箔夹轮、两正箔夹板之间,输送正箔的同时保证正箔的平整。
11.作为本实用新型提供的一种素子卷绕装置的一种实施方式,还包括有正箔剪刀,所述正箔剪刀设于正箔夹板的出料位置,所述重叠度导轮位于正箔剪刀刀口的下方。
12.作为本实用新型提供的一种素子卷绕装置的一种实施方式,还包括基板,所述基板的背面对应轮组基座位置设有基座驱动,所述基座驱动设置有贯穿至基板正面的传动块以及基座滑轨。
13.作为本实用新型提供的一种素子卷绕装置的一种实施方式,所述基座滑轨方向与正箔送料方向平行,所述轮组基座与所述基座滑轨滑动配合设置,所述传动块贯穿基板与基板正面的轮组基座连接固定,使得所述正箔送料轮组可在传动块的带动下沿正箔送料方向往复动作。
14.作为本实用新型提供的一种素子卷绕装置的一种实施方式,所述卷绕轮组包括有旋转盘以及至少一枚卷针,所述旋转盘用于将卷针旋转至卷绕位置。
15.有益效果
16.本实用新型所述的一种素子卷绕装置,通过在正箔送料路径上设置重叠度导轮,并在重叠度导轮设置适应正箔宽度的正箔限位槽,使得正箔嵌入重叠度导轮内,实现卷绕时正箔的限位,充分保证素子重叠精度,提高产品质量,无需对产出产品进行重复抽检,有效降低产品生产成本,更适应储能器件素子高质量、高效率、低成本的生产需求。
附图说明
17.为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
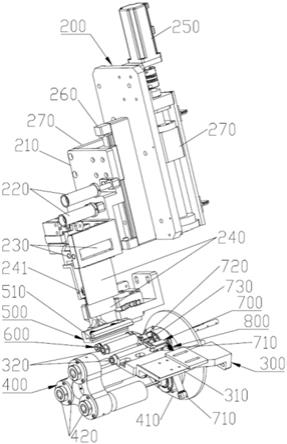
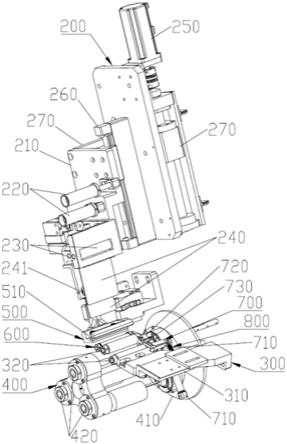
18.图1为本实用新型优选实施方式整体结构示意图;
19.图2为图1另一视角整体结构示意图;
20.图3为图1、图2的背面结构;
21.图4图1隐藏基板100后的整体结构示意图;
22.图5为图4的正视结构示意图;
23.图6为另一视角下,负箔导轮组300与重叠度导轮600装配结构示意图;
24.图7为重叠度导轮600结构示意图。
25.其中:
26.基板100;
27.正箔送料轮组200;轮组基座210;正箔导轮220;正箔压轮230;正箔夹板240;微型导轮241;基座驱动250;基座滑轨260;传动块270;
28.负箔送料轮组300;轮组支架310;负箔导轮320;
29.卷绕轮组400;旋转盘410;卷针420;
30.正箔剪刀500;刀口510;
31.重叠度导轮600;轮体610;挡环620;正箔限位槽630;
32.摆臂700;摆臂驱动710;上限位块720;下限位块730;
33.复位弹性件800。
具体实施方式
34.下面描述本实用新型的优选实施方式,本领域普通技术人员将能够根据下文所述用本领域的相关技术加以实现,并能更加明白本实用新型的创新之处和带来的益处。
35.请一并结合图1至图7,现对本实用新型提供的素子卷绕装置进行说明,该素子卷绕装置包括有基板100以及设于基板100上的正箔送料轮组200、负箔送料轮组300、卷绕轮组400;所述卷绕轮组400位于正箔送料轮组200与负箔送料轮组300送料路径的交汇位置;所述正箔送料轮组200与所述负箔送料轮组300呈l型相对设置,但不局限于此。
36.所述正箔送料轮组200用于将正箔沿正箔送料方向输送至卷绕轮组400,所述负箔送料轮组300用于将负箔沿负箔送料方向输送至卷绕轮组400,所述卷绕轮组400设置于两送料轮组送料方向的交汇位置,用于将各物料卷绕形成素子。
37.所述正箔送料轮组200至卷绕轮组400的送料路径上依次还设有正箔剪刀500及重叠度导轮600,但不局限于此,所述重叠度导轮600设有正箔限位槽630,卷绕时正箔可嵌入所述正箔限位槽630内,使得正箔在重叠度导轮600的限位下完成素子卷绕,以提高素子重叠精度。
38.具体的,所述重叠度导轮600包括轮体610及设于轮体610两端的挡环620,所述限位槽630形成于两挡环620之间,至少有一侧挡环620与轮体610滑动配合设置,以适应不同宽度的正箔。
39.所述正箔剪刀500位于正箔送料轮组200的出料位置,其固定于所述基板100上,其单独设置有支架以及驱动马达,用于素子卷绕完成后正箔的裁切。
40.所述负箔送料轮组300在负箔送料方向上设有负箔导轮320,负箔通过所述负箔导轮320输送至所述卷绕轮组400,所述重叠度导轮600设置于负箔送料轮组300上并与负箔导轮320平行设置。
41.具体的,所述负箔送料轮组300设有轮组支架310,所述轮组支架310的侧面设置有一摆臂700,所述摆臂700中部销接于所述轮组支架310上,所述摆臂700能够以销接位置为轴心旋转;所述重叠度导轮600设于摆臂700靠近正箔剪刀500的一端,所述轮组支架310对应摆臂700远离重叠度导轮600的一端设有摆臂驱动710,所述摆臂驱动710优选但不局限于使用气缸,所述摆臂驱动710固定于所述轮组支架310上,所述摆臂700在此端还设置有复位弹性件800,所述复位弹性件800优选但不局限于使用弹簧,其一端与轮组支架310连接,另一端与摆臂700连接。
42.所述摆臂驱动710一端可伸出顶起摆臂700,此时设于摆臂700另一端的重叠度导轮600下行;摆臂驱动710缩回后,摆臂700受复位弹性件800的拉力作用复位,重叠度导轮600同时上行复位,以上动作相互配合,使得在素子卷绕时,自动调整重叠度导轮600位置,有效规避卷绕轮组400、正箔剪刀500等机构动作。
43.进一步的,所述轮组支架310在摆臂700销接位置的两侧还设置有上限位块720、下限位块730,用以限制摆臂700旋转角度,防止摆臂700过度动作。
44.具体的,所述正箔送料轮组200包括有轮组基座210,所述轮组基座210在正箔送料方向上依次设有正箔导轮220、正箔压轮230、正箔夹板240,所述正箔压轮230、正箔夹板240均成对设置,卷绕过程中正箔夹持于两正箔夹轮、两正箔夹板240之间,正箔夹板240的一侧还设有微型导轮241,提高正箔送料平顺性的同时保证正箔的平整。
45.所述基板100的背面在对应轮组基座210位置还设有基座驱动250,所述基座驱动250固定于基板100的背面,所述基座驱动250贯穿所述基板100设置有与正箔送料方向一致的基座滑轨260以及条状通孔,所述轮组基座210的底部匹配所述基座滑轨260设置有滑块,所述轮组基座210通过所述滑块与所述基座滑轨260滑动配合设置。
46.进一步的,所述基座驱动250设有传动块270,所述传动块270一端连接于与基座驱动250传动连接的丝杆上,另一端贯穿所述通孔与基板正面的轮组基座210连接固定,通过基座驱动250带动丝杆旋转,实现正箔送料轮组200在正箔送料方向往复动作。
47.所述卷绕轮组400包括有旋转盘410以及三枚卷针420,但不局限于此,所述旋转盘410用于将各个卷针420旋转至卷绕位置,以实现产品连续卷绕,保证产品生产效率。
48.以上所描述的一种素子卷绕装置,通过在正箔送料路径上设置重叠度导轮600,并在重叠度导轮600设置可适应正箔宽度的正箔限位槽630,使得正箔在卷绕时嵌入重叠度导轮600内,实现卷绕时正箔的限位,充分保证素子重叠精度,提高了产品质量,无需对产出产品进行重复抽检,有效降低产品生产成本,更适应储能器件素子高质量、高效率、低成本的生产需求;摆臂、摆臂驱动、复位弹性件的设置,使得重叠度导轮可有效规避卷绕轮组、正箔剪刀等机构动作,实现与各机构的完美配合。
49.以上内容是结合具体的优选实施方式对本实用新型所作的进一步详细说明,不能认定本实用新型的具体实施方式只局限于这些说明;对于本实用新型所属技术领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干简单推演或替换,都应当视为属于本实用新型的保护。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。