1.本实用新型涉及一种钢片自动贴多条胶带机。
背景技术:
2.目前smt自动打电子元件生产线,磁性钢片上贴一条或多条胶带,需要人员将胶带一条一条的贴在片材上,费时费力且效率低,还存在人员工伤风险。在一些要求贴胶位置精密的条件下,人员更难以达到品质要求,且胶带需要人工用刀片切断,存在人员造成工伤的风险。
技术实现要素:
3.本实用新型的目的是提供一种钢片自动贴多条胶带机,能够实现机械化对钢片贴多条胶带。
4.为此,本实用新型采用以下技术方案:
5.一种钢片自动贴多条胶带机,其特征在于包括钢片储料仓,钢片上料机构、钢片送料机构、贴胶带台面、贴胶带机构,成品钢片转移机构以及成品钢片输出机构;
6.所述钢片上料机构负责将原料钢片送至钢片送料机构处;
7.所述钢片送料机构负责将原料钢片送至贴胶带台面,所述钢片送料机构包括磁性轮组钢片送料机构;
8.所述贴胶带台面设置对应胶带的让位槽;
9.所述贴胶带机构负责将胶带贴至位于贴胶带台面上的钢片的上表面;
10.所述成品钢片转移机构负责将贴好胶带的成品钢片送至转移位置;
11.所述成品钢片输出机构负责将位于转移位置处的成品钢片输出。
12.在采用上述技术方案的基础上,本实用新型还可采用以下进一步的技术方案,或对这些进一步的技术方案组合使用:
13.所述钢片自动贴多条胶带机设置转移成品钢片台面,所述成品钢片台面设置在所述转移位置处。
14.所述贴胶带机构包括驱动机构和移动架,所述移动架上设置胶带卷安装机构和导带槽,所述胶带卷安装机构的设置高度位于所述贴胶带台面的上方。
15.所述成品钢片转移机构包括第一级移送机构和第二级移送机构,第一级移送机构采用所述磁性轮组钢片送料机构,第二级移送机构和成品钢片转移机构同步运动且移送距离相同,所述第二级移送机构和第一级移送机构相衔接,第二级移送机构负责将第一级移送机构送来的钢片送至贴胶带台面。
16.第二级移送机构上设置与钢片上的定位孔配合的第一连接部件,所述第一连接部件与驱动机构连接而能够升降;成品钢片转移机构设置与钢片上的定位孔配合的第二连接部件,所述第二连接部件与驱动机构连接而能够升降;所述钢片自动贴多条胶带机对于处在贴胶带台面的钢片设置贴胶带钢片定位机构,所述第二连接部件在位于贴胶带台面时,
作为贴胶带钢片定位机构;贴胶带时的移动架移动方向与钢片送料机构的送料方向相反,所述转移位置位于贴胶带台面的后方,通过所述第二连接部件和贴好胶带的成品钢片连接,将贴好胶带的成品钢片移至转移位置。
17.所述第二级移送机构和成品钢片转移机构均为直线往返运动机构,在贴胶带时的移动架移动方向上,所述第二级移送机构和成品钢片转移机构共用一套动力,移动架由单独的一套动力驱动;在送料方向,所述第二级移送机构和成品钢片转移机构与移动架共用一套动力;将贴好胶带的成品钢片送至转移位置的方向和送料方向相同。
18.所述输出机构包括第一翻转机构、第二移送机构、输送线,所述第一翻转机构设置第一吸钢片机构,所述第一吸钢片机构通过翻转机构的来回转动运动,而能来往于转移位置和与第二移送机构交接位置,所述第一吸钢片机构在处于转移位置时方向向下,处于交接位置时,方向朝上;所述第二移送机构设置方向向下的第二吸钢片机构,所述第二吸钢片机构通过第二移送机构而能来往于所述交接位置和输送线的放成品钢片位置,在所述交接位置,所述第二吸钢片机构处于所述第一吸钢片机构的上方。
19.所述第二移送机构为与输送线平行的做来回直线运动的移送机构,所述第一翻转机构的翻转轴线与第二移送机构的直线运动方向垂直或平行。
20.所述钢片储料仓处在磁性轮组钢片送料机构的下方,由钢片上料机构将钢片从所述钢片储料仓中提起,上升至钢片送料机构的高度。
21.所述成品钢片台面和贴胶带台面组合在一起,成为一个连续的整台面,所述成品钢片台面设置对应胶带的让位槽,所述成品钢片台面的每条让位槽和所述贴胶带台面的每条让位槽一一对应相接连通为整条槽。
22.由于采用本实用新型的技术方案,本实用新型能够代替人工,实现上料储存,自动送料,自动贴胶,贴胶位置精准,提高生产效率,节约人力成本,而且,本实用新型的结构合理,能够减少场地占用和减少移送机构。并且还能进一步地实现自动裁断胶带,料仓缺料报警和胶带中途断料少料报警等功能。
附图说明
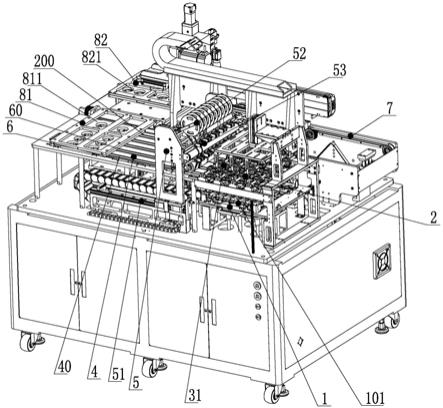
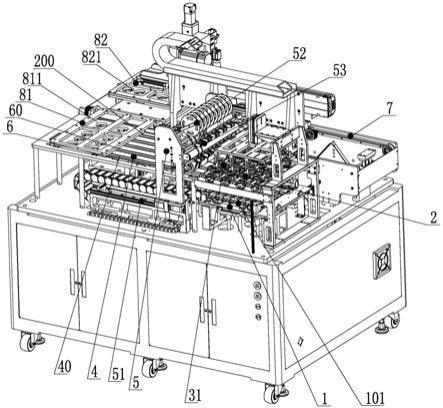
23.图1为本实用新型实施例的示意图。
24.图2为本实用新型实施例的俯视图。
25.图3为本实用新型实施例的主视图。
26.图4为隐去部分结构后,重点显示第二级移送机构、成品钢片转移机构的示意图。
27.图5为重点显示切胶带机构的示意图。
具体实施方式
28.参照附图。本实用新型提供的一种钢片自动贴多条胶带机,包括钢片储料仓 1,钢片上料机构、钢片送料机构、贴胶带台面4、贴胶带机构,成品钢片转移机构以及成品钢片输出机构。
29.所述钢片储料仓1能够使钢片101叠平放其内,所述钢片储料仓1处在钢片送料机构的磁性轮组钢片送料机构下方,由钢片上料机构将钢片101从所述钢片储料仓中提起,上升至磁性轮组钢片送料机构的高度。所述钢片储料仓1可采用抽屉式的结构,所述钢片上料
机构可采用真空吸盘2,所述整块吸盘2与气缸连接而能够升降。
30.所述钢片送料机构包括第一级移送机构和第二级移送机构,第一级移送机构采用磁性轮组钢片送料机构,磁性轮组钢片送料机构包括若干组磁性轮组31和旋转驱动机构,磁性轮组31能够利用磁性吸住钢片101,磁性轮组31的轴和旋转驱动机构连接而能够被驱动旋转,所述若干组磁性轮组31排列范围与钢片的尺寸相匹配,所述第一级移送机构负责将原料钢片送至第二级移送机构所在位置的台面41,第二级移送机构负责将第一级移送机构送来的钢片101送至贴胶带台面4。
31.所述贴胶带台面4设置对应胶带的让位槽40,使得所贴胶带在经过钢片的孔时,不会与贴胶带台面4接触。
32.所述贴胶带机构负责将胶带200贴至位于贴胶带台面4上的钢片的顶面;所述贴胶带机构包括驱动机构和移动架5,所述驱动机构可采用电机及相应的传动和连接机构,所述移动架5被配置有导轨51,所述移动架5沿导轨51前后移动,所述移动架5上设置胶带卷安装机构52和导带槽53,所述移动架5的移动方向为贴胶带方向,所述胶带卷安装机构52的设置高度位于所述贴胶带台面4的上方。所述移动架上还设置切胶带机构,所述切胶带机构包括切刀54,所述切刀 54和气缸55连接而能够在切胶带时下降,切胶带完毕后上升复位。
33.所述成品钢片转移机构负责将贴好胶带的成品钢片102送至转移位置;所述钢片自动贴多条胶带机设置转移成品钢片台面6,所述成品钢片台面6设置在所述转移位置处。所述成品钢片台面6和贴胶带台面4、台面41可以组合在一起,成为一个连续的整台面,所述成品钢片台面6设置对应胶带的让位槽60,所述成品钢片台面6的每条让位槽60和所述贴胶带台面4的每条让位槽40一一对应相接连通为整条槽。
34.所述第二级移送机构和成品钢片转移机构同步运动且对钢片的移送距离相同,运动方向也相同。
35.第二级移送机构上设置与钢片上的定位孔配合的第一连接部件321,所述第一连接部件与驱动机构(气缸322)连接而能够升降;成品钢片转移机构设置与钢片上的定位孔配合的第二连接部件61,所述第二连接部件61与驱动机构(气缸62)连接而能够升降;所述钢片自动贴多条胶带机对于处在贴胶带台面4的钢片设置贴胶带钢片定位机构,所述第二连接部件61在位于贴胶带台面4时,作为贴胶带钢片定位机构(见图4);贴胶带时的移动架移动方向(附图中的从左向右方向)与钢片送料机构的送料方向(附图中的从右向左方向)相反,所述转移位置位于贴胶带台面的后方,通过所述第二连接部件61和贴好胶带的成品钢片102连接,将贴好胶带的成品钢片102移至转移位置,将贴好胶带的成品钢片102送至转移位置的方向和所述钢片送料机构的送料方向相同。
36.所述第一连接部件321和第二连接部件61均可采用销。
37.所述第二级移送机构和成品钢片转移机构均为直线往返运动机构,附图标号 300为贴胶移动架5的导轨。在贴胶带时的移动架移动方向上,移动架由单独的一套动力驱动,附图标号401为移动架的驱动气缸及连接机构,所述第二级移送机构和成品钢片转移机构共用一套动力,附图标号402为它们的驱动气缸及连接机构。在送料方向,所述第二级移送机构和成品钢片转移机构一起运动,也由驱动气缸及连接机构402驱动,在该方向上(也即移动架5回复到贴胶带起始位的移动方向),移动架5通过与第二级移送给机构的之间的连接结构(该机构同时可以是移动架5在贴胶带的移动方向上的限位结构)而被带动回复。
38.当第一张钢片101被第一级移送机构送至台面41处,第二级移送机构的第一连接部件321处在台面41处,它被上顶而与钢片101的定位孔连接,此时,移动架5处在贴好胶带时所处的位置,成品钢片转移机构的第二连接部件61处在台面4上,所述第二级移送机构和成品钢片转移机构与移动架5一起被按送料方向移动,第一连接部件321被移动到贴胶带台面4处,使钢片101被移至贴胶带台面4,第二连接部件61被移至转移位置(如果其连接有贴好胶带的成品钢片102,则该成品钢片102被移送至转移位置),移动架5被移至贴胶带起始位。
39.然后,第一连接部件321和第二连接部件61下降到钢片高度以下,所述第二级移送机构和成品钢片转移机构先运动,被按贴胶带时的移动架移动方向移动,成品钢片转移机构的第二连接部件61返回贴胶带台面4,并被上顶而与在贴胶带台面4上的钢片101的定位孔连接,起到贴胶带时的定位作用,第二级移送机构的第一连接部件321返回至台面41处,上顶后与第二张钢片101的定位孔连接,然后,移动架5按贴胶带的方向移动,开始贴胶带,所述移动架5从起始位置向着距转移位置最远的这一侧移动,而钢片101被第二连接部件61定位在贴胶带台面4上,通过移动架5的运动,胶带卷顺势转动,胶带200被贴在钢片的上表面。
40.以此循环往复。
41.所述输出机构包括第一翻转机构81、第二移送机构82、输送线7。所述第一翻转机构设置第一吸钢片机构811,第一吸钢片机构811可采用真空吸气结构,所述第一吸钢片机构811通过翻转机构81的来回转动运动,而能来往于所述转移位置和与第二移送机构82交接位置,所述第一吸钢片机构811在处于转移位置时,吸气孔朝下,处于交接位置时,吸气孔朝上。
42.所述第二移送机构82设置方向向下的第二吸钢片机构821,第二吸钢片机构821可采用真空吸气结构,吸气孔朝下,所述第二吸钢片机构821通过第二移送机构82而能来往于所述交接位置和输送线7的放成品钢片位置,在所述交接位置,所述第二吸钢片机构821处于所述第一吸钢片机构811的上方。所述第二移送机构82为与输送线7平行的做来回直线运动的移送机构,所述第一翻转机构81的翻转轴线与第二移送机构82的直线运动方向垂直或平行。
43.以上所述仅为本实用新型的具体实施例,但本实用新型的结构特征并不局限于此,任何本领域的技术人员在本实用新型的领域内,所作的变化或修饰皆涵盖在本实用新型的保护范围之中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。