1.本发明涉及一种刀辊,其用于切割材料幅带,特别地横切材料幅带,特别是由纸、硬纸板和/或塑料制成的材料幅带,该刀辊包括例如圆筒形的支撑主体,在支撑主体的圆周上预设有多个细长的保持和/或紧固部段,这些保持和/或紧固部段在支撑主体的周向方向上彼此相隔,基本上在支撑主体的纵向方向上延伸,并且被设计用于分别紧固优选条形的刀片布置。此外,本发明涉及一种包括刀辊的紧固系统。
背景技术:
2.所述类型的刀辊例如用在横切机中。这种横向切割器用于横向于其输送方向或者说运输方向,将切口和/或穿孔引入到所运输的持续材料幅带中。通过横向切割器,可以一次或多次地切割材料幅带,其中可以由材料幅带产生相同和/或不同长度的卷材。替代地,持续的材料幅带可以配备有一个或更多个横向伸长的穿孔。材料幅带可以指的是由纸、卡纸、塑料薄膜或者金属薄膜、织物及其它材料制成的幅带。举例而言,在所谓的“同步横向切割器”中,预设了两个上下重叠地、可转动地布置在机架中的刀辊,其刀片在运转时成对地实现切削啮合,以在横向方向上切断连续的材料幅带。“队列式横向切割器”具有可转动地布置的刀辊和与其共同作用的固定刀片。在这种所谓的“挤压切削”中,刀辊的刀片与铁砧滚筒的铁砧接触。
3.为了实现从其中一侧到另一侧穿过材料幅带的“移动式”切削,刀片通常并非在轴向方向上伸长,即并非相对于刀辊的旋转轴线轴向平行地伸长,而是相对于旋转轴线成所谓的偏斜角或者说螺旋角伸长,使得刀片的其中一端相对于其另一端在周向方向上偏移并且由此始终位于相对于另一端前导的位置中。为了实现这种偏移的布置,可以通过减材工艺,在刀辊的例如圆筒形的支撑主体的圆周上形成削平的平面部段,该平面部段在支撑主体的纵向方向上,相对于其纵向轴线轴向平行地延伸,并且形成用于紧固条形刀片夹持器的平面。该平面横向于半径张开,并且在支撑主体的旋转方向上受前导纵向边缘和随动纵向边缘限制。两个所述纵向边缘相对于支撑主体的旋转轴线轴向平行地从其一侧延伸至另一侧。通过设计削平的细长平面部段,从支撑主体的圆周上削掉一段,从而产生平坦的平面,该平面使得相对于旋转轴线的方向成期望的偏斜角,简单地布置笔直的长方体刀片条成为可能。
4.根据de 10 2005 058 600 a1,已知了一种开头所述类型的刀辊,其中刀辊具有圆筒形的主体,在其圆周上设计有被削平的、细长的平面部段,该平面部段不同于其旋转形状并且基本上在圆筒形主体的纵向方向上延伸,可在该平面部段上紧固基本上在圆柱形主体的纵向方向上延伸的条形刀片布置。细长的平面部段在圆柱形主体的纵向方向上基本上部分螺旋形地伸长,并且条形的刀片布置可以基本上对应地部分螺旋形地形成。在本公开的意义上,“部分螺旋形”应理解为,不同于全螺旋,相对于旋转轴线的方向的螺旋角明显小于360
°
。通过具有基本上部分螺旋形走向的平面部段,能够以简单且同时灵活的方式,使平面部段适应于稍后由其承载的条形刀片布置的形状。
5.在更换材料幅带时,由于材料幅带的其它幅带特性和组成,通过已知的刀辊,在实现移动式切削时会出现切削问题。这些切削问题会引起更高的材料废品率并且由此导致更高的卷材制造成本。迄今为止,如果在切割材料幅带时出现切削问题,则会拆下刀辊并且装配具有以下刀片布置的刀辊,该刀片布置的刀片具有在支撑主体的纵向方向上不同的走向。然而,刀辊的替换是麻烦的,并且与材料幅带加工的中断相关联。由此,刀辊的替换也会导致更高的卷材制造成本。
技术实现要素:
6.本发明的目的在于,改进并且提供开头所述类型的刀辊,其允许以结构上简单的方式,在工作量低的情况下解决切削问题,其中特别地,刀辊的替换应是可有可无的。另外,本发明的目的在于,提供一种紧固系统,用于将相对于旋转轴线成一定角度伸长的刀片紧固在刀辊上,该紧固系统使得在横切机停工时间短暂的情况下解决切削问题成为可能。
7.前述目的通过一种具有权利要求1的特征的刀辊和一种具有权利要求10的特征的紧固系统得以实现。本发明的有利设计方案是从属权利要求的主题。
8.本发明涉及一种刀辊,其用于“移动式”切割材料幅带,特别地横切材料幅带,特别是由纸、硬纸板和/或塑料制成的材料幅带,该刀辊包括例如圆筒形、三角形或者t形的支撑主体,在支撑主体的圆周上预设有多个细长的保持和/或紧固部段,这些保持和/或紧固部段在支撑主体的周向方向上彼此相隔,基本上在支撑主体的纵向方向上延伸,并且被设计用于分别紧固优选条形的刀片布置。根据本发明,刀辊包括至少两个至少逐段地在支撑主体的纵向方向上不同地伸长的保持和/或紧固部段。可以简单地将刀片布置紧固在至少两个保持和/或紧固部段的保持和/或紧固面上,而刀片布置的刀片在支撑主体的纵向方向上具有不同的走向。换言之,这意味着:可以在支撑主体的至少两个保持和/或紧固部段上紧固不同的刀片布置,这些刀片布置并非在轴向方向上伸长,即并非相对于刀辊的旋转轴线轴向平行地伸长,而是相对于旋转轴线成特定但不同的角度伸长。优选地,保持和/或紧固部段的保持和/或紧固面也展现出对应的不同走向。
9.在本发明的框架下,保持和/或紧固部段笔直伸长时的术语“偏斜角”或者保持和/或紧固部段部分螺旋形地伸长时的术语“螺旋角”指的是支撑主体的旋转轴线与保持和/或紧固部段在支撑主体的纵向方向上的走向之间的角度。如果以展开的状态显示部分螺旋形的刀片的切削刃,则获得斜率恒定的直线作为螺旋线,如例如由螺丝所已知的。对于保持和/或紧固部段或者说保持和/或紧固面的螺丝状或者说部分螺旋形的走向,螺旋角指的是支撑主体的旋转轴线与展开的螺旋线之间的角度。特别地,“偏斜角”或者“螺旋角”指的是支撑主体的旋转轴线与保持和/或紧固部段的保持和/或紧固面的中线之间的角度。
10.优选地,保持和/或紧固部段在支撑主体的纵向方向上的走向对应于在切割过程中通过保持和/或紧固部段而与支撑主体相连的刀片的切削刃走向。
11.在横向切削时出现的切削力随着偏斜角或者螺旋角的减小而升高。力线根据角度发生变化,其中特别地,可以根据材料组成和/或材料厚度,确定适合的角度。
12.在本发明的框架下,处于0.1
°
到10
°
的范围内,优选地处于2
°
到5
°
的范围内的偏斜角或者螺旋角已经被证明是有利的。一种实施方案是特别适合的,其中在一个保持和/或紧固部段中,偏斜角或者螺旋角处于0.1
°
到5
°
之间,优选地处于0.5
°
到2
°
之间,更优选地处于
1
°
到1.5
°
之间,而在另一保持和/或紧固部段中,偏斜角或者螺旋角处于1
°
到10
°
之间,优选地处于2
°
到8
°
之间。由此,在为刀辊对应地装备了适合的刀片时,可以以同样的方式极其令人满意地用同一刀辊切割明显不同的材料幅带。
13.如果在切割材料幅带时出现切削问题,例如脱层、材料幅带表面的划痕或者表面脱落,并且需要将装入的刀片替换成在支撑主体的纵向方向上具有另一走向的刀片,则不再为刀片更换预设刀辊的拆卸。更确切地说,可以将装到刀辊上的刀片布置从刀辊的第一保持和/或紧固部段上拆下或者说拆除,而无需拆卸刀辊。因此,为了解决切削问题,可以将刀片布置紧固或者说安装到刀辊的另一保持和/或紧固部段上,其刀片在支撑主体的纵向方向上具有至少逐段不同的走向。以此方式,在出现可归因于在支撑主体的纵向方向上的刀片走向并非最佳的切削问题时,可以显著缩短材料加工时的过程停顿,这会使得卷材制造的成本更低。
14.通过根据需要将具有不同走向的刀片布置或者说刀片紧固在刀辊上的可能性,能够以结构上简单的方式,在低工作量和短改装时间的情况下,为了不同的切削和使用目的,特别地为了切割由不同材料制成的幅带,同样使用相同的刀辊。
15.在本发明的框架下,术语“刀片布置”应理解为优选条形的刀片,或者被设计用于紧固至少一个刀片的优选条形的刀片夹持器,或者二者与形状配合和/或力配合(例如通过螺丝)和/或材料配合(例如通过粘合连接)地紧固在刀片夹持器上的刀片和/或可通过刀片夹持器紧固在支撑主体上的刀片的组合。刀片夹持器可以螺接到支撑主体上和/或通过夹紧元件夹紧或者说固定到支撑主体上。刀片可以被设计为连续的板条,或者由多个在支撑主体的纵向方向上齐平地依次布置的刀片元件构成。
16.刀片可以例如通过张紧装置和/或螺丝卡紧在刀片夹持器上,和/或通过紧固螺丝而与刀片夹持器螺接,如例如在ep 0 986 453 b1中所公开的。还可以预设粘合剂连接。在ep 0 995 560 a2中描述了一种根据本发明可能的实施方案,在该实施方案中,刀片通过刀片夹持器夹紧在支撑主体的空隙内。为了将刀片卡在支撑主体的空隙中,在此可以装入刀片布置的张紧楔,其被旋入到空隙内。
17.刀片布置可以优选地非破坏性地可拆卸地与保持和/或紧固部段相连,例如通过机械锚固装置,诸如张紧装置和/或螺丝。而且,并未排除粘合剂连接。
18.保持和/或紧固部段可以例如被设计为在支撑主体的圆周上至少逐段地削平的平面部段。特别地,可以通过减材工艺,在支撑主体中加工出保持和/或紧固部段。然而,并未排除保持和/或紧固部段被设计在单独的构件上和/或在单独的构件内,该构件优选地非破坏性地可拆卸地与支撑主体相连,例如螺接。该构件由此形成刀辊的保持和/或紧固部段。
19.刀片布置优选地由金属和/或金属合金制成。支撑主体优选地同样由金属和/或金属合金制成。然而,还有可能由纤维增强的材料(例如纤维增强的塑料,诸如碳纤维增强的塑料或者纤维复合塑料)制造支撑主体和/或刀片布置。还有可能由木质材料或者由陶瓷进行制造。以此方式,可以根据应用情形,实现足以切割材料幅带的支撑主体和/或刀片布置的强度和刚度。
20.优选地,保持和/或紧固部段在支撑主体的整个长度上延伸。由此,可以根据需要,将刀片布置固定到支撑主体上,而刀片布置在支撑主体的整个长度上延伸。如果刀片布置仅在部分长度上延伸,则刀片布置可以根据需要以距支撑主体端部不同的距离,固定在保
持和/或紧固部段上。然而,也并未排除保持和/或紧固部段仅在支撑主体的部分长度上延伸。
21.在本发明的一种有利实施方案中预设了,在支撑主体的纵向方向上,支撑主体的多个保持和/或紧固部段以至少逐段地相互不同的斜率或者说不同的螺旋角,不同地以部分螺旋形地伸长。与此对应地,刀片布置还可以设计为基本呈部分螺旋形的,和/或刀片布置被设置用于紧固具有特定的部分螺旋形走向的刀片。
22.适宜地,在支撑主体的纵向方向上,支撑主体上的至少两个保持和/或紧固部段以在支撑主体的整个长度上相互不同的斜率,不同地以部分螺旋形地伸长。
23.在目前情况下,术语“部分螺旋形”应理解为:保持和/或紧固部段在支撑主体的周向方向上所执行的转动小于围绕支撑主体的纵向轴线的完整转动。优选地,在支撑主体的周向方向或者说旋转方向上,保持和/或紧固部段在明显小于180
°
的圆周角上围绕支撑主体的纵向轴线延伸,优选地在明显小于45
°
的圆周角上延伸。在这种情况下,保持和/或紧固部段可以具有外紧固面,除了围绕其纵向轴线的扭转外,该外紧固面还额外地以所述偏斜角弯曲,从而得到外紧固面的凹形。
24.通过保持和/或紧固部段的部分螺旋形走向,防止了支撑主体的至少实质的弱化。支撑主体的最初强度和刚度基本上保持不变。
25.刀片布置在支撑主体的纵向方向上所展示的走向优选地至少基本上对应于保持和/或紧固部段的走向。通过刀片布置的部分螺旋形,特别是刀片的切削刃的部分螺旋形,可以实现移动式切削。对于“移动式切削”,从一侧到另一侧对材料幅带进行切割。通过移动式切削,可以有效地降低切削力,并且由此有效降低刀口以及刀辊的磨损。
26.然而,此外,原则上还预设了一种实施方案,在该实施方案中,保持和/或紧固部段在支撑主体的纵向方向上并非部分螺旋形地伸长,而是笔直伸长。这允许在相对于支撑主体的旋转轴线的方向成期望的偏斜角的条件下紧固笔直的刀片布置。
27.在一种更有利的实施方案中预设了,至少一个保持和/或紧固部段被设计为优选地在支撑主体的整个长度上延伸的凹槽。在部分螺旋形的凹槽中,可以紧固对应于凹槽走向部分螺旋线地弯曲的条形刀片布置。可以预设用于机械固定和/或用于对准刀片布置和/或用于固定和/或对准刀片布置的刀片的切削刃的元件。在此,可以例如是紧固和/或锁止螺丝。在这种情况下,螺丝可以优选地均匀地分布在保持和/或紧固部段的长度上或者说相互间等距地布置,以在紧固刀片时确保均匀的压紧力。
28.然而,凹槽形设计的保持和/或紧固部段原则上还可以被设计用于容纳在支撑主体的纵向方向上具有不同于凹槽形保持和/或紧固部段的另一走向的刀片布置。
29.通过保持和/或紧固部段作为支撑主体的外圆周中的空隙的设计,特别是作为刀辊中纵向伸长的凹槽的设计,可以在低安装花费和时间花费的条件下,将刀片布置紧固在保持和/或紧固部段上或者说其中或者说紧固在刀辊上。在此,凹槽可以用作导向件,从而简化刀片布置的定位。因此,例如有可能将刀片布置垂直地(在径向方向上)从外侧装入凹槽中。然而,也可以在支撑主体的纵向方向上,将刀片布置推入到保持和/或紧固部段中。相反,在更换刀片布置时,可以将其垂直地从凹槽中提起,或者在纵向方向上从保持和/或紧固部段中拉出或者说移出。
30.可以通过削减工艺,特别地通过铣削,在刀辊的支撑主体中或者在支撑主体的外
周表面中加工出凹槽。凹槽的深度可以优先地处于2到100mm的范围内,优选地处于2到50mm的范围内。由此,确保稳妥地夹持刀片布置,并且避免较高的材料削减。
31.特别优选地,保持和/或紧固部段被设计为在支撑主体的外圆周内纵向伸长的凹槽,并且在支撑主体的纵向方向上具有至少逐段地相互不同的走向。特别优选地,预设有至少两个凹槽,其在支撑主体的纵向方向上示出了不同的部分螺旋形的走向。由此,可以简单地将在支撑主体的纵向方向上具有不同走向的刀片保持或者说紧固在刀辊上。关于这一点,还可以在刀辊中预设笔直的凹槽和至少一个作为保持和/或紧固部段的凹槽,该凹槽并非在刀辊的纵向方向上笔直伸长,而是特别地部分螺旋形地伸长。
32.替代地,至少一个保持和/或紧固部段可以被设计为削平的平面部段,如在de 10 2005 058 600中描述的,其形成中断支撑主体的除此之外为圆形的横截面的割线。由此,简单且成本低廉地设计支撑主体上的保持和/或紧固部段成为可能。无需在支撑主体中加工出任何复杂的几何形状,例如边棱形状或者圆角曲面等。更确切地说,可以优选地通过铣削,沿着平面,均匀机械削减地加工支撑主体。可紧固在割线状设计的保持和/或紧固部段上的刀片布置可以在纵向方向上笔直伸长,并且被设计用于紧固笔直伸长的刀片。原则上,例如还可以借助于适合的张紧件和/或间隔件,在割线状设计的保持和/或紧固部段上紧固被设计用于容纳部分螺旋形刀片的刀片布置。
33.在de 10 2005 058 600中示出并描述了保持和/或紧固部段的其它可能的设计特征。
34.在一种更优选的实施方案中,保持和/或紧固部段可以被布置为基本上对称地分布在支撑主体的圆周上。特别地,由此可以在切割过程中实现刀辊的均匀圆周运动。
35.如上文中已经描述的,刀片布置以及特别是切割刀片在支撑主体的纵向方向上的走向可以适应于保持和/或紧固部段的走向。刀片布置在保持和/或紧固部段上的稳定紧固由此成为可能。对于保持和/或紧固部段的对应走向,刀片布置可以在支撑主体的纵向方向上由此例如部分螺旋形地伸长,或者相对于支撑主体的旋转轴线的方向成偏斜角笔直伸长。
36.如上文中已经描述的,在刀辊的运行状态下,即在切割过程进行期间,可以优选地仅在一个保持和/或紧固部段上紧固刀片布置。优选地,可以在至少一个另外的保持和/或紧固部段上紧固有配重。通过配重,刀辊的质心移位。优选地,配重被紧固在保持和/或紧固部段上和/或具有几何形状和/或质量,使得刀辊在切割材料幅带时基本上围绕其质心旋转。通过均匀的圆周运动,在刀辊运行过程中可以实现节能。此外,减少了刀片在切割时的机械负载,其中提高了刀片布置的使用寿命。
37.适宜地,保持和/或紧固部段与刀片布置相连,其中在刀辊的剩下的保持和/或紧固部段上分别紧固有配重。
38.本发明的一种替代实施方案涉及一种紧固系统,其包括刀辊,特别是之前所描述类型的刀辊,并且包括至少一个可紧固在刀辊的支撑主体的至少一个保持和/或紧固部段上的刀片夹持器,其中刀片夹持器被设计用于根据需要夹持相对于支撑主体的旋转轴线成不同偏斜角或者螺旋角伸长的刀片。前述方面又用于避免在出现切削问题时更换刀辊。该替代实施方案涉及刀片夹持器的使用,其同样被设计和设置用于保持多个不同的刀片,即在支撑主体的纵向方向上具有不同走向的刀片。根据需要,可以使用张紧装置、间隔装置或
者诸如螺丝等紧固装置来将不同的刀片紧固在相同的刀片夹持器上。刀片夹持器本身被紧固在刀辊的支撑主体的保持和/或紧固部段上,优选地如上文中关于根据本发明的刀辊所描述的。
39.本发明的另一替代实施方案涉及一种紧固系统,其包括刀辊,特别是之前所描述类型的刀辊,该刀辊包括至少两个可紧固在支撑主体的至少一个保持和/或紧固部段上,优选地可紧固在支撑主体的多个保持和/或紧固部段上的刀片夹持器,其中第一刀片夹持器被设计用于保持第一刀片或者优选地可拆卸地与第一刀片相连,而第一刀片相对于支撑主体的旋转轴线成第一偏斜角或者第一螺旋角伸长,并且第二刀片夹持器被设计用于保持第二刀片或者优选地可拆卸地与第二刀片相连,而第二刀片相对于支撑主体的旋转轴线成另一第二偏斜角或者第二螺旋角伸长。该实施方案涉及至少两个设计不同的刀片夹持器的使用,这些刀片夹持器分别承载或者说保持刀片,其中在刀片在纵向方向上的走向方面或者说在各自相对于支撑主体的旋转轴线的偏斜角或者螺旋角方面,两个刀片夹持器的刀片相异。为了紧固刀片夹持器,可以在支撑主体上预设两个设计不同的保持和/或紧固部段,优选地如上文中关于根据本发明的刀辊所描述的。然而,原则上也有可能仅预设一个保持和/或紧固部段来紧固刀片夹持器。因此,刀片夹持器同样被设计和设置用于根据需要紧固在支撑主体的相同保持和/或紧固部段上。
40.根据权利要求和下文中基于附图做出的优选实施方案的描述,得出本发明的其它优点、特征、特性和方面。所描述和/或示出的本发明的优点、特征、特性和方面可以根据需要相互组合,即便这一点并没有详细地描述或者示出。所给出的数值范围包括所有整数的中间值。
附图说明
41.在附图中:
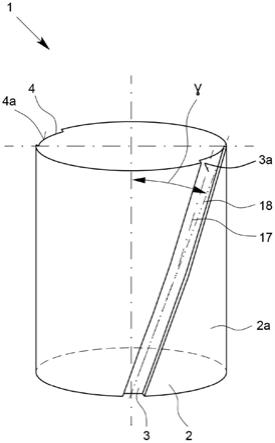
42.图1示出了根据本发明的刀辊的立体视图,其包括在刀辊的例如圆筒形的支撑主体上等距布置的两个保持和/或紧固部段,其中图解地显示部分螺旋形的保持和/或紧固部段的螺旋角,
43.图2示出了图1中所示的刀辊的保持和/或紧固部段相关于保持和/或紧固部段的中线进行的展开的图示,
44.图3示出了根据本发明的刀辊的另一实施方案的横截面视图,其中在保持和/或紧固部段中夹有刀片,并且
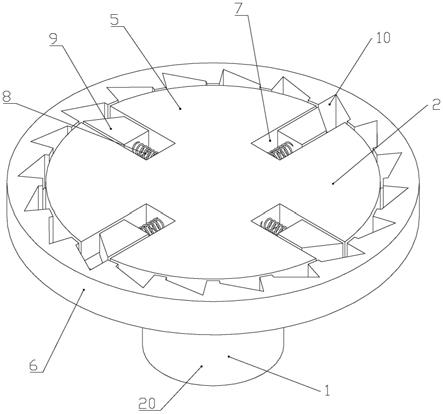
45.图4示出了根据本发明的刀辊的另一实施方案的示意性视图,其中包括刀片布置和与刀片布置相对预设的配重。
具体实施方式
46.在后续描述中,为相同和同类构件使用同一附图标记,其中即便没有进行重复描述,也得到对应的特性和特征。
47.图1示出了根据本发明的刀辊1的立体视图,该刀辊用于切割材料幅带,特别地横切材料幅带,特别是由纸、硬纸板和/或塑料制成的材料幅带,包括圆筒形的支撑主体2。刀辊1特别地用在横切机中,用以由纸幅或者卡纸幅带制造卷材。这种横切机通常包括两个上
下重叠地、可转动地支承在机架中的刀辊1,其刀片在运转时成对地实现切削啮合。
48.在支撑主体2的圆周2a上,第一(根据图1为前部的)保持和/或紧固部段3和第二(根据图1为后部的)保持和/或紧固部段4均设计为凹槽形的空隙。两个保持和/或紧固部段3、4被相对地布置在支撑主体2上,并且基本上等距地分布在支撑主体2的圆周2a上。两个空隙的槽底在此形成两个保持和/或紧固部段3、4的两个保持和/或紧固面3a、4a。保持和/或紧固面3a、4a被设计和预设用于根据需要将在支撑主体2的纵向方向上不同地伸长的刀片布置5紧固在支撑主体上。
49.保持和/或紧固部段3在支撑主体2的旋转方向上具有前导纵向边缘和随动纵向边缘,其在支撑主体2的纵向方向上具有相同的走向并且由此相互平行地伸长。保持和/或紧固面3a具有中线或者说螺旋线17,其优选地对应于刀片11的走向,特别地对应于切削刃走向,该刀片可以被紧固于保持和/或紧固部段3内(参见图3)。
50.如果以展开状态显示螺旋线17,则得到一条对应于螺旋线17的斜率的直线(根据图2的展开的螺旋线18)。在下文中,支撑主体2的旋转轴线与开卷的螺旋线18之间的角度被称为螺旋角γ。
51.图2中所示的坐标系的横坐标给出展开的螺旋线18在支撑主体2的周向方向上的延伸,而纵坐标对应于展开的螺旋线18在支撑主体2的纵向方向上的长度。螺旋角γ对应于纵坐标(支撑主体2的纵向轴线)与展开的螺旋线之间的角度。
52.并未显示的是:保持和/或紧固部段3替代地也可以被设计为在支撑主体2的纵向方向上笔直伸长的凹槽。
53.18保持和/或紧固部段3仅在支撑主体2的一部分圆周上延伸。如根据图1和图2可见,螺旋线17所执行的转动小于围绕支撑主体的旋转轴线的完整转动。螺旋线17优选地在小于一半圆周上延伸,优选地,在小于支撑主体2的四分之一圆周上延伸。因此,图2中的数值n大于1,优先地大于2,优选地大于4。有利地,螺旋角γ对应于0.1
°
到10
°
之间的数值。
54.第二保持和/或紧固部段4的保持和/或紧固面4a以不同于相对的第一保持和/或紧固部段3的保持和/或紧固面3a的另一螺旋角γ,在支撑主体2的圆周2a上伸长。这使得可以将刀片布置5紧固在支撑主体2上,而该刀片布置在支撑主体2的纵向方向上具有不同的(部分螺旋形的)走向。
55.在图3中显示了根据本发明的刀辊1的另一实施方案,其包括两个不同的保持和/或紧固部段3、4。支撑主体2的圆周2a中的凹槽形空隙分别具有在支撑主体2的周向方向上彼此相隔的第一侧壁7和第二侧壁8。侧壁7和8优选楔形地通向彼此,其中由槽底9限定径向方向上的凹槽深度。因此,两个保持和/或紧固部段3、4具有梯形的横截面。在槽底9内预设有至少一个基本上垂直于槽底9指向的螺纹孔10。可以例如单面地、双面地、在底面上或者也可以内铺地将钢带16置入到凹槽内。
56.根据图3,在第二保持和/或紧固部段4内紧固或者说保持有刀片布置5。刀片布置5由刀片11和设计为与凹槽形的保持和/或紧固部段4基本上互补的张紧元件12构成。在横截面中,张紧元件12具有基本上梯形的形状。张紧元件12具有至少一个通孔,螺丝13被引导穿过该通孔,而螺丝被旋入到支撑主体2内的螺纹孔10中。张紧元件12被螺丝13拉入到凹槽形的保持和/或紧固部段4内。在保持和/或紧固部段4的纵向方向上,优选地预设有多个螺旋连接件,更优选地,相互等距地布置这些螺旋连接件。通过拧紧螺丝13,卡住刀片11并将其
固定在其位置中。为了可以更好地调节刀片11,可以预设校准螺丝14,其垂直地作用在刀片11的背离张紧元件12的一侧上,如图3中显示的。同样地,可以替代地,在第一保持和/或紧固部段3中紧固刀片布置5。之前描述的示例性选出的实施方案优选地涉及包括可调节的刀片11的上刀片轴。相反,在下刀片轴上也可以不可调地卡紧刀片11。因此,之前描述的刀片布置5在保持和/或紧固部段4上的紧固应作示例性理解,并且不局限于所描述的紧固装置。
57.为了实现移动式切削,刀片布置5(即刀片11)并非相对于支撑主体2的旋转轴线轴向平行地伸长,而是相对于支撑主体2的旋转轴线成螺旋角伸长。优选地,刀片11在纵向方向上具有与保持和/或紧固部段4相同的走向。对应于刀片11的走向,保持和/或紧固部段3、4相对于支撑主体的纵向轴线成螺旋角γ部分螺旋形地伸长。保持和/或紧固部段3、4还在纵向方向上具有相互不同的走向。
58.如果在切削时出现例如在更换材料时可能出现的问题,或者如果应该进行另一切削,则有可能简单且耗时短地将所使用的刀片布置5更换为具有另一(部分螺旋形)走向的另一刀片布置5。无需为此将刀辊1从横切机中拆下。将所使用的刀片布置5从保持和/或紧固部段3、4中拆除并且将具有不同纵向走向的刀片布置5安装到另一保持和/或紧固部段4、3上就已足够。以此方式,可以缩短在出现切削问题时可归因于更换刀片布置5的横切机停工时间,因为省去了麻烦的刀辊1的更换。
59.如图3中所示,为了刀辊1的运行,优选地,仅在两个保持和/或紧固部段3、4中的一个上紧固有刀片布置5。
60.在图4中以横截面视图示出了刀辊1的另一实施方案,其包括两个在其圆周2a上相对的保持和/或紧固部段3、4。如根据图4可见,在支撑主体2的圆周2a上,基本上相对地分别预设有不同于其旋转形状的、被削平的、在支撑主体2的纵向方向上延伸的平面部段,其形成保持和/或紧固面3a、4a。保持和/或紧固面3a、4a被设计为带状,并且在横截面上被设计为基本上笔直或者平坦的,以便能够以其底面容纳仅示意性显示的刀片布置5。因此,保持和/或紧固面3a、4a在支撑主体2的横截面中产生割线,该割线使支撑主体2的圆形横截面中断,并且形成在支撑主体2的纵向方向上相对于支撑主体2的旋转轴线轴向平行地延伸的或者必要时部分螺旋形的部段,以紧固刀片布置5。保持和/或紧固面3a、4a使得可以相对于支撑主体2的旋转轴线成偏斜角地将刀片布置5的笔直伸长的刀片紧固在支撑主体2上,或者必要时也可以相对于支撑主体2的旋转轴线成螺旋角,紧固刀片布置5的部分螺旋形地伸长的刀片。
61.保持和/或紧固面3a、4a可以通过侧面的凸肩6,被限定在一个纵向边缘或者两个纵向边缘处。由此,在紧固状态下,刀片布置5优选地抵靠在凸肩6上。凸肩6使刀片布置5在保持和/或紧固部段3、4上的定位更加容易。因此,可以在短时间内,不太麻烦地进行刀片布置5的安装。
62.如图4中所示,在第一保持和/或紧固部段3上紧固有刀片布置5。在图4中,仅示意性地显示刀片布置5,其可以包括条形刀片11、条形刀片夹持器或者被紧固在刀片夹持器上的刀片11。刀片布置5通过未显示的机械紧固设备而被紧固在支撑主体2上。优选地,使用紧固螺丝来紧固刀片布置5。替代地,其它可拆卸的连接装置也是可能的。此外,同样可能的是,将刀片布置5额外地或者替代地与保持和/或紧固部段3粘合。
63.在第二保持和/或紧固部段4上可以紧固有示意性示出的配重15。优选地,对配重
15进行配置,使得在切割过程中,刀辊1基本上围绕其质心旋转。通过与刀片布置5相对地布置配重15,可以减少刀辊1运行时的失衡并且延长刀辊1的使用寿命。
64.附图标记列表:
[0065]1ꢀꢀꢀꢀ
刀辊
[0066]2ꢀꢀꢀꢀ
支撑主体
[0067]
2a
ꢀꢀꢀ
圆周
[0068]3ꢀꢀꢀꢀ
保持/紧固部段
[0069]
3a
ꢀꢀꢀ
保持/紧固面
[0070]4ꢀꢀꢀꢀ
保持/紧固部段
[0071]
4a
ꢀꢀꢀ
保持/紧固面
[0072]5ꢀꢀꢀꢀ
刀片布置
[0073]6ꢀꢀꢀꢀ
凸肩
[0074]7ꢀꢀꢀꢀ
侧壁
[0075]8ꢀꢀꢀꢀ
侧壁
[0076]9ꢀꢀꢀꢀ
槽底
[0077]
10
ꢀꢀꢀ
螺纹孔
[0078]
11
ꢀꢀꢀ
刀片
[0079]
12
ꢀꢀꢀ
张紧元件
[0080]
13
ꢀꢀꢀ
螺丝
[0081]
14
ꢀꢀꢀ
校准螺丝
[0082]
15
ꢀꢀꢀ
配重
[0083]
16
ꢀꢀꢀ
钢带
[0084]
17
ꢀꢀꢀ
螺旋线
[0085]
18
ꢀꢀꢀ
螺旋线。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。