1.本发明涉及一种砝码校准装置,尤其涉及一种可调节自动加卸载大质量砝码校准装置及校准方法。
背景技术:
2.目前,国内外在大质量砝码生产现场,大多采用质量比较仪进行校准。砝码的加卸载成为大质量砝码校准过程中的难题。现有的大质量砝码加卸载,大多数砝码生产厂家采用人工吊装的方式进行,耗时长,冲击大,校准效率低,而且容易造成操作人员的人身伤害。
3.个别厂家设计了辅助机构,例如:cn111174892a发明专利中采用导轨车平移和液压缸升降的技术,通过电子重量衡进行校准,该方法虽然解决了砝码自动加卸载的问题,但是依然存在以下缺点:由于只有两点支撑,在大直径大质量的砝码加卸载过程中容易发生倾斜;砝码采取吊装结构,需要改变质量比较仪的结构,通用性较差;加卸载机构只能承载固定直径的砝码。cn111220254a发明专利中采用移动导轨进行平移和液压油缸进行升降的技术方法,该方法对于大质量的砝码校准依然存在以下缺点:每次吊装砝码位置无法固定;由于支撑板尺寸的限制,导致大直径的砝码需要另外设计支撑板,通用性差;支撑板横移需要浪费不少校准时间,效率有待提升。
技术实现要素:
4.本发明要解决的技术问题,在于提供一种可调节自动加卸载大质量砝码校准装置及校准方法,可以提高校准效率,提高砝码校准(标定)时的准确度,降低操作工人的劳动强度,保障工人的人身安全。
5.本发明是这样实现的:
6.本发明首先提供了一种可调节自动加卸载大质量砝码校准装置,包括:
7.—质量比较仪,所述质量比较仪的上表面可拆卸地连接有砝码支撑架;
8.—用于将砝码加载至所述砝码支撑架上的砝码自动加载单元,所述砝码自动加载单元包括可上下移动的用于支撑砝码下表面边缘部的加载机构,使砝码通过所述加载机构上下移动;
9.—加载单元移动机构,与所述砝码自动加载单元滑动连接,使所述砝码自动加载单元在所述加载单元移动机构上水平移动;
10.以及支撑以上各结构的支撑平台,所述支撑平台中心设有凸台,所述质量比较仪水平放置在所述凸台上;所述砝码自动加载单元以所述凸台为中心在所述支撑平台上间隔圆周分布,所述砝码自动加载单元由相间的若干个标准砝码自动加载单元和若干个被校准砝码自动加载单元组成。所述若干个为三个以上。
11.进一步地:
12.所述砝码支撑架包括标准砝码下支撑板、被校准砝码上支撑板,所述标准砝码下支撑板和所述被校准砝码上支撑板平行设置并通过支架连接。
13.所述砝码自动加载单元还包括用于支撑所述加载机构的支撑座,所述加载机构包括砝码加载座、第一丝杆驱动组件;所述第一丝杆驱动组件包括驱动电机、纵向丝杆,所述第一丝杆驱动组件与控制器连接;所述驱动电机固定于所述支撑座上,所述纵向丝杆通过轴承连接于所述支撑座上;所述砝码加载座上开设有丝杆孔,所述丝杆孔内设有与所述纵向丝杆配合的螺纹;所述驱动电机带动所述纵向丝杆转动,所述纵向丝杆转动带动所述砝码加载座沿丝杆轴向移动。
14.所述支撑座上设有两条平行的纵向导轨,与所述砝码加载座上设置的纵向滑块滑动连接。
15.所述砝码自动加载单元还包括支撑底座,所述支撑底座上方设有用于支撑所述支撑座的支撑柱,所述支撑底座下方设有可在所述加载单元移动机构上滑动的横向滑块。
16.所述加载单元移动机构包括第二丝杆驱动组件、与所述横向滑块滑动连接的横向导轨以及导轨底座;所述第二丝杆驱动组件包括横向丝杆、电机和减速机,所述第二丝杆驱动组件与控制器连接;所述电机和所述减速机固定于所述导轨底座的末端,所述减速机的输入端与所述电机的输出端连接,所述横向丝杆的一端通过轴承座连接于所述导轨底座,另一端与所述减速机连接;所述支撑底座后方固设有与所述横向丝杆配合的丝杆螺母,所述电机通过所述减速机驱动所述横向丝杆转动,通过所述横向丝杆将旋转运动转化为线性运动,进而带动所述砝码自动加载单元水平移动。
17.其次,本发明还提供了利用所述校准装置对大质量砝码进行校准的方法,包括以下步骤:
18.1)将标准砝码自动加载单元和被校准砝码自动加载单元通过加载单元移动机构移动到各自的位置,该位置根据标准砝码和被校准砝码的外形尺寸进行设置,然后依次吊入标准砝码和被校准砝码,此时,标准砝码和被校准砝码由自动加载单元托起,均未加载;
19.2)通过电脑控制系统控制标准砝码自动加载单元的加载机构将标准砝码加载至质量比较仪的支撑架上,获得测量数据后卸载,然后控制被校准砝码自动加载单元的加载机构将被校准砝码加载至质量比较仪的支撑架上,获得测量数据后卸载;
20.3)最后对比标准砝码的测量数据与被校准砝码的测量数据,获得被校准砝码的重量,根据获得的被校准砝码的重量进行配重,从而使得被校准砝码与标准砝码的重量与一致。
21.本发明具有如下优点:
22.(1)标准砝码自动加载单元和被校准砝码自动加载单元各均匀分布至少三个单元,在大直径大质量的砝码加卸载过程中不容易发生倾斜,支撑稳定性较强;
23.(2)采用可拆卸地连接的砝码支撑架,不需要改变质量比较仪的结构,可以通过替换其它形式的砝码支撑架,使其承载不同直径的砝码,通用性较好;
24.(3)通过控制器精确控制自动加载单元的位置,该位置根据标准砝码和被校准砝码的外形尺寸进行设置,根据砝码直径调整三个砝码自动加载单元,使砝码外缘放置在砝码加载座上,这样每次放置的位置基本一致,使吊装后的砝码位置固定。
附图说明
25.下面参照附图结合实施例对本发明作进一步的说明。
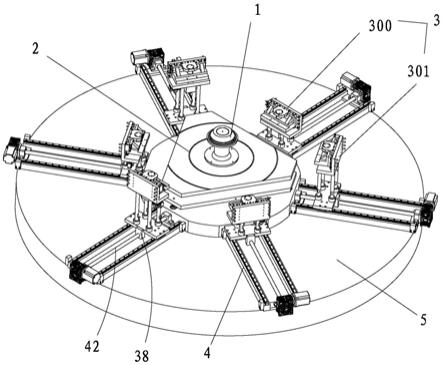
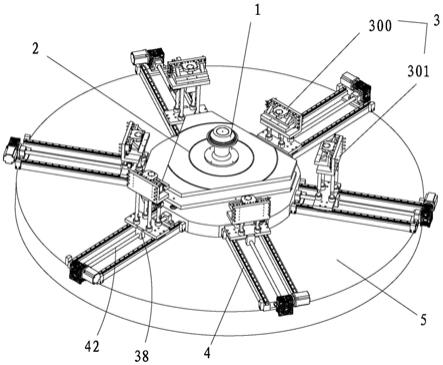
26.图1为本发明的结构示意图。
27.图2为支撑架的另一种形式(有砝码)。
28.图3为支撑架的另一种形式(无砝码)。
29.图4为砝码自动加载单元的结构示意图。
30.图5为加载单元移动机构的结构示意图。
31.图6为本发明加载标准砝码的使用状态图。
32.图7为本发明加载标准砝码的使用状态图(侧视图)。
33.图8为本发明加载标准砝码的使用状态图(俯视图)。
34.图9为本发明加载被校准砝码的使用状态图。
35.图10为本发明加载被校准砝码的使用状态图(侧视图)。
36.图11为本发明加载被校准砝码的使用状态图(俯视图)。
37.图12为控制系统示意图。
具体实施方式
38.实施例1
39.如图1所示,一种可调节自动加卸载大质量砝码校准装置,包括支撑架1、质量比较仪2、砝码自动加载单元3、加载单元移动机构4、支撑平台5。
40.(1)支撑架1:通过螺栓连接于质量比较仪2的上支撑板表面,用于支撑标准砝码100和被校准砝码200,可根据砝码类型更换。支撑架1包括标准砝码下支撑板、被校准砝码上支撑板及其连接支架。图1是支撑架的一种形式,一般用于圆形砝码,具有自动对心功能。图2、3是支撑架的另一种形式,用于标准砝码是长方体或者正方体,被校准砝码是长方体、正方体或者圆形的情况。
41.(2)质量比较仪2:用于称量砝码重量的物理性能测试仪器,通常由支撑部件和称重传感器组成,为常规设备。
42.(3)砝码自动加载单元3:如图4所示,从上至下按支撑关系包括砝码加载座31、纵向丝杆32、支撑座33、支撑柱34、支撑底座35。
43.支撑座33:l型支撑座33下方固定有驱动电机36,用于驱动纵向丝杆32转动,所述纵向丝杆32通过轴承连接于支撑座33,砝码加载座31上开设有丝杆孔,所述丝杆孔内设有与所述纵向丝杆32配合的螺纹;所述驱动电机36带动所述纵向丝杆32转动,从而带动所述砝码加载座31沿丝杆轴向移动。支撑座33在竖直方向上设有纵向导轨331,与所述砝码加载座31上设置的纵向滑块311滑动连接。
44.支撑柱34:在支撑座33下方固定设置四根支撑柱。
45.支撑底座35:与支撑柱34呈垂直连接,下方设有横向滑块37,用于在加载单元移动机构4上滑动。
46.标准砝码自动加载单元300:通过丝杆(或者油缸)上下移动标准砝码100,通常均匀分布三个单元,可稳定承托砝码下边缘,通过驱动电机和电脑控制系统实现上下精准移动。
47.被校准砝码自动加载单元301:通过丝杆(或者油缸)上下移动被校准砝码200,通常均匀分布三个单元,可稳定承托砝码下边缘,通过驱动电机和电脑控制系统实现上下精
准移动。
48.说明:在砝码校准过程中通常采用aba比对的方式,标准砝码作为标准一般不轻易更换,故标准砝码自动加载单元的位置比被校准砝码自动加载单元低。
49.(4)加载单元移动机构4:如图5所示,用于砝码自动加载单元3的平移,通过电机、减速机和电脑控制系统(如图12),对标准砝码自动加载单元300和被校准砝码自动加载单元301进行精准控制,从而使砝码加载单元3适配于不同直径的砝码。包括:与所述横向滑块37滑动连接的横向导轨41、横向丝杆42、轴承座43、导轨底座44、电机45、减速机46。
50.所述横向丝杆42的一端通过轴承座43连接于所述导轨底座44,另一端与所述减速机46的输出端连接,所述减速机46的输入端与所述电机45的输出端连接,所述电机45和所述减速机46固定于所述导轨底座44。导轨底座44通过螺栓固定在支撑平台5上。
51.所述支撑底座35后方固设有与所述横向丝杆42配合的丝杆螺母38,所述电机45通过所述减速机46驱动所述横向丝杆45转动,通过所述横向丝杆45将旋转运动转化为丝杆螺母38的线性运动,进而带动所述砝码自动加载单元3水平移动。
52.当丝杆螺母38在丝杆42上直线移动时,横向滑块37在横向导轨41上滑动,导轨41对滑块37起到导向作用,进而对丝杆螺母38起到定向移动作用。
53.(5)支撑平台5:可靠、稳固的工作台面,用于放置各部件。
54.具体操作方法如下:
55.首先,将标准砝码自动加载单元300和被校准砝码自动加载单元301通过加载单元移动机构4移动到各自的位置,该位置根据标准砝码100和被校准砝码200的外形尺寸进行设置。然后依次通过常规行吊机构吊入标准砝码100和被校准砝码200。此时,标准砝码100和被校准砝码200由加载单元3托起,均未加载。
56.其次,通过电脑控制系统控制标准砝码自动加载单元300的升降机构将标准砝码100加载至质量比较仪2的支撑架1上(如图6、7、8所示),获得测量数据后卸载(通过电脑控制系统控制丝杆旋转,使得加载座上升,砝码卸载完成。由于标准砝码作为标准要持续使用,为了提高效率,所以不吊出。只有在需要更换砝码标准的时候才吊出,例如,由四吨砝码换成三吨砝码。)。然后控制被校准砝码自动加载单元301的升降机构将被校准砝码200加载至质量比较仪2的支撑架1上(如图9、10、11所示),获得测量数据后卸载(通过电脑控制系统控制丝杆旋转,使得加载座上升,砝码卸载完成。然后吊出,准备下一块被校准砝码的测量)。
57.最后,对比标准砝码的测量数据与被校准砝码的测量数据,获得被校准砝码的重量。根据获得的被校准砝码的重量进行配重,从而使得被校准砝码与标准砝码的重量与一致。
58.以下是本校准装置和现有技术进行校准砝码的测试对比:
59.测试结果如下:
[0060][0061]
本发明采用aba校准方法,先后采用本校准装置和现有技术进行测试。从上表中可以看出,本校准装置进行aba校准砝码时,重复性分别为0.00010%、0.00008%、0.00007%,现有技术进行aba校准砝码时,重复性分别为0.00055%、0.00050%、0.00047%。可见,本装置测量精度优于现有技术。
[0062]
虽然以上描述了本发明的具体实施方式,但是熟悉本技术领域的技术人员应当理解,我们所描述的具体的实施例只是说明性的,而不是用于对本发明的范围的限定,熟悉本领域的技术人员在依照本发明的精神所作的等效的修饰以及变化,都应当涵盖在本发明的权利要求所保护的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。