技术特征:
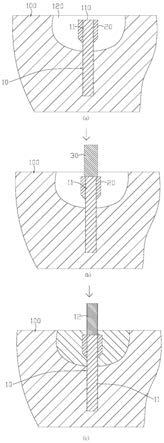
1.一种螺纹件制造方法,其特征在于,所述螺纹件包括埋入安装基础内部的埋入段、凸出在安装基础上的螺杆段;所述螺纹件制造方法包括以下步骤:s1、去除螺纹件上失效的螺杆段并将露出的断面打磨平整;所述失效包括断裂、腐蚀瘦腰和螺纹受损中至少一种;s2、将连接套套设至所述螺纹件的埋入段外周并进行固定,将所述连接套的顶面打磨至与所述断面平齐;s3、通过激光熔覆方式在所述埋入段和连接套上制出螺杆毛坯段;s4、将所述螺杆毛坯段加工为与所述埋入段同轴的光杆;s5、在所述光杆上加工出螺纹,形成新的螺杆段,与所述埋入段连接形成整体的螺纹件。2.根据权利要求1所述的螺纹件制造方法,其特征在于,步骤s1中,还包括去除位于安装基础内部的埋入段的顶部,去除顶部后的所述埋入段露出的顶面形成所述断面。3.根据权利要求1所述的螺纹件制造方法,其特征在于,在步骤s2之前,凿开位于所述螺纹件周围的所述安装基础部分,露出预定长度的所述埋入段;所述预定长度等于或大于所述连接套的长度。4.根据权利要求3所述的螺纹件制造方法,其特征在于,所述螺纹件制造方法还包括以下步骤:s6、将凿开的所述安装基础部分回填,将所述螺纹件周围的所述安装基础复原。5.根据权利要求1所述的螺纹件制造方法,其特征在于,所述连接套的内径比所述埋入段的直径大0.05mm
‑
0.5mm;所述连接套的外径比所述埋入段的直径大1mm
‑
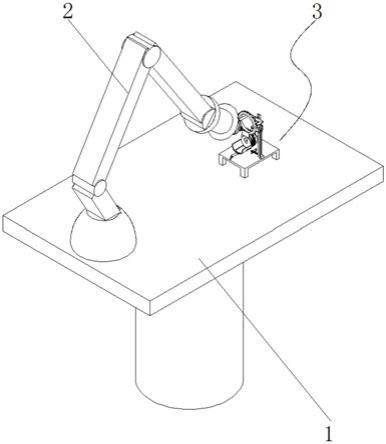
8mm。6.根据权利要求1所述的螺纹件制造方法,其特征在于,步骤s3中制出的所述螺杆毛坯段为圆柱状,其直径大于步骤s5中加工形成的新的螺杆段的直径。7.根据权利要求1所述的螺纹件制造方法,其特征在于,步骤s3中,通过激光熔覆方式制出所述螺杆毛坯段的同时,对所述埋入段进行水冷。8.根据权利要求7所述的螺纹件制造方法,其特征在于,步骤s3中,通过所述水冷装置对所述述埋入段进行水冷;所述水冷装置包括提供冷却水的水箱、设置在所述水箱内的加压泵、水冷夹套、连接在所述水冷夹套和加压泵之间的进水管、连接在所述水冷夹套和水箱之间的排水管;其中,将所述水冷夹套安装在所述埋入段的外周上,启动所述加压泵,所述水箱内的冷却水通过所述进水管进入所述水冷夹套内,对所述埋入段进行冷却后通过所述排水管回流至所述水箱内。9.根据权利要求1所述的螺纹件制造方法,其特征在于,步骤s4中,采用加工定位装置对所述螺杆毛坯段进行加工;所述加工定位装置包括固定平台、安装在所述固定平台上的磁力钻以及第一定位夹;步骤s4包括:s4.1、将所述加工定位装置通过所述固定平台固定在所述安装基础上并位于所述螺纹件一侧;s4.2、将所述第一定位夹夹固在所述埋入段上,使所述加工定位装置和所述螺纹件相对固定;
s4.3、将所述磁力钻的空心钻头对准在所述螺杆毛坯段的上方;s4.4、启动所述磁力钻,所述空心钻头旋转并沿着所述螺杆毛坯段的轴向向下移动,将所述螺杆毛坯段加工为与所述埋入段同心且直径相同的光杆。10.根据权利要求9所述的螺纹件制造方法,其特征在于,所述加工定位装置还包括第二定位夹以及定位块;所述第二定位夹和定位块分别抵紧在所述磁力钻的两侧并且固定在所述固定平台上,将所述磁力钻定位在所述固定平台上。11.根据权利要求1所述的螺纹件制造方法,其特征在于,步骤s5中,采用螺纹加工装置在所述光杆上加工出螺纹;所述螺纹加工装置包括动力机构、连接在所述动力机构的输出轴上的磨头、与所述动力机构的输出轴的轴向平行设置的标准螺栓、连接在所述动力机构上并通过螺纹配合在所述标准螺栓的外周的步进控制机构、设置在所述标准螺栓端部的联轴器;步骤s5包括:s5.1、将所述标准螺栓通过所述联轴器轴向连接在所述光杆上,所述磨头对应在所述光杆的一侧并与所述光杆相切;s5.2、启动所述动力机构,驱动所述磨头旋转;s5.3、转动所述步进控制机构和动力机构,使其以所述标准螺栓为轴进行旋转,带动所述磨头沿着所述光杆的轴向移动,在所述光杆的外周上加工出螺纹。12.根据权利要求1
‑
11任一项所述的螺纹件制造方法,其特征在于,所述螺纹件为地脚螺栓;所述安装基础为混凝土制件。13.一种螺纹件制造方法,其特征在于,包括以下步骤:s1、通过激光熔覆方式在金属基体上制出毛坯杆;s2、将所述毛坯杆加工为圆柱状的光杆;s3、在所述光杆上加工出螺纹,形成螺纹件。14.根据权利要求13所述的螺纹件制造方法,其特征在于,步骤s3中,采用螺纹加工装置在所述光杆上加工出螺纹;所述螺纹加工装置包括动力机构、连接在所述动力机构的输出轴上的磨头、与所述动力机构的输出轴的轴向平行设置的标准螺栓、连接在所述动力机构上并通过螺纹配合在所述标准螺栓的外周的步进控制机构、设置在所述标准螺栓端部的联轴器;步骤s3包括:s3.1、将所述标准螺栓通过所述联轴器轴向连接在所述光杆上,所述磨头对应在所述光杆的一侧并与所述光杆相切;s3.2、启动所述动力机构,驱动所述磨头旋转;s3.3、转动所述步进控制机构和动力机构,使其以所述标准螺栓为轴进行旋转,带动所述磨头沿着所述光杆的轴向移动,在所述光杆的外周上加工出螺纹。15.一种螺纹加工装置,其特征在于,用于权利要求1
‑
12任一项所述的螺纹件制造方法或者权利要求13
‑
14任一项所述的螺纹件制造方法,所述螺纹加工装置包括动力机构、连接在所述动力机构的输出轴上的磨头、与所述动力机构的输出轴的轴向平行设置的标准螺栓、连接在所述动力机构上并通过螺纹配合在所述标准螺栓的外周的步进控制机构、设置
在所述标准螺栓端部的联轴器。16.根据权利要求15所述的螺纹加工装置,其特征在于,所述步进控制机构包括连接轴套;所述连接轴套上设有贯穿其相对两端面的轴孔,所述轴孔内设有与所述标准螺栓相适配的内螺纹;所述连接轴套通过连接件连接在所述动力机构上并与所述动力机构相对固定;所述标准螺栓穿设在所述轴孔内并与所述轴孔的内螺纹相配合;所述连接轴套可沿所述标准螺栓的轴向上下移动。
技术总结
本发明公开了一种螺纹件制造方法及螺纹加工装置,螺纹件制造方法包括:S1、去除螺栓上失效的螺杆段并将露出的断面打磨平整;失效包括断裂、腐蚀瘦腰和螺纹受损中至少一种;S2、将连接套套设至螺栓的埋入段外周并进行固定,将连接套的顶面打磨至与断面平齐;S3、通过激光熔覆方式在埋入段和连接套上制出螺杆毛坯段;S4、将螺杆毛坯段加工为与埋入段同轴的光杆;S5、在光杆上加工出螺纹,形成新的螺杆段,与埋入段连接形成整体的螺栓。本发明的螺纹件制造方法,采用激光熔覆和机加工配合制成螺纹件或螺纹件上的螺杆段,适用于螺纹件的整体制造或者螺纹件上螺杆段的再制造,满足使用要求。满足使用要求。满足使用要求。
技术研发人员:赵建光 陈亮 张建平 庞义斌 朱鹏 张峰 冉小兵 李学军 王龙 刘彦章 许国兵 孙广 邱振生 孙兵兵
受保护的技术使用者:岭澳核电有限公司 中国广核集团有限公司 中国广核电力股份有限公司
技术研发日:2021.09.16
技术公布日:2021/12/3
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。