1.本发明涉及空调技术领域,具体而言,涉及一种蒸发器总成及空调器。
背景技术:
2.风管机内安装有蒸发器,蒸发器一般为多折结构。现有技术中,多折蒸发器的每一段都是一个完整的组件,每个组件都包括两侧的边板和多个翅片,各个组件中的翅片、边板都相互独立。蒸发器生产时,不同组件的翅片、边板均需要通过拼装工序组装在一起,组装成预定的弯折角度,不仅生产工艺比较复杂,而且各翅片、边板之间的夹角角度受到操作人员个人因素的影响,容易出现拼装误差,产品一致性较差。另外不同组件的翅片的拼接部位具有缝隙,需要对缝隙进行密封,操作工艺繁琐。
技术实现要素:
3.本发明解决的是现有的蒸发器安装边板时需拼装,导致生产工艺复杂、工时长、零件数量多易丢失的技术问题。
4.为解决上述问题,本发明提供一种蒸发器总成,包括翅片、边板,翅片的形状与边板的形状相适应,
5.所述边板为一体式结构,由一体式的边板板材弯折而成,其中,所述边板板材包括第一边,所述第一边为长侧边,
6.所述边板包括至少一个弯折角,所述第一边上设置有至少一个切口,所述弯折角由所述边板板材沿所述切口弯折而成。
7.由于边板为一体式结构,边板板材的第一边上设置有切口,安装边板时无需拼装,只需将边板板材沿切口弯折即可,简化生产工艺、缩短工时,并且使整个蒸发器的零件数量减少,避免零件丢失。
8.进一步地,所述边板板材还包括第二边,所述第二边为与所述第一边相互对应的长侧边,所述第二边上设置有至少一个弯曲口,所述弯曲口与所述切口数量相等、位置一一对应,所述弯曲口用于使所述边板板材沿所述切口弯折时,与所述切口相对应的所述弯曲口两侧的所述第二边沿所述弯曲口相互分离,相互对应的所述切口与所述弯曲口之间设置有连接桥。
9.由于边板板材的第二边上设置有相应的弯曲口,安装边板时将边板板材沿切口、弯曲口弯折即可,避免第二边撕裂。
10.进一步地,各所述切口所形成的夹角大于或等于相对应的所述边板板材沿所述切口弯折形成的所述边板的预设弯折角度。
11.由于各切口所形成的夹角大于或等于预设的边板板材沿该切口弯折后形成的边板的弯折角度,安装边板时将边板板材在切口位置弯折到位即弯折成预定的弯折角度,边板的夹角角度不受操作人员个人因素的影响,产品一致性较好,安装误差小。
12.进一步地,各所述切口均为v型切口。
13.由于切口为v型切口,使边板的折弯角度更可控,进一步保证边板的折弯角度准确,并且弯折过程中,沿第一切口、第二切口的最低点弯折即可,安装更容易。
14.进一步地,各所述弯曲口均为垂直于所述第二边的直切口。
15.由于弯曲口均为垂直于所述第二边的直切口,使第一弯曲口、第二弯曲口加工更容易。
16.进一步地,所述翅片为一体式结构,由一体式的翅片片材弯折而成,所述翅片片材包括第二侧边,所述第二侧边为长侧边,所述第二侧边上设置有至少一个第二缺口,所述第二缺口用于使所述翅片片材沿所述第二缺口弯折成预设弯折角度,相互对应的所述翅片片材弯折成的翅片的所述预设弯折角度与所述边板板材弯折成的边板的所述预设弯折角度相等。
17.由于翅片为一体式结构,翅片片材的第二侧边上设置有第二缺口,安装翅片时无需拼装,只需将翅片片材沿第二缺口弯折即可,简化生产工艺、缩短工时,并且使整个蒸发器的零件数量减少,避免零件丢失。
18.进一步地,所述翅片片材还包括第一侧边,所述第一侧边为与所述第二侧边相互对应的长侧边,所述第一侧边上设置有至少一个第一缺口,所述第一缺口与所述第二缺口数量相等、位置一一对应,相互对应的所述第一缺口与所述第二缺口之间留有第三连接桥。
19.由于第一侧边上设置有第一缺口,安装翅片时将翅片片材沿第二缺口弯折,第一侧边位于第一缺口两侧的部分沿第一缺口分离,避免第一侧边撕裂。
20.进一步地,所述第二缺口包括第一边缘、第二边缘,所述第一边缘及所述第二边缘均为圆弧形,所述第一边缘的半径为r1,所述第二边缘的半径为r2,r2>r1。
21.由于翅片片材中预留有穿管孔,第二缺口的第一边缘及第二边缘均设置为圆弧形,所述第二边缘的半径大于第一边缘的半径,能够在第二缺口尺寸较小、保证翅片片材强度足够的条件下弯折较大角度。
22.进一步地,所述第二缺口还包括第三边缘,所述第三边缘为直线,所述第一边缘、所述第三边缘及所述第二边缘依次连接形成所述第二缺口,所述第二边缘与所述第三边缘的交点为使所述翅片片材弯折时的旋转中心。
23.由于第二缺口还包括作为直线的第三边缘,第二边缘与第三边缘的交点为翅片片材弯折时的旋转中心,便于翅片片材沿第二缺口弯折,并且进一步保证翅片片材强度足够的情况下能够弯折较大角度。
24.进一步地,所述第二缺口的宽度为l6,9.5mm≤l6≤11.5mm,1.5mm≤r2-r1≤2.5mm。
25.由于第二边缘与第一边缘圆弧的半径差值介于1.5mm与2.5mm之间,第二缺口的宽度介于9.5mm与11.5mm之间,使翅片片材在保持足够强度的条件下能够弯折较大角度。
26.进一步地,还包括右安装板,所述右安装板与所述边板相互平行设置,所述右安装板上设置有安装槽,所述边板的远离蜗壳的一侧边缘夹持于所述安装槽内。
27.由于边板的远离蜗壳的一侧边缘夹持于安装槽内,使边板被安装槽711限位,边板相对右安装板无法在上下左右方向移动。
28.进一步地,所述安装槽与所述边板之间设置有连接螺钉。
29.通过在安装槽与边板之间设置螺钉,限制安装槽与边板无法在前后方向相对移
动,使边板与右安装板连接牢固。
30.进一步地,还包括左安装板,所述左安装板用于安装于u管上,所述左安装板远离所述右安装板的一侧面上设置有u管防护罩,所述u管防护罩为凸出所述左安装板表面、与所述u管的形状、大小相适应的空心凸台,所述u管防护罩用于容纳伸出所述左安装板的所述u管。
31.由于左安装板上设置有u管防护罩,可避免u管裸露受损,同时防止u管相对左安装板晃动。
32.进一步地,至少一个所述u管防护罩中设置有挡筋,所述挡筋用于防止所述u管从所述左安装板内脱出。
33.进一步地,所述右安装板靠近顶盖板的一端设置有右连接板,所述左安装板靠近顶盖板的一端设置有左连接板,所述右连接板、所述左连接板均与所述顶盖板平行,所述右连接板、所述左连接板均用于通过螺钉与所述顶盖板连接。
34.由于左连接板、右连接板的设置,使蒸发器总成安装更方便。
35.进一步地,还包括电加热装置,所述电加热装置左右两端分别设置有限位销,所述边板、所述左安装板及所述右安装板上分别设置有限位销孔,左端的所述限位销插入所述左安装板上的所述限位销孔内,右端的所述限位销依次插入所述边板、所述右安装板上的所述限位销孔内。
36.一种空调器,包括上述的蒸发器总成。
37.由于本发明空调器的边板为一体式结构,边板板材的第一边上设置有切口,安装边板时无需拼装,只需将边板板材沿切口弯折即可,简化生产工艺、缩短工时,并且使整个蒸发器的零件数量减少,避免零件丢失。
附图说明
38.图1为本发明蒸发器总成中边板板材弯折前的结构图;
39.图2为本发明蒸发器总成中边板板材弯折成预定角度形成边板后的结构图;
40.图3为本发明蒸发器总成中翅片片材弯折前的结构图;
41.图4为图3中a处的局部放大图;
42.图5为本发明蒸发器总成中翅片片材弯折后的第一缺口、第二缺口的结构图;
43.图6为本发明蒸发器总成中具有两个弯折角度的翅片片材弯折前的结构图;
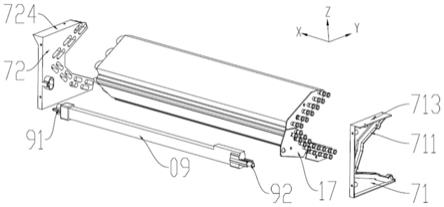
44.图7为本发明蒸发器总成的爆炸图;
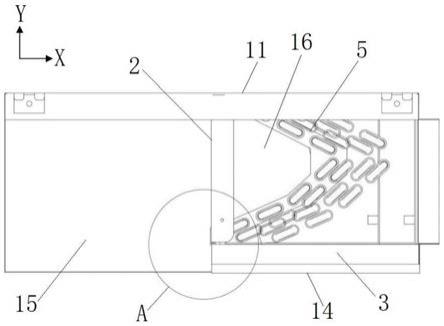
45.图8为本发明蒸发器总成的局部剖视图;
46.图9为图8中ι处的局部剖视图;
47.图10为本发明蒸发器总成一个方向的轴视图;
48.图11为本发明蒸发器总成另一方向的轴视图;
49.图12为本发明蒸发器总成的侧视图;
50.图13为本发明蒸发器总成的仰视图。
51.附图标记说明:
52.01-边板板材;11-第一边;12-第一切口;13-第二切口;14-第一边板;15-第二边板;16-第三边板;17-边板;21-第二边;22-第一弯曲口;23-第二弯曲口;31-第一连接桥;
32-第二连接桥;41-第三连接桥;06-翅片片材;51-第一侧边;52-第一缺口;61-第二侧边;62-第二缺口;621-第一边缘;622-第二边缘;623-第三边缘;63-穿管孔;71-左安装板;711-安装槽;712-连接螺钉;713-右连接板;72-左安装板;721-u管防护罩;723-挡筋;724-左连接板;08-顶盖板;09-电加热装置;91-左限位销;92-右限位销。
具体实施方式
53.为使本发明的上述目的、特征和优点能够更为明显易懂,下面结合附图对本发明的具体实施例做详细的说明。
54.在本发明的描述中,需要理解的是,附图中“x”的正向代表左方,相应地,“x”的反向代表右方;“y”的正向代表前方,相应地,“y”的反向代表后方,“z”的正向代表上方,相应地,“z”的反向代表下方,术语“x”、“y”、“z”等指示的方位或位置关系为基于说明书附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。而且,描述的具体特征、结构、材料或特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
55.本发明实施例一种蒸发器总成,如图1、图2、图3、图7所示,包括翅片、边板17,翅片的形状与边板17的形状相适应,边板17为一体式结构,由一体式边板板材01弯折而成,边板板材01包括第一边11、第二边21,第一边11与第二边21为相互对应的沿长度方向的侧边,边板板材01的另两个侧边为沿宽度方向的侧边,即沿坐标轴y轴方向的侧边为长侧边,沿坐标轴z轴方向的侧边为沿宽度方向的短侧边,第一边11上设置有切口,切口可设置两个、三个或三个以上,切口的具体数量视与边板连接的翅片的弯折数量而定,与三折翅片对应的边板设置两个切口,与四折翅片对应的边板设置三个切口。由于边板板材01为一体式结构,边板板材01的第一边11上设置有切口,安装边板时无需拼装,只需将边板板材沿切口弯折即可,简化生产工艺、缩短工时,并且使整个蒸发器的零件数量减少,避免零件丢失。
56.进一步地,第二边21上设置有弯曲口,弯曲口与切口的数量相等、位置一一对应,每个切口和与其对应的弯曲口之间均留有连接桥,安装时,将边板板材沿切口的最低点弯折,位于该切口两侧的第一边11相互靠近,位于与该切口对应的弯曲口两侧的第二边21沿弯曲口相互分离。本发明蒸发器总成,由于边板板材的第二边21上设置有相应的弯曲口,安装边板时将边板板材沿切口、弯曲口弯折即可,避免第二边撕裂。
57.进一步地,第一边11上各切口所形成的夹角大于或等于预设的边板板材沿该切口弯折后形成的边板的弯折角度,安装边板时将边板板材在切口位置弯折到位即弯折成预定的弯折角度,边板的夹角角度不受操作人员个人因素的影响,产品一致性较好,安装误差小。
58.具体地,如图1、图2所示,切口设置两个,第一切口12、第二切口13,第二边21上的弯曲口同样设置两个,第一弯曲口22、第二弯曲口23,第一切口12与第一弯曲口22相互对应,第一切口12与第一弯曲口22之间设置有第一连接桥31,第二切口13与第二弯曲口23相互对应,第二切口13与第二弯曲口23之间设置有第二连接桥32,弯曲口与切口的数量相等、位置一一对应,每个切口和与其对应的弯曲口之间均留有连接桥,安装时,将边板板材沿第一切口12、第二切口13的最低点弯折,位于第一切口12、第二切口13两侧的第一边11相互靠
近,位于第一弯曲口22、第二弯曲口23两侧的第二边21沿第一弯曲口22、第二弯曲口23相互分离。
59.进一步地,如图1、图2所示,第一切口12所形成的夹角为α1,第二切口13所形成的夹角为β1,第一切口12、第二切口13将边板板材01分为第一边板14、第二边板15、第三边板16,预设的第一边板14、第二边板15所成的第一折弯角度为α,α1≥α,预设第二边板15、第三边板16所成的第二折弯角度为β,β1≥β,各切口所形成的夹角大于或等于预设的边板板材沿该切口弯折后形成的边板的弯折角度。本发明蒸发器总成,由于各切口所形成的夹角大于或等于预设的边板板材沿该切口弯折后形成的边板的弯折角度,安装时,将边板板材沿第一切口12、第二切口13弯折时,当第一切口12的两切点及第二切口13的两切点均相互接触时,即已将边板板材弯折到位,使边板的折弯角度可控,保证边板的折弯角度准确。
60.进一步地,第一切口12、第二切口13均为v型切口。将边板板材沿第一切口12、第二切口13弯折时,当第一切口12、第二切口13的两条边均相互重合时,即已将边板板材弯折到位,使边板的折弯角度可控,进一步保证边板的折弯角度准确,并且弯折过程中,沿第一切口12、第二切口13的最低点弯折即可,安装更容易。
61.进一步地,第一弯曲口22、第二弯曲口23均为与第二边21相垂直的直切口。第一弯曲口22、第二弯曲口23采用直切口,使第一弯曲口22、第二弯曲口23加工更容易。
62.进一步地,如图3所示,翅片片材06为一体式结构,翅片片材06包括第二侧边61,第二侧边61为长侧边,即沿坐标轴y轴方向的侧边为长侧边,沿坐标轴z轴方向的侧边为短侧边,第二侧边61上设置有一个或多个第二缺口62,第二缺口62用于使翅片片材06沿第二缺口62弯折成预设弯折角度,翅片片材06弯折成的预设弯折角度与边板板材01弯折成的预设弯折角度相等,使翅片的形状与边板的形状相适应。由于翅片片材为一体式结构,翅片片材的第二侧边上设置有第二缺口,安装翅片时无需拼装,只需将翅片片材沿第二缺口弯折即可,简化生产工艺、缩短工时,并且使整个蒸发器的零件数量减少,避免零件丢失。
63.进一步地,翅片片材06还包括第一侧边51,第一侧边51为与第二侧边61相互对应的长侧边,第一侧边51上设置有一个或多个第一缺口52,第一缺口52与第二缺口62数量相等、位置一一对应,相互对应的第一缺口52与第二缺口62之间留有第三连接桥41。如图5所示,由于第一侧边上设置有第一缺口,安装翅片时将翅片片材沿第二缺口弯折,第一侧边位于第一缺口两侧的部分沿第一缺口分离,避免第一侧边撕裂。
64.进一步地,如图3、图4所示,第二缺口62包括第一边缘621、第二边缘622,第一边缘621及第二边缘622均为圆弧形,第一边缘621的半径为r1,第二边缘622的半径为r2,r2>r1。由于翅片中预留有穿管孔63,第二缺口的第一边缘及第二边缘均设置为圆弧形,能够在第二缺口尺寸较小、保证翅片强度足够的条件下弯折较大角度。
65.进一步地,如图4所示,第二缺口62还包括第三边缘623,第三边缘623为直线,第一边缘621、第三边缘623及第二边缘622依次连接形成第二缺口62,第二边缘622与第三边缘623的交点为翅片弯折时的旋转中心。如图4所示,由于第二缺口62还包括作为直线的第三边缘623,第二边缘622与第三边缘623的交点为翅片片材弯折时的旋转中心,便于翅片片材沿第二缺口弯折,并且进一步保证翅片强度足够的情况下能够弯折较大角度。
66.具体地,如图6所示,第一侧边51上设置有两个第一缺口52,第二侧边61上设置有两个第二缺口62,第一缺口52与第二缺口62一一对应。本实施例的翅片片材弯折后具有两
个相等的弯折角度。
67.进一步地,如图4所示,第二边缘622的圆弧半径为r2,第二缺口62的宽度为l6,即第二缺口62沿坐标轴y轴方向的尺寸为l6,1.5mm≤r2-r1≤2.5mm,9.5mm≤l6≤11.5mm。由于第二边缘622与第一边缘621圆弧的半径差值介于1.5mm与2.5mm之间,第二缺口的宽度介于9.5mm与11.5mm之间,使翅片片材在保持足够强度的条件下能够弯折较大角度。
68.进一步地,如图7、图8、图9、图10所示,本发明蒸发器总成还包括右安装板71,右安装板71与边板17相互平行设置,右安装板71上设置有安装槽711,边板17的远离蜗壳的一侧边缘夹持于安装槽711内。由于边板17的远离蜗壳的一侧边缘夹持于安装槽711内,使边板17被安装槽711限位,边板17相对右安装板71无法在上下左右方向移动。
69.进一步地,安装槽711与边板17之间设置有两个或多个连接螺钉712。安装槽711与边板17之间通过至少两个螺钉连接,限制安装槽711与边板17无法在前后方向相对移动,使边板17与右安装板71连接牢固。
70.进一步地,如图11、图12所示,还包括左安装板72,左安装板72用于安装于u管上,左安装板72远离右安装板71的一侧面上设置有多个u管防护罩721,u管防护罩721为凸出左安装板72表面、与u管的形状、大小相适应的空心凸台,u管防护罩721用于容纳伸出左安装板72的u管。由于左安装板72上设置有u管防护罩,可避免u管裸露受损,同时防止u管相对左安装板72晃动。
71.进一步地,一个或多个u管防护罩721中设置有挡筋723,挡筋723用于防止u管从左安装板72内脱出。
72.进一步地,如图7、图13所示,右安装板71靠近顶盖板08的一端设置有右连接板713,即右安装板71朝向坐标轴z轴正向的一端设置有右连接板713,左安装板72靠近顶盖板08的一端设置有左连接板724,即左安装板72朝向坐标轴z轴正向的一端设置有左连接板724,右连接板713、左连接板724均与顶盖板08平行,右连接板713、左连接板724均用于通过螺钉与顶盖板08连接。由于左连接板、右连接板的设置,使蒸发器总成安装更方便。
73.进一步地,如图7、图10所示,本发明蒸发器总成还包括电加热装置09,电加热装置09左右两端分别设置有限位销91、92,边板17、左安装板72、右安装板71上分别设置有限位销孔,左端的限位销91插入左安装板72上的限位销孔内,右端的限位销92依次插入边板17、右安装板71上的限位销孔内。
74.虽然本发明披露如上,但本发明并非限定于此。任何本领域技术人员,在不脱离本发明的精神和范围内,均可作各种更动与修改,因此本发明的保护范围应当以权利要求所限定的范围为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。