1.本发明涉及一种电石生产工艺技术领域,具体地讲,是涉及一种电石出炉工艺。
背景技术:
2.工业碳化钙俗称电石,电石的生成是以生石灰和炭素材料为原料,在电炉内混合均匀,炉料凭借电弧热和电阻热在1800℃-2200℃的高温下成熔融状态而制得的。电石反应所需石灰和含碳原料(焦炭、无烟煤等)在电石炉内,依靠电极在炉料中产生高温电弧将炉料熔化反应而生成电石。电石炉将加热完成后的电石卸放至转运小车上的电石锅内,然后通过钢丝绳卷筒的驱动,将高温电石运送至冷却区,待冷却至一定温度后,将电石取出,并移送至指定的存放区域。
3.目前电石出炉存在出炉电石灌道、小车落道造成出炉困难等问题,且维护困难、维修成本高。同时钢丝绳牵引造成出炉小车受力不均也会造成轨道破损。钢丝绳自身也存在隐患,并且无法实现精确定位。因此,亟需改进。
技术实现要素:
4.针对上述技术问题,本发明提供一种稳定可靠安全方便的电石出炉工艺。
5.为了实现上述目的,本发明采用的技术方案如下:
6.一种电石出炉工艺,包括以下步骤:
7.s1、沿电石加热炉外围配置与炉口对应的用于高温电石出炉的出炉接料路径,并在出炉接料路径的两端均配置续接的出炉运载路径,所述出炉接料路径和出炉运载路径构成电石出炉路径;
8.s2、沿电石出炉路径布置高置式轨道系统,并在高置式轨道系统上安置出炉运载车系统,所述出炉运载车系统包括多个依次串接的出炉小车,以及分别连接在串接的出炉小车的至少一端的自驱牵引车,所述自驱牵引车利用配置的驱动链轮与高置式轨道系统侧面配置的滚筒式导向机构啮合实现出炉运载车系统的进出炉驱动,其中,所述出炉小车布满或接近布满出炉接料路径;
9.s3、所述电石加热炉对应出炉接料路径的炉口出料,炉口出料时由出炉接料路径上的多个出炉小车依次从该炉口接收出炉的高温电石,与该多个出炉小车连接的自驱牵引车沿移动方向前拉或/和后推实现对出炉小车的驱动;
10.s4、炉口出料完成或所有出炉小车均接够料后,由自驱牵引车驱动出炉小车移动到出炉运载路径上停靠,并等待出炉的高温电石冷却后卸料。
11.进一步地,所述电石加热炉外围对应不同炉口配置为两条互不干涉的出炉接料路径,该两条出炉接料路径同端的出炉运载路径配置为重合共用或互不干涉;
12.所述出炉小车分别布满或接近布满两条出炉接料路径;
13.当两条电石出炉路径配置为互不干涉时,该两条电石出炉路径的高置式轨道系统上各配置一套出炉运载车系统;
14.当两条出炉接料路径同端的出炉运载路径配置为重合共用时,两条出炉接料路径上的高置式轨道系统通过变道器与出炉运载路径上的高置式轨道系统均连接并切换运行路径,所述出炉运载车系统的自驱牵引车为两条出炉接料路径上分别布置的出炉小车所共用。
15.进一步地,一套所述出炉运载车系统中的自驱牵引车配置为两个,用于分别连接串接的出炉小车两端,且分别安置于不同端的出炉运载路径上;
16.所述自驱牵引车仅在其所在的出炉运载路径上布置的高置式轨道系统上运动,在驱动出炉小车的过程中,位于移动方向后端的自驱牵引车在到达出炉运载路径与出炉接料路径的连接处时断开与出炉小车的连接,并在断开后的出炉小车再次靠拢时与之连接。
17.具体地,所述高置式轨道系统包括在电石出炉路径地面竖向依次固定设置的浇筑料包柱、型钢支柱和轨道本体,所述浇筑料包柱和型钢支柱均单个配置,轨道本体位于型钢支柱上端并与出炉接料路径和出炉运载路径均匹配,位于出炉运载路径上的型钢支柱侧面设置沿出炉方向走向布置的滚筒式导向机构和为自驱牵引车提供电力的供电系统,使自驱牵引车到达出炉运载路径和出炉接料路径交接处时断电和脱开驱动导向。
18.具体地,所述滚筒式导向机构包括与多个型钢支柱侧面连接的沿出炉路径方向布置的导向安装座,若干个沿出炉路径方向间隔设置于导向安装座上并呈纵向走向布置的固定轴,套置于固定轴上的加强管,以及套置于固定轴和加强管上的滚筒,所述自驱牵引车上配置的驱动链轮与所述滚筒依次啮合。
19.具体地,所述自驱牵引车包括安置于高置式轨道系统上的由牵引车架和车轮构成的牵引车体,安置于牵引车体上的配重和牵引控制器,设置于牵引车架上并与牵引控制器电连接的驱动电机,与驱动电机输出轴连接的减速机,与减速机输出轴连接的并与高置式轨道系统的滚筒式导向机构啮合的驱动链轮,设置于牵引车体下侧并滚动卡接在高置式轨道系统内外两侧面的筋板处以避免脱离的靠背轮,以及设置于牵引车体上的用于连接出炉小车的电驱连接扣,其中所述电驱连接扣与牵引控制器电连接,所述驱动链轮与滚筒式导向机构啮合实现牵引车体在高置式轨道系统上自驱移动。
20.并且,所述驱动链轮对应高置式轨道系统的内侧或/和外侧设置,所述高置式轨道系统的内侧或/和外侧对应所述驱动链轮配置滚筒式导向机构。当驱动链轮对应高置式轨道系统的内侧或外侧设置时,所述驱动链轮、减速机、驱动电机配置为相应的一套;当驱动链轮对应高置式轨道系统的内侧和外侧设置时,所述驱动链轮、减速机、驱动电机配置为相应的两套。
21.具体地,所述出炉小车包括安置于高置式轨道系统上的由出炉车架和万向车轮构成的出炉车体,设置于出炉车体上的用于出炉小车相互连接和与自驱牵引车连接的插扣,开设于出炉车架中部的呈圆形的安放孔,下部呈上大下小的倒锥台状的并安置于安放孔内的电石锅,以及设置于出炉车架上表面并与电石锅前侧外壁或/和后侧外壁或/和左侧外壁或/和右侧外壁匹配的定位座,其中,所述安放孔的直径大于电石锅倒锥台下端的直径并小于电石锅倒锥台上端的直径,并使电石锅装载电石后的重心不高于出炉车架上表面。
22.进一步地,本发明提供了出炉运载车系统的两种运作方式,如下:
23.其一,所述电石出炉路径配置为互不干涉时所述出炉运载车系统按以下方式运作:
24.在一个炉口出料前,该炉口对应的轨道系统上的出炉运载车系统内的出炉小车停靠于一侧出炉运载路径位置;
25.该炉口出料时,由该侧出炉运载路径上的自驱牵引车将连接的所有出炉小车依次推进出炉接料路径,使移动方向首端的出炉小车靠近炉口接料,并在一个出炉小车接够料后继续推动下一个出炉小车靠近炉口接料;
26.在移动方向首端的出炉小车移动至另一侧出炉运载路径与出炉接料路径交接处时该首端的出炉小车与该侧出炉运载路径上的自驱牵引车连接,由该自驱牵引车在移动方向首端拉动出炉小车移动,同时在推动出炉小车的自驱牵引车移动到其所在的出炉运载路径与出炉接料路径交接处时该推动出炉小车的自驱牵引车与移动方向末端的出炉小车解开连接而脱离;
27.位于移动方向首端的自驱牵引车继续拉动出炉小车移动和接料,直至炉口出料完成或所有出炉小车均接够料;
28.移动方向首端的自驱牵引车继续拉动出炉小车移动至该侧出炉运载路径上停靠,并等待出炉的高温电石冷却后卸料,然后准备下一次该出炉路径上的运行。
29.其二,所述两条出炉接料路径同端的出炉运载路径配置为重合共用时所述出炉运载车系统按以下方式运作:
30.在炉口出料前,所有出炉小车均停靠于相应的出炉接料路径上的轨道系统上;
31.在一个炉口出料时,先由变道器将出炉运载车系统在轨道系统上的运行路径切换至该炉口对应的出炉接料路径与两端出炉运载路径相接合;
32.由一侧出炉运载路径上的自驱牵引车与最接近的出炉小车连接,该自驱牵引车拉动出炉小车沿其所在出炉运载路径移动,直至此时移动方向末端的出炉小车靠近炉口接料,并在一个出炉小车接够料后推动出炉小车向另一侧出炉运载路径方向移动,使下一个出炉小车靠近炉口接料,再依次推动出炉小车接料;
33.在此时移动方向首端的出炉小车移动至出炉接料路径与出炉运载路径交接处时该首端的出炉小车与出炉运载路径上的自驱牵引车连接,由该自驱牵引车在此时移动方向首端拉动出炉小车移动,同时在推动出炉小车的自驱牵引车移动到其所在出炉运载路径与出炉接料路径交接处时该推动出炉小车的自驱牵引车与此时移动方向末端的出炉小车解开连接而脱离;
34.位于此时移动方向首端的自驱牵引车继续拉动出炉小车移动和接料,直至炉口出料完成或所有出炉小车均接够料;
35.此时移动方向首端的自驱牵引车继续拉动出炉小车移动至该侧出炉运载路径上停靠,并等待出炉的高温电石冷却后卸料,在卸料后由该侧出炉运载路径上的自驱牵引车将出炉小车推进出炉接料路径上的轨道系统上停靠并与出炉小车解开连接而脱离,然后准备下一次出炉运作。
36.与现有技术相比,本发明具有以下有益效果:
37.(1)本发明通过布置电石出炉路径规划出炉运行方式和顺序,利用高置式轨道系统解决出炉电石灌道问题,利用自驱牵引车和出炉小车构成的出炉运载车系统来保证电石出炉后受力均匀的平稳运载,可以实现对电石出炉的精确定位和控制,从而提高了电石出炉的稳定性和安全性。本发明设计巧妙,过程简单,涉及结构相对简洁,使用方便可靠且安
全,适于在电石生产过程中应用。
38.(2)本发明利用出炉运载路径的互不干涉或重合布置方式,配合出炉接料路径可以有效地节约设备系统所占用的空间,并且重合布置方式还可以使得出炉运载车系统共用自驱牵引车,实现了节约设备投入、降低生产成本的效果。
39.(3)本发明的高置式轨道系统采用浇注料包柱和型钢支柱将轨道本体抬高与地面保持一定高度,从而避免出炉电石灌道,有效地解决了小车出炉困难的问题,同时也避免了高温电石液聚集在轨道本身上对轨道产生的腐蚀,从本质上实现了电石液等污物与轨道分离,保证了轨道本体的使用寿命。
40.(4)本发明的滚筒式导向机构采用与驱动链轮匹配的纵向滚筒,驱动链轮在驱动电机作用力下转动,在与纵向滚筒啮合下带动牵引车架沿轨道移动,链轮的齿啮合方式既可以保证驱动作用力的稳定传递,又可以限制住小车避免因自重的倒退,可以解决以往钢丝绳牵引小车产生的受力不均问题,充分保障了电石运送的稳定性。并且利用固定轴安装滚筒,在局部滚筒磨损后可单独更换,提高了维护便捷性,同时滚筒内置加强管,也相应提高了滚筒的使用寿命。
41.(5)本发明的自驱牵引车对驱动结构的配置,利用驱动电机、减速机和驱动链轮的大小来调整驱动电机的输出驱动力,保证了自驱动的动力源能力可控;通过增设配重来提高牵引车本身的稳定性,并利用滑线来为移动的牵引车提供可靠的动力来源,充分保障了牵引车可以自主控制和稳定使用。
42.(6)本发明的自驱牵引车通过靠背轮或在每根轨道两侧设置的驱动电机来保证驱动作用力对轨道内外两侧的受力均衡,避免轨道系统长时间受单侧驱动力作用而发生内外变形的情况,有效地延长的设备的使用寿命。
43.(7)本发明的出炉小车在出炉车架上开设安放孔来放置电石锅,并配合电石锅下侧的倒锥台状结构构成锅体下沉式结构,既提高了电石锅在车架上的安装稳定性,又将电石锅的装载重心降低至车架上表面之下,增加了小车的稳定性,有效减少了高温电石液波动对轨道系统的损害,并避免了牵引力不均衡可能造成翻车的情况。还通过在出炉车架表面设置定位座,提高电石锅安装的稳定性,同时提高了将电石锅放入安放孔内的准确度。
附图说明
44.图1为本发明
‑
实施例的一种出炉路径布置的示意图。
45.图2为本发明
‑
实施例的另一种出炉路径布置的示意图。
46.图3为本发明
‑
实施例中出炉系统的整体结构示意图。
47.图4为本发明
‑
实施例中高置式轨道系统的端面结构示意图。
48.图5为本发明
‑
实施例中滚筒式导轨机构的结构示意图。
49.图6为本发明
‑
实施例中自驱牵引车部分的端面结构示意图。
50.图7为本发明
‑
实施例中出炉小车部分的侧面结构示意图。
51.图8为本发明
‑
实施例中出炉小车部分的端面结构示意图。
具体实施方式
52.下面结合附图和实施例对本发明作进一步说明,本发明的实施方式包括但不限于
下列实施例。
53.实施例
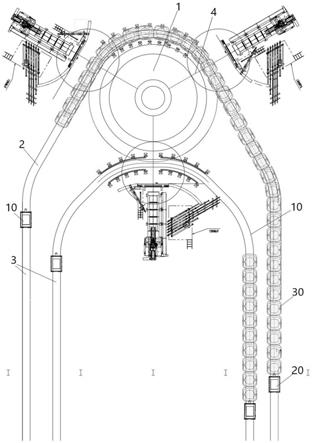
54.如图1至图8所示,该电石出炉工艺,首先根据设计规划电石出炉路径,本实施例以中型呈圆形的电石加热炉1为例进行说明,其一般配置三个炉口4,沿圆形外缘呈120
°
角间隔布置,也可以适配用于其他型号和形状的电石加热炉。本发明工艺的具体过程和相关构造如下:
55.s1、沿电石加热炉外围配置与炉口对应的用于高温电石出炉的出炉接料路径2,并在出炉接料路径的两端均配置续接的出炉运载路径3,所述出炉接料路径和出炉运载路径构成电石出炉路径。针对不同型号大小的电石加热炉设备,可以配置一条或多条电石出炉路径,在本实施例中,采用在电石加热炉外围对应不同炉口配置为两条互不干涉的出炉接料路径,该两条出炉接料路径均带有一定弧度配置,以便于结合实际生产安装位置布置设备,一条出炉接料路径在电石加热炉外围外侧呈接近外切布设,与1号炉口和2号炉口对应,另一条出炉接料路径在电石加热炉外围内侧呈接近内切布设,与3号炉口对应。
56.在出炉运载路径的具体配置上,本发明采用两种不同的布置形式,其一为双通道形式,即两条出炉接料路径续接的出炉运载路径均互不干涉,从而构成两条相对独立的电石出炉路径;其二为单通道形式,即两条出炉接料路径同端的出炉运载路径配置为重合共用,从而构成两条部分重合的电石出炉路径。
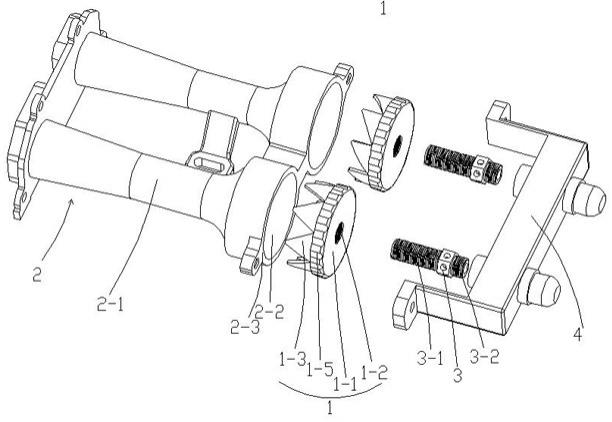
57.s2、然后基于规划好的电石出炉路径的基础配套设置出炉系统,该出炉系统包括沿电石出炉路径布置的高置式轨道系统10,以及安置于高置式轨道系统上的出炉运载车系统,该出炉运载车系统包括多个依次串接的出炉小车30,以及分别连接在串接的出炉小车至少一端的自驱牵引车20,所述自驱牵引车利用配置的驱动链轮与高置式轨道系统侧面配置的滚筒式导向机构啮合实现出炉运载车系统的进出炉驱动。其中,所述出炉小车分别布满或接近布满两条出炉接料路径。
58.针对双通道形式的电石出炉路径配置方式,所述自驱牵引车可以在出炉小车单端驱动,也可以在出炉小车双端驱动。在单端驱动时,自驱牵引车需要进入出炉接料路径并经过炉口位置,即自驱牵引车由一侧出炉运载路径移动到出炉接料路径再移动到另一侧出炉运载路径;在双端驱动时,自驱牵引车可以不进入出炉接料路径而只在相应的出炉运载路径上移动,此时位于移动方向后端的自驱牵引车在到达出炉运载路径与出炉接料路径的连接处时会断开与出炉小车的连接,并在断开后的出炉小车处于移动方向前端并再次靠拢该自驱牵引车时二者连接。
59.针对单通道形式的电石出炉路径配置方式,所述自驱牵引车可以在出炉小车单端驱动,自驱牵引车会进入出炉接料路径并经过炉口位置,同时由于还需考虑电石出炉后冷却时出炉小车停靠位置的关系,此时会出现自驱牵引车反复进出出炉接料路径的情况,导致控制和运行过程相对复杂。因此最好配置为双端驱动,本实施例针对单通道形式时即采用自驱牵引车双端驱动方式,同样,双端驱动时,自驱牵引车可以不进入出炉接料路径而只在相应的出炉运载路径上移动,此时位于移动方向后端的自驱牵引车在到达出炉运载路径与出炉接料路径的连接处时会断开与出炉小车的连接,并在断开后的出炉小车处于移动方向前端并再次靠拢该自驱牵引车时二者连接。若出炉小车未布满出炉接料路径导致与自驱牵引车无法自动续接,可通过外部配置的辅助吊机移动出炉小车使其与自驱牵引车连接。
60.具体地,所述高置式轨道系统10包括在出炉路径地面竖向依次固定设置的浇筑料包柱11、型钢支柱12和轨道本体13,所述浇筑料包柱和型钢支柱均单个配置,轨道本体位于型钢支柱上端并与出炉接料路径和出炉运载路径均匹配,轨道本体配置为并行的双轨道形式,每根轨道本体下均配置有相应的型钢支柱和浇注料包柱。具体地,所述浇注料包柱采用耐高温材料浇筑而成,以减少电石灌道对轨道系统基础的影响;所述型钢支柱可以采用壁厚不低于10mm的型钢制作,也可以采用壁厚不低于10mm的钢材焊接为平放的h形状制作;所述浇注料包柱呈块状,沿出炉方向布置为多个,每个浇注料包柱上设置有至少一个型钢支柱。所述轨道本体是直接接触自驱牵引车和出炉小车车轮的部分。通过如此抬高轨道本体可以避免出炉电石液长期接触轨道产生腐蚀,也可避免出炉电石灌道堵塞运送轨道影响小车行走,并且一定程度上抬高轨道本体为小车的驱动结构部分预留一定的安装空间。
61.所述型钢支柱侧面设置沿电石出炉路径方向走向布置的滚筒式导向机构和为自驱牵引车提供电力的供电系统14,本实施例中供电系统选用滑线。对于自驱牵引车单端驱动的出炉运载系统,所述滚筒式导向机构和供电系统需要布满电石出炉路径上的型钢支柱侧面;对于自驱牵引车双端驱动的出炉运载系统,所述滚筒式导向机构和供电系统可以仅布置于出炉运载路径上的型钢支柱侧面,以使自驱牵引车到达出炉运载路径和出炉接料路径交接处时断电和脱开驱动导向。
62.具体地,所述滚筒式导向机构包括与多个型钢支柱侧面连接的沿出炉路径方向布置的导向安装座15,若干个沿出炉路径方向间隔设置于导向安装座上并呈纵向走向布置的固定轴16,套置于固定轴上的加强管17,以及套置于固定轴和加强管上的滚筒18,所述自驱牵引车上配置的驱动链轮与所述滚筒依次啮合。具体地,根据型钢支柱的实际设置方式,所述导向安装座可以由独立的槽钢制成,也可以与平放的h形状的型钢支柱形成一体;所述固定轴两端均设有外螺纹,并通过固定螺母19分别连接于导向安装座的槽钢两侧壁上,所述加强管和滚筒位于导向安装座的槽钢槽内。滚筒减小了与驱动链轮啮合时的摩擦力,有利于提高滚筒式导向机构的使用寿命,同时该种滚筒式导向机构也便于局部更换损坏的滚筒,提高了维护便捷性和降低了维护成本。
63.具体地,所述自驱牵引车20包括安置于高置式轨道系统上的由牵引车架和车轮构成的牵引车体21,安置于牵引车体上的配重22和牵引控制器23,设置于牵引车架上并与牵引控制器电连接的驱动电机24,与驱动电机输出轴连接的减速机25,与减速机输出轴连接的并与高置式轨道系统的滚筒式导向机构啮合的驱动链轮26,设置于牵引车体下侧并滚动卡接在高置式轨道系统的轨道本体内外两侧面的筋板处以避免脱离的靠背轮28,以及设置于牵引车体上的用于连接出炉小车的电驱连接扣27,其中,该靠背轮可以在两侧的轨道本体上各设置一对,以便将轨道本体夹持住;所述电驱连接扣与牵引控制器电连接,所述驱动链轮位于轨道本体内侧或者外侧并与滚筒式导向机构内的滚筒依次啮合实现牵引车体在高置式轨道系统上自驱移动。所述牵引控制器用于控制驱动电机同步启停以及电驱连接扣的开闭时间,其具体构造可以采用现有常规控制技术,如plc等,本实施例中对此不再赘述。所述电驱连接扣采用电磁铁控制的可回弹插销形式,在电磁铁启动时可自动将插销插入对应的孔中实现连接锁闭,而当断电或电磁铁关闭时由弹簧将孔内的插销弹起实现解开锁闭。
64.为了保证自驱牵引车的运行平稳,本实施例还可以通过增加驱动链轮数量的形式
来防止自驱牵引车脱落轨道,即所述驱动链轮对应高置式轨道系统的内侧或/和外侧设置,所述高置式轨道系统的内侧或/和外侧对应所述驱动链轮配置滚筒式导向机构;当驱动链轮对应高置式轨道系统的内侧或外侧设置时,所述驱动链轮、减速机、驱动电机配置为相应的一套;当驱动链轮对应高置式轨道系统的内侧和外侧设置时,所述驱动链轮、减速机、驱动电机配置为相应的两套。
65.具体地,所述出炉小车30包括安置于高置式轨道系统上的由出炉车架31和万向车轮32构成的出炉车体,设置于出炉车体上的用于出炉小车相互连接和与自驱牵引车连接的插扣33,开设于出炉车架中部的呈圆形的安放孔34,下部呈上大下小的倒锥台状的并安置于安放孔内的电石锅35,以及设置于出炉车架上表面并与电石锅前侧外壁或/和后侧外壁或/和左侧外壁或/和右侧外壁匹配的定位座36,其中,所述安放孔的直径大于电石锅倒锥台下端的直径并小于电石锅倒锥台上端的直径,并使电石锅装载电石后的重心不高于出炉车架上表面,所述万向车轮的配置可以方便出炉小车在出炉接料路径的弯道上移动。
66.s3、所述电石加热炉分别对应两条出炉接料路径的炉口交替出料,炉口出料时由相应出炉接料路径上的多个出炉小车依次从该炉口接收出炉的高温电石,与该多个出炉小车连接的自驱牵引车沿移动方向前拉或后推实现对出炉小车的驱动;自驱牵引车在出炉小车双端驱动时,位于后端的自驱牵引车在到达出炉运载路径与出炉接料路径的连接处时断开与出炉小车的连接,并在断开后的出炉小车再次靠拢时与之连接。
67.当两条电石出炉路径配置为互不干涉时,两条电石出炉路径的出炉运载路径上各配置一套出炉运载车系统;当两条出炉接料路径同端的出炉运载路径配置为重合共用时,两条出炉接料路径上的高置式轨道系统通过变道器5与出炉运载路径上的高置式轨道系统均连接并切换运行路径,位于出炉运载路径上的自驱牵引车为两条出炉接料路径分别布置的出炉小车所共用。
68.s4、本实施例提供了出炉运载车系统的两种运作方式,如下:
69.其一,所述电石出炉路径配置为互不干涉时所述出炉运载车系统按以下方式运作:
70.在一个炉口出料前,该炉口对应的轨道系统上的出炉运载车系统内的出炉小车停靠于一侧出炉运载路径位置;
71.该炉口出料时,由该侧出炉运载路径上的自驱牵引车将连接的所有出炉小车依次推进出炉接料路径,使移动方向首端的出炉小车靠近炉口接料,并在一个出炉小车接够料后继续推动下一个出炉小车靠近炉口接料;
72.在移动方向首端的出炉小车移动至另一侧出炉运载路径与出炉接料路径交接处时该首端的出炉小车与该侧出炉运载路径上的自驱牵引车连接,由该自驱牵引车在移动方向首端拉动出炉小车移动,同时在推动出炉小车的自驱牵引车移动到其所在的出炉运载路径与出炉接料路径交接处时该推动出炉小车的自驱牵引车与移动方向末端的出炉小车解开连接而脱离;
73.位于移动方向首端的自驱牵引车继续拉动出炉小车移动和接料,直至炉口出料完成或所有出炉小车均接够料;
74.移动方向首端的自驱牵引车继续拉动出炉小车移动至该侧出炉运载路径上停靠,并等待出炉的高温电石冷却后卸料,然后准备下一次该出炉路径上的运行。
75.其二,所述两条出炉接料路径同端的出炉运载路径配置为重合共用时所述出炉运载车系统按以下方式运作:
76.在炉口出料前,所有出炉小车均停靠于相应的出炉接料路径上的轨道系统上;
77.在一个炉口出料时,先由变道器将出炉运载车系统在轨道系统上的运行路径切换至该炉口对应的出炉接料路径与两端出炉运载路径相接合;
78.由一侧出炉运载路径上的自驱牵引车与最接近的出炉小车连接,该自驱牵引车拉动出炉小车沿其所在出炉运载路径移动,直至此时移动方向末端的出炉小车靠近炉口接料,并在一个出炉小车接够料后继续推动出炉小车向另一侧出炉运载路径方向移动,使下一个出炉小靠近炉口接料,再依次推动出炉小车接料;
79.在此时移动方向首端的出炉小车移动至出炉接料路径与出炉运载路径交接处时该首端的出炉小车与该出炉运载路径上的自驱牵引车连接,由该自驱牵引车在此时移动方向首端拉动出炉小车移动,同时在推动出炉小车的自驱牵引车移动到其所在出炉运载路径与出炉接料路径交接处时该推动出炉小车的自驱牵引车与此时移动方向末端的出炉小车解开连接而脱离;
80.位于此时移动方向首端的自驱牵引车继续拉动出炉小车移动和接料,直至炉口出料完成或所有出炉小车均接够料;
81.此时移动方向首端的自驱牵引车继续拉动出炉小车移动至该侧出炉运载路径上停靠,并等待出炉的高温电石冷却后卸料,在卸料后由该侧出炉运载路径上的自驱牵引车将出炉小车推进出炉接料路径上的轨道系统上停靠并与出炉小车解开连接而脱离,然后准备下一次出炉运作。
82.本发明使用时,预先规划布置了电石出炉路径和相应轨道系统,通过控制自驱牵引车带动出炉小车的轨道系统上的移动实现高温电石的顺序出炉。自驱牵引车的驱动电机受控制启动后,带动驱动链轮转动,依次卡接在滚筒上,带动牵引车体沿轨道移动,同时牵动后续的出炉小车沿轨道移动;牵引车体通过配重和在轨道内外两侧均匀受力保持平稳,出炉小车利用安放孔和下部倒锥台状的电石锅构成的锅体下沉式结构保持平稳,高置式轨道系统在为自驱牵引车和出炉小车提供结构安置空间的基础上还避免了高温电石液灌道和对轨道本体产生腐蚀,实现了电石出炉的稳定可靠安全输送。
83.上述实施例仅为本发明的优选实施例,并非对本发明保护范围的限制,但凡采用本发明的设计原理,以及在此基础上进行非创造性劳动而做出的变化,均应属于本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。