1.本发明属于生物医用金属材料技术领域,具体是一种用于牙槽骨缺损修复的医用镁合金屏障膜及其制备方法。
背景技术:
2.引导骨再生术是口腔种植科中用于骨缺损修复的标准方案,决定其远期疗效的关键因素是屏障膜的材质和性能。目前临床上使用的屏障膜可分为聚四氟乙烯膜、钛膜等不可降解型,以及胶原膜、聚酯膜等可降解型。但是,现有屏障膜的力学性能、降解行为和生物活性之间还未达到理想的适配关系,简单来说,不可降解膜力学强度高、软组织隔离性好,但易暴露而感染、需二次手术取出;可降解膜生物相容性好、无需二次手术取出,但力学强度低、降解速率快。因此,亟待开发兼具优异力学、化学以及生物学性能的新型屏障膜材料。
3.众所周知,医用镁合金具有比强度高、弹性模量低、可生物降解、生物相容性好的优点,其在骨科和心血管科的研究较为深入。屏障膜的植入部位相对开放,周围体液少、流动性低,腐蚀环境较温和,这为镁合金屏障膜的临床应用提供了可能:镁合金综合力学性能高于商用的可降解屏障膜,降解产生的氢气可通过缝合区释放,降解形成的碱性环境具有抗菌作用,降解产物还可促进成骨细胞生长。尽管如此,镁合金屏障膜过快的降解速率以及不足的生物活性严重限制了其在口腔种植科中的应用。研究表明,合金化与表面改性相结合是改善医用镁合金综合性能的重要手段,这一设计思路在镁合金屏障膜的开发上也有了初步研究。比如,xia和zhou等研究发现经过壳聚糖涂层改性后的mg
‑
3gd合金在降解速率、细胞相容性和骨再生效果方面与商用胶原膜接近,同时指出优化结构以进一步提高其综合性能的必要性(materials science and engineering c 100(2019)226
‑
235)。wang和tan等研究了经过cap涂层改性后纯镁用于屏障膜的可行性,发现其在植入初期(4周)的疗效优于钛膜,但是过快降解使其在植入后期(8周和12周)的疗效不如钛膜(rare metals 38(2019)577
‑
587)。因此,关于有机
‑
无机杂化涂层对镁合金屏障膜腐蚀行为和抗菌性能的研究较为少见,对于含有机
‑
无机杂化涂层镁合金屏障膜的制备、组织与性能也未有系统研究。
技术实现要素:
4.本发明针对镁合金屏障膜降解速率过快、抗菌效果不佳的问题,提供了一种用于牙槽骨缺损修复的医用镁合金屏障膜及其制备方法,所述镁合金屏障膜为外表面包裹有壳聚糖
‑
钙磷复合涂层的医用镁合金,所述制备方法包括有激光重熔、微弧氧化以及真空浸渍提拉。
5.激光重熔法采用低功率co2激光器以适当的工艺参数在医用镁合金表面形成具有特定轨迹的重熔区,可作为微弧氧化的前处理工艺。微弧氧化法是镁合金常用的表面改性工艺,依靠电解液与电参数的匹配调节在弧光放电产生的瞬时高温高压作用下,在镁合金表面形成以基体金属氧化物为主并辅以电解液组分的改性陶瓷涂层。真空浸渍提拉法是高
分子涂层常见的制备工艺,其在真空环境中将基体垂直浸入镀膜溶液中,然后匀速缓慢地从镀膜溶液中将基体提拉起来,反复数次,使附着的液膜逐渐凝胶。
6.首先,通过机械研磨与化学抛光获得均匀平整、新鲜洁净的医用镁合金预处理表面;随后,利用激光重熔在医用镁合金预处理表面构建具有特定轨迹的图案化前处理表面;然后,采用微弧氧化在医用镁合金前处理表面制备钙磷涂层;最后,经真空浸渍提拉在医用镁合金钙磷涂层表面制备壳聚糖涂层,从而得到外表面包裹有壳聚糖
‑
钙磷复合涂层的医用镁合金。其中,激光重熔既可以细化医用镁合金表面的晶粒组织;又能够获得粗糙度适宜前处理表面,以提高后续微弧氧化涂层与基体的结合强度。微弧氧化制备的钙磷涂层具有梯度多孔结构,有利于骨细胞的增殖和生长,提高骨缺损组织的愈合速度,同时钙磷涂层是骨骼的主要组成成分,具有优异的生物相容性。真空浸渍提拉相比于传统浸渍提拉,加装了真空腔体,形成的真空环境可产生强大的负压,使壳聚糖镀膜溶液更加充分地包裹在钙磷涂层的孔隙结构中,起到封孔作用而提高钙磷涂层的耐蚀性能,并且壳聚糖具有生物降解性、细胞亲和性和抗菌性能等独特性质,在人造组织工程领域应用广泛,与钙磷涂层复合可有效提高镁合金屏障膜的耐蚀性能和抗菌效果。
7.通过检索现有专利,发明专利1(cn106086994a)公开了一种基于激光重熔和微弧氧化的陶瓷膜层的制备方法,但其涂层中没有壳聚糖成分,不具备抗菌性能,同时微弧氧化涂层的涂层体系与本技术完全不同。发明专利2(cn111686299a)公开了一种医用镁合金及其制备方法,所述涂层为钙磷
‑
壳聚糖复合涂层,虽然其涂层种类与本技术类似,但该发明所用涂层制备方法为水热法,存在涂层结晶度低、结合力差等问题,并且未公开抗菌性能。此外,发明专利1和2与本技术的应用背景不同。
8.本发明的技术方案为:
9.一种用于牙槽骨缺损修复的医用镁合金屏障膜,所述医用镁合金屏障膜为外表面包裹有壳聚糖
‑
钙磷复合涂层的医用镁合金,所述医用镁合金为不同成分mg
‑
xzn
‑
ymn(x=1
‑
6wt.%,y=0.1
‑
1.0wt.%)板材或棒材的任一种;所述钙磷涂层的孔隙率为30
‑
60%,孔隙尺寸介于0.1
‑
3.5μm,所述壳聚糖
‑
钙磷复合涂层的厚度为5.4
‑
20.2μm;所述外表面包裹有壳聚糖
‑
钙磷复合涂层的医用镁合金的腐蚀速率为0.5
‑
0.8mm/y,对金黄色葡萄球菌的抗菌率达到90
‑
100%;与未包裹复合涂层的医用镁合金相比,腐蚀速率降低了33.3
‑
73.7%,抗菌率提高了82
‑
88%。
10.一种用于牙槽骨缺损修复的医用镁合金屏障膜的制备方法,包括如下步骤:
11.第一步:机械研磨与化学抛光获得预处理表面
12.为便于试验,采用线切割机将医用镁合金板材或棒材切割成100mm
×
100mm
×
1mm的方片或φ100mm
×
1mm的圆片,对待镀膜表面进行预处理,用水砂纸进行机械研磨,去除表面氧化皮和杂质,随后用20g/l浓度naoh进行碱洗,去除表面油污,分别在丙酮和无水乙醇中超声清洗15min,冷风吹干。
13.第二步:激光重熔制备前处理表面
14.采用低功率co2激光器在第一步得到的医用镁合金预处理表面上制备图案化前处理表面,激光功率为10
‑
50w,扫描速率为200
‑
600mm/s,单道次扫描间距为0.005
‑
0.035mm,扫描路径为一系列同心圆形或同心正方形。
15.优选地,激光功率为15
‑
30w,扫描速率为300
‑
400mm/s,单道次扫描间距为0.01
‑
0.03mm。
16.第三步:微弧氧化制备钙磷涂层
17.采用微弧氧化设备在第二步得到的医用镁合金前处理表面上制备钙磷涂层,电解液由ca(no3)2、na3po4·
12h2o、naoh组成,调整各组分比例使电解液ca/p比为1.2
‑
1.8,ph值为8
‑
11,通过循环水冷装置使电解液保持在15
‑
30℃,选用两阶段恒压模式,第一阶段电压为250
‑
400v,处理时间为10
‑
20min,第二阶段电压为400
‑
500v,处理时间为4
‑
8min。
18.优选地,电解液ca/p比为1.5
‑
1.7,ph值为9
‑
10,第一阶段电压为300
‑
400v,处理时间为10
‑
15min,第二阶段电压为400
‑
450v,处理时间为4
‑
6min。
19.第四步:真空浸渍提拉制备壳聚糖涂层
20.采用真空浸渍提拉机在第三步得到的医用镁合金钙磷涂层表面上制备壳聚糖涂层,真空度为10
‑2‑
10
‑3pa,壳聚糖纯度为99.5
‑
99.9%,平均分子量为50000
‑
150000,将其溶解于质量比为1∶1的二甲基甲酰胺与四氢呋喃混合溶液中,常温下磁力搅拌24h至均匀混合,配置成5
‑
20wt.%的镀膜溶液,提拉速率为5
‑
30cm/min,提拉次数为2
‑
10次,每次提拉后在80℃烘箱中干燥20min。
21.优选地,壳聚糖纯度为99.9%,平均分子量为80000
‑
120000,镀膜溶液浓度为10
‑
15wt.%,提拉速率为15
‑
25cm/min,提拉次数为3
‑
6次。
22.上述方法制备的外表面包裹有壳聚糖
‑
钙磷复合涂层的医用镁合金,该复合涂层具有双层结构,外层是由壳聚糖和钙磷盐组成的有机
‑
无机杂化涂层,内层是激光熔覆改性层,基体是医用镁合金。所述复合涂层的设计十分巧妙,其主要组元是钙磷盐和壳聚糖,钙磷盐是成骨物质,可有效缩短骨缺损组织的愈合时间,还可作为耐蚀层减缓医用镁合金基体的腐蚀速率;壳聚糖具有优异的抗菌效果和生物相容性,可在骨组织愈合过程中提供抗菌作用,避免炎症、感染等不良反应。同时,激光重熔改性层通过预先制备具有适当粗糙度的图案化前处理表面,能提高壳聚糖
‑
钙磷复合涂层与医用镁合金基体的结合强度。此外,医用镁合金、钙磷盐、壳聚糖均可生物降解,能够在组织修复完成后逐渐降解排出,无需二次取出手术。所述制备方法综合利用了激光重熔、微弧氧化和真空浸渍提拉:激光重熔是一种新型高效的镁合金表面组织优化技术,通过对表面一定深度进行极快的加热与冷却,可以明显细化晶粒尺寸,从而改善表面综合性能;微弧氧化是一种比较成熟的轻金属表面改性技术,其通过在镁合金表面制备多孔陶瓷涂层,可同时提高基体的耐蚀性能和生物相容性,具有生产效率高、涂层成分可控、可处理复杂形状等优点;浸渍提拉是较常规的高分子涂层制备工艺,本发明在此基础上设计了真空装置,可以借助负压产生的吸力使壳聚糖镀膜溶液均匀地包裹在钙磷涂层上。
23.本发明的有益效果为:
24.(1)发明人综合利用激光重熔、微弧氧化以及真空浸渍提拉,通过一系列试验,得到了外表面包裹有壳聚糖
‑
钙磷复合涂层的医用镁合金的最优工艺参数范围:对于激光重熔制备前处理表面,激光功率为15
‑
30w,过低则难以获得深度和粗糙度合适的重熔层,过高则会烧蚀表面;扫描速率为300
‑
400mm/s,过慢则局部熔池运动过于剧烈,过快则热输入不足;单道次扫描间距为0.01
‑
0.03mm,过小会导致激光扫描路径重叠过多,过大会导致两相邻路径之间出现未重熔区。对于微弧氧化制备钙磷涂层,电解液ca/p比为1.5
‑
1.7,ph值为9
‑
10,第一阶段电压为300
‑
400v,处理时间为10
‑
15min,第二阶段电压为400
‑
450v,处理时
间为4
‑
6min。对于真空浸渍提拉制备壳聚糖涂层,壳聚糖纯度为99.9%,平均分子量为80000
‑
120000,镀膜溶液浓度为10
‑
15wt.%,以获得合适的粘度,提拉速率为15
‑
25cm/min,提拉次数为3
‑
6次,以获得合适的厚度。在此工艺参数范围内,可以得到耐蚀、抗菌的医用镁合金屏障膜。
25.(2)发明人在医用镁合金表面包裹了具有双层结构的壳聚糖
‑
钙磷复合涂层,并通过激光重熔方法提高了复合涂层与基体的结合强度,真空环境下进行浸渍提拉制备壳聚糖涂层的方法有利于镀膜溶液在负压作用下渗入钙磷涂层孔隙结构中。与没有包裹复合涂层的医用镁合金相比,所述外表面包裹有壳聚糖
‑
钙磷复合涂层的医用镁合金的腐蚀速率降低了33.3
‑
73.7%,抗菌率提高了82
‑
88%。
附图说明
26.图1为外表面包裹有壳聚糖
‑
钙磷复合涂层的医用镁合金的横截面结构示意图。
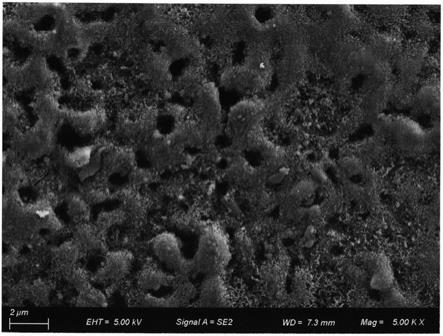
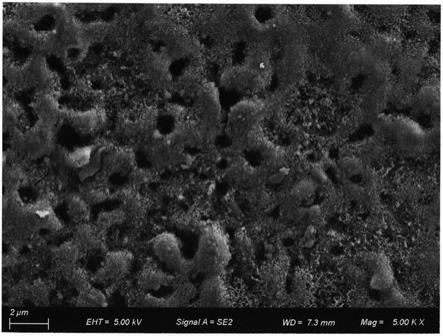
27.图2为实施例1中医用镁合金表面壳聚糖
‑
钙磷复合涂层的微观形貌。
28.图3为实施例1中医用镁合金表面处理前后腐蚀速率对比。
29.图4为实施例1中医用镁合金表面处理前后抗菌性能对比。
具体实施方式
30.下面将结合附图和实施例对本发明作进一步的详细说明。
31.本发明所述的一种用于牙槽骨缺损修复的医用镁合金屏障膜及其制备方法,具体实施这种制备方法有下列步骤:
32.第一步:机械研磨与化学抛光获得预处理表面
33.为便于试验,采用线切割机将医用镁合金板材或棒材切割成100mm
×
100mm
×
1mm的方片或φ100mm
×
1mm的圆片,对待镀膜表面进行预处理,用水砂纸进行机械研磨,去除表面氧化皮和杂质,随后用20g/l浓度naoh进行碱洗,去除表面油污,分别在丙酮和无水乙醇中超声清洗15min,冷风吹干。
34.第二步:激光重熔制备前处理表面
35.采用低功率co2激光器在第一步得到的医用镁合金预处理表面上制备图案化前处理表面,激光功率为10
‑
50w,优选15
‑
30w,扫描速率为200
‑
600mm/s,优选300
‑
400mm/s,单道次扫描间距为0.005
‑
0.035mm,优选0.01
‑
0.03mm,扫描路径为一系列同心圆形或同心正方形。
36.第三步:微弧氧化制备钙磷涂层
37.采用微弧氧化设备在第二步得到的医用镁合金前处理表面上制备钙磷涂层,电解液由ca(no3)2、na3po4·
12h2o、naoh组成,调整各组分比例使电解液ca/p比为1.2
‑
1.8,优选1.5
‑
1.7,ph值为8
‑
11,优选9
‑
10,通过循环水冷装置使电解液保持在15
‑
30℃,选用两阶段恒压模式,第一阶段电压为250
‑
400v,优选300
‑
400v,处理时间为10
‑
20min,优选10
‑
15min,第二阶段电压为400
‑
500v,优选400
‑
450v,处理时间为4
‑
8min,优选4
‑
6min。
38.第四步:真空浸渍提拉制备壳聚糖涂层
39.采用真空浸渍提拉机在第三步得到的医用镁合金钙磷涂层表面上制备壳聚糖涂层,真空度为10
‑2‑
10
‑3pa,壳聚糖纯度为99.5
‑
99.9%,优选99.9%,平均分子量为50000
‑
150000,优选80000
‑
120000,将其溶解于质量比为1∶1的二甲基甲酰胺与四氢呋喃混合溶液中,常温下磁力搅拌24h至均匀混合,配置成5
‑
20wt.%的镀膜溶液,优选10
‑
15wt.%,提拉速率为5
‑
30cm/min,优选15
‑
25cm/min,提拉次数为2
‑
10次,优选3
‑
6次,每次提拉后在80℃烘箱中干燥20min。
40.将本发明所述方法制备的外表面包裹有壳聚糖
‑
钙磷复合涂层的医用镁合金进行微观组织结构分析,发现表面复合涂层具有多孔结构,孔隙尺寸合适,未发现裂纹缺陷。
41.下面通过具体实施例进行详细介绍。
42.实施例1:
43.第一步:机械研磨与化学抛光获得预处理表面
44.为便于试验,采用线切割机将mg
‑
1zn
‑
0.1mn医用镁合金板材切割成100mm
×
100mm
×
1mm的方片,对待镀膜表面进行预处理,依次用1000#、1500#、2000#、3000#水砂纸进行机械研磨,去除表面氧化皮和杂质,随后用20g/l浓度naoh进行碱洗,去除表面油污,分别在丙酮和无水乙醇中超声清洗15min,冷风吹干。
45.第二步:激光重熔制备前处理表面
46.采用低功率co2激光器在第一步得到的mg
‑
1zn
‑
0.1mn医用镁合金预处理表面上制备图案化前处理表面,激光功率为15w,扫描速率为300mm/s,单道次扫描间距为0.01mm,扫描路径为一系列同心圆形。
47.第三步:微弧氧化制备钙磷涂层
48.采用微弧氧化设备在第二步得到的mg
‑
1zn
‑
0.1mn医用镁合金前处理表面上制备钙磷涂层,电解液由ca(no3)2、na3po4·
12h2o、naoh组成,调整各组分比例使电解液ca/p比为1.5,ph值为9,通过循环水冷装置使电解液保持在15
‑
30℃,选用两阶段恒压模式,第一阶段电压为300v,处理时间为10min,第二阶段电压为400v,处理时间为4min。
49.第四步:真空浸渍提拉制备壳聚糖涂层
50.采用真空浸渍提拉机在第三步得到的mg
‑
1zn
‑
0.1mn医用镁合金钙磷涂层表面上制备壳聚糖涂层,真空度为10
‑2‑
10
‑3pa,壳聚糖纯度为99.9%,平均分子量为80000,将其溶解于质量比为1∶1的二甲基甲酰胺与四氢呋喃混合溶液中,常温下磁力搅拌24h至均匀混合,配置成10wt.%的镀膜溶液,提拉速率为15cm/min,提拉次数为3次,每次提拉后在80℃烘箱中干燥20min。
51.对实施例1中制得的试样进行组织结构分析和性能检测:
52.(a)外表面包裹有壳聚糖
‑
钙磷复合涂层的mg
‑
1zn
‑
0.1mn医用镁合金的横截面结构
53.附图1所示为外表面包裹有壳聚糖
‑
钙磷复合涂层的医用镁合金的横截面结构示意图。所示横截面为多层结构,由内而外依次为医用镁合金基体、激光重熔改性层、壳聚糖
‑
钙磷复合涂层。
54.(b)mg
‑
1zn
‑
0.1mn医用镁合金表面壳聚糖
‑
钙磷复合涂层的微观形貌
55.采用扫描电子显微镜对mg
‑
1zn
‑
0.1mn医用镁合金表面壳聚糖
‑
钙磷复合涂层的微观形貌进行观察。由附图2可见,涂层表面形貌整体均匀一致,存在较多尺寸不一的孔隙,孔隙率约30%,孔隙尺寸介于0.1
‑
1.5μm,壳聚糖较好地包裹于钙磷涂层孔隙表面。此外,利用测厚仪测得壳聚糖
‑
钙磷复合涂层的厚度为5.4μm。
56.(c)mg
‑
1zn
‑
0.1mn医用镁合金表面处理前后腐蚀速率对比
57.参照astm g31
‑
72标准,在37℃的hank’s溶液中,采用浸泡腐蚀试验测定试样在不同浸泡时间的失重量,并转换为腐蚀速率。由附图3可见,实施例1制备的外表面包裹有壳聚糖
‑
钙磷复合涂层的mg
‑
1zn
‑
0.1mn医用镁合金的腐蚀速率为0.8mm/y,与处理前的mg
‑
1zn
‑
0.1mn医用镁合金(1.2mm/y)相比,下降了33.3%。
58.(d)mg
‑
1zn
‑
0.1mn医用镁合金表面处理前后抗菌性能对比
59.参照qb/t2591
‑
2003标准,对表面处理前后试样的抗菌性能进行评价。使用生理盐水将浓度为6
×
105cfu/ml的金黄色葡萄球菌分别稀释成三种不同的浓度梯度(10
‑2,10
‑3,10
‑4)。取8μl的细菌悬液滴在试样表面,用0.1mm厚的聚乙烯薄膜覆盖其上,使细菌悬液在试样与薄膜之间形成均匀的液膜,在37℃温度、90%相对湿度的条件下培养18
‑
24h。使用生理盐水将菌液洗下,稀释成适当的浓度梯度,取0.1ml均匀涂布在制备好的无菌琼脂培养基上,在37℃下继续培养18
‑
24h,并对结果进行观察。通过计算培养后的菌落数来表征试样的抗菌性能,阴性对照样品为无菌平皿。计算试样的抗菌率r=(a
‑
b)/a
×
100%。其中,a为阴性对照组试样的平均回收菌数(cfu/片),b为试样平均回收菌落数(cfu/片)。由附图4可见,实施例1制备的外表面包裹有壳聚糖
‑
钙磷复合涂层的mg
‑
1zn
‑
0.1mn医用镁合金的抗菌率为90%,与处理前的mg
‑
1zn
‑
0.1mn医用镁合金(8%)相比,提高了82%。
60.实施例2:
61.第一步:机械研磨与化学抛光获得预处理表面
62.为便于试验,采用线切割机将mg
‑
2zn
‑
0.4mn医用镁合金棒材切割成φ100mm
×
1mm的圆片,对待镀膜表面进行预处理,依次用1000#、1500#、2000#、3000#水砂纸进行机械研磨,去除表面氧化皮和杂质,随后用20g/l浓度naoh进行碱洗,去除表面油污,分别在丙酮和无水乙醇中超声清洗15min,冷风吹干。
63.第二步:激光重熔制备前处理表面
64.采用低功率co2激光器在第一步得到的mg
‑
2zn
‑
0.4mn医用镁合金预处理表面上制备图案化前处理表面,激光功率为20w,扫描速率为320mm/s,单道次扫描间距为0.02mm,扫描路径为一系列同心正方形。
65.第三步:微弧氧化制备钙磷涂层
66.采用微弧氧化设备在第二步得到的mg
‑
2zn
‑
0.4mn医用镁合金前处理表面上制备钙磷涂层,电解液由ca(no3)2、na3po4·
12h2o、naoh组成,调整各组分比例使电解液ca/p比为1.67,ph值为9.5,通过循环水冷装置使电解液保持在15
‑
30℃,选用两阶段恒压模式,第一阶段电压为330v,处理时间为12min,第二阶段电压为420v,处理时间为5min。
67.第四步:真空浸渍提拉制备壳聚糖涂层
68.采用真空浸渍提拉机在第三步得到的mg
‑
2zn
‑
0.4mn医用镁合金钙磷涂层表面上制备壳聚糖涂层,真空度为10
‑2‑
10
‑3pa,壳聚糖纯度为99.9%,平均分子量为100000,将其溶解于质量比为1∶1的二甲基甲酰胺与四氢呋喃混合溶液中,常温下磁力搅拌24h至均匀混合,配置成12wt.%的镀膜溶液,提拉速率为20cm/min,提拉次数为4次,每次提拉后在80℃烘箱中干燥20min。
69.经微观组织结构分析和性能检测,实施例2中外表面包裹有壳聚糖
‑
钙磷复合涂层的mg
‑
2zn
‑
0.4mn医用镁合金的表面钙磷涂层孔隙率约为40%,孔隙尺寸介于0.5
‑
2.5μm,壳
聚糖
‑
钙磷复合涂层的厚度为10.5μm;所述试样的腐蚀速率为0.7mm/y,与处理前的mg
‑
2zn
‑
0.4mn医用镁合金(1.4mm/y)相比,下降了50.0%;所述试样对金黄色葡萄球菌的抗菌率为95%,与处理前的mg
‑
2zn
‑
0.4mn医用镁合金(10%)相比,提高了85%。
70.实施例3:
71.第一步:机械研磨与化学抛光获得预处理表面
72.为便于试验,采用线切割机将mg
‑
4zn
‑
0.8mn医用镁合金棒材切割成φ100
×
1mm的圆片,对待镀膜表面进行预处理,依次用1000#、1500#、2000#、3000#水砂纸进行机械研磨,去除表面氧化皮和杂质,随后用20g/l浓度naoh进行碱洗,去除表面油污,分别在丙酮和无水乙醇中超声清洗15min,冷风吹干。
73.第二步:激光重熔制备前处理表面
74.采用低功率co2激光器在第一步得到的mg
‑
4zn
‑
0.8mn医用镁合金预处理表面上制备图案化前处理表面,激光功率为25w,扫描速率为350mm/s,单道次扫描间距为0.03mm,扫描路径为一系同心正方形。
75.第三步:微弧氧化制备钙磷涂层
76.采用微弧氧化设备在第二步得到的mg
‑
4zn
‑
0.8mn医用镁合金前处理表面上制备钙磷涂层,电解液由ca(no3)2、na3po4·
12h2o、naoh组成,调整各组分比例使电解液ca/p比为1.67,ph值为10,通过循环水冷装置使电解液保持在15
‑
30℃,选用两阶段恒压模式,第一阶段电压为350v,处理时间为15min,第二阶段电压为430v,处理时间为5min。
77.第四步:真空浸渍提拉制备壳聚糖涂层
78.采用真空浸渍提拉机在第三步得到的mg
‑
4zn
‑
0.8mn医用镁合金钙磷涂层表面上制备壳聚糖涂层,真空度为10
‑2‑
10
‑3pa,壳聚糖纯度为99.9%,平均分子量为110000,将其溶解于质量比为1∶1的二甲基甲酰胺与四氢呋喃混合溶液中,常温下磁力搅拌24h至均匀混合,配置成13.5wt.%的镀膜溶液,提拉速率为22cm/min,提拉次数为5次,每次提拉后在80℃烘箱中干燥20min。
79.经微观组织结构分析和性能检测,实施例3中外表面包裹有壳聚糖
‑
钙磷复合涂层的mg
‑
4zn
‑
0.8mn医用镁合金的表面钙磷涂层孔隙率约为50%,孔隙尺寸介于1.8
‑
2.9μn,壳聚糖
‑
钙磷复合涂层的厚度为15.8μm;所述试样的腐蚀速率为0.6mm/y,与处理前的mg
‑
4zn
‑
0.8mn医用镁合金(1.6mm/y)相比,下降了62.5%;所述试样对金黄色葡萄球菌的抗菌率为100%,与处理前的mg
‑
4zn
‑
0.8mn医用镁合金(12%)相比,提高了88%。
80.实施例4:
81.第一步:机械研磨与化学抛光获得预处理表面
82.为便于试验,采用线切割机将mg
‑
6zn
‑
1mn医用镁合金板材切割成100mm
×
100mm
×
1mm的方片,对待镀膜表面进行预处理,依次用1000#、1500#、2000#、3000#水砂纸进行机械研磨,去除表面氧化皮和杂质,随后用20g/l浓度naoh进行碱洗,去除表面油污,分别在丙酮和无水乙醇中超声清洗15min,冷风吹干。
83.第二步:激光重熔制备前处理表面
84.采用低功率co2激光器在第一步得到的mg
‑
6zn
‑
1mn医用镁合金预处理表面上制备图案化前处理表面,激光功率为30w,扫描速率为400mm/s,单道次扫描间距为0.03mm,扫描路径为一系列同心圆形。
85.第三步:微弧氧化制备钙磷涂层
86.采用微弧氧化设备在第二步得到的mg
‑
6zn
‑
1mn医用镁合金前处理表面上制备钙磷涂层,电解液由ca(no3)2、na3po4·
12h2o、naoh组成,调整各组分比例使电解液ca/p比为1.7,ph值为10,通过循环水冷装置使电解液保持在15
‑
30℃,选用两阶段恒压模式,第一阶段电压为400v,处理时间为15min,第二阶段电压为450v,处理时间为6min。
87.第四步:真空浸渍提拉制备壳聚糖涂层
88.采用真空浸渍提拉机在第三步得到的mg
‑
6zn
‑
1mn医用镁合金钙磷涂层表面上制备壳聚糖涂层,真空度为10
‑2‑
10
‑3pa,壳聚糖纯度为99.9%,平均分子量为120000,将其溶解于质量比为1∶1的二甲基甲酰胺与四氢呋喃混合溶液中,常温下磁力搅拌24h至均匀混合,配置成15wt.%的镀膜溶液,提拉速率为25cm/min,提拉次数为6次,每次提拉后在80℃烘箱中干燥20min。
89.经微观组织结构分析和性能检测,实施例4中外表面包裹有壳聚糖
‑
钙磷复合涂层的mg
‑
6zn
‑
1mn医用镁合金的表面钙磷涂层孔隙率约为60%,孔隙尺寸介于1.9
‑
3.5μm,壳聚糖
‑
钙磷复合涂层的厚度为20.2μm;所述试样的腐蚀速率为0.5mm/y,与处理前的mg
‑
6zn
‑
1mn医用镁合金(1.9mm/y)相比,下降了73.7%;所述试样对金黄色葡萄球菌的抗菌率为100%,与处理前的mg
‑
6zn
‑
1mn医用镁合金(14%)相比,提高了86%。
90.以上所述仅为本发明的优选实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
91.本发明未尽事宜为公知技术。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。