1.本发明涉及一种生产装置,尤其涉及一种用于复合纺丝法制作超细纤维的生产装置。
背景技术:
2.纤维是制作纺织物的一种重要材料,随着现代社会中科技的不断发展,已经能够生产出超细纤维,用超细纤维来制作纺织物。使得纺织物整体更为柔软,让人工在使用时更加的舒适。
3.目前,制作超细纤维的方式通常是由人工将两种不同浓度的纺丝流体加入挤压设备中,随后再由人工来按压挤压设备,将两种不同浓度的纺丝流体混合挤出,从而完成超细纤维的制作,上述方式在操作时需要人工来进行挤压,操作时较为耗费人力。
4.因此,需要研发一种操作时不需要人工来进行挤压,能够节省人力的用于复合纺丝法制作超细纤维的生产装置。
技术实现要素:
5.(1)要解决的技术问题本发明为了克服上述方式在操作时需要人工来进行挤压,操作时较为耗费人力的缺点,本发明要解决的技术问题是提供一种操作时不需要人工来进行挤压,能够节省人力的用于复合纺丝法制作超细纤维的生产装置。
6.(2)技术方案为了解决上述技术问题,本发明提供了这样一种用于复合纺丝法制作超细纤维的生产装置,包括有支撑架、箱体、隔板、第一下料管、第二下料管、第一挡板、第二挡板、喷丝管、喷丝头、挤压机构、阀门机构和收卷机构,支撑架为两个设置,两个支撑架之间连接有箱体,箱体内中部连接有隔板,箱体一侧下部连接有第一下料管,第一下料管与箱体内连通,第一下料管顶部滑动式连接有第一挡板,箱体另一侧下部连接有第二下料管,第二下料管与箱体内另一侧的腔体连通,第二下料管顶部滑动式连接有第二挡板,箱体底部两侧均连接有喷丝管,两个喷丝管分别与箱体内部的两个腔体连通,两个喷丝管之间连接有喷丝头,喷丝头与喷丝管内部连通,箱体内设有挤压机构和阀门机构,支撑架上设有收卷机构。
7.优选地,挤压机构包括有压板、连接架和挤压架,箱体内两侧均滑动式连接有压板,两块压板顶部之间连接有连接架,连接架上部两侧均连接有挤压架。
8.优选地,阀门机构包括有第一固定板、第一传动轴、第一转盘、第二传动轴、锥齿轮和转动阀门,箱体内两侧均连接有第一固定板,第一固定板位于第一下料管顶部,第一固定板中部转动式连接有第一传动轴,箱体一侧转动式连接有两个第二传动轴,第二传动轴上连接有第一转盘,第一传动轴和第二传动轴上均连接有锥齿轮,第一传动轴上的锥齿轮与第二传动轴上的锥齿轮啮合,第一传动轴下部连接有转动阀门。
9.优选地,收卷机构包括有电机、安装板、第一复位弹簧、棱杆、拉板、套杆、绕线筒、
普通弹簧、第一夹板、棱块、第一安装杆、连接杆和第二转盘,其中一个支撑架上安装有电机,电机的输出轴上连接有安装板,安装板上连接有第一复位弹簧,电机的输出轴上滑动式连接有棱杆,棱杆上连接有拉板,第一复位弹簧另一侧连接在拉板上,棱杆上滑动式连接有套杆,套杆外侧滑动式连接有绕线筒,绕线筒为可拆卸设置,绕线筒上部滑动式连接有第一夹板,第一夹板与绕线筒之间连接有两根普通弹簧,套杆上连接有棱块,套杆内连接有连接杆,连接杆上转动式连接有第一安装杆,第一安装杆与另一个支撑架转动配合,第一安装杆上连接有第二转盘。
10.优选地,还包括有合并机构,合并机构包括有气缸、安装架、l型杆、铰接板、拉杆、第二安装杆和挤压杆,箱体一侧中部安装有气缸,气缸的伸缩杆上连接有安装架,安装架底部两侧均连接有两根l型杆,l型杆上部能够托住挤压架底部,两侧的l型杆分别能够在两侧的挤压架上滑动,箱体四侧均铰接连接有铰接板,同侧的两块铰接板下部之间连接有拉杆,l型杆托住拉杆,铰接板底部连接有第二安装杆,同侧的两根第二安装杆之间连接有挤压杆。
11.优选地,还包括有推料机构,推料机构包括有第一固定杆、卡块、磁环、第二夹板、推板、第二复位弹簧和卡板,第二安装杆上连接有第一固定杆,第一固定杆上连接有卡块,挤压杆两侧均滑动式连接有磁环,磁环底部连接有第二夹板,第二夹板下部连接有推板,第二夹板上转动式连接有卡板,卡板能够在卡块上转动和滑动,第二夹板与卡块之间连接有第二复位弹簧。
12.优选地,还包括有拉扯机构,拉扯机构包括有固定架、第二固定板、第一滚轮和第二滚轮,两个支撑架相互靠近的一侧下部两侧均连接有固定架,同侧的两个固定架相互靠近的一侧均连接有第二固定板,同侧的两块第二固定板之间转动式连接有第一滚轮和第二滚轮,第二滚轮位于第一滚轮内侧。
13.优选地,还包括有引导机构,引导机构包括有第一皮带轮、平皮带、转动杆、第二皮带轮、圆柱凸轮、第二固定杆、导向杆、引导架和第三滚轮,电机的输出轴上连接有第一皮带轮,其中一个支撑架上部转动式连接有转动杆,转动杆上连接有第二皮带轮,第二皮带轮与第一皮带轮之间绕有平皮带,转动杆上连接有圆柱凸轮,电机顶部连接有第二固定杆,第二固定杆上连接有导向杆,导向杆上滑动式连接有引导架,引导架上部能够在圆柱凸轮上滑动,引导架内转动式连接有第三滚轮,第三滚轮套在导向杆外侧。
14.(3)有益效果在于:1、通过箱体来放入两种不同浓度的纺丝流体,放置完毕后,可以先将阀门机构打开,再启动挤压机构来将两种不同浓度的纺丝流体挤出形成超细纤维,形成后,可以通过收卷机构来进行收集,从而完成超细纤维的生产。
15.2、通过合并机构和推料机构的配合运作来将挤出的超细纤维并成一团,不需要人工来将超细纤维并成一团,有效的节省了人力。
16.3、通过拉扯机构能够对生产的超细纤维的质量进行检测,从而实现对超细纤维的质量进行检测的效果。
17.4、通过引导机构能够辅助收卷机构运作,能够使得超细纤维更加均匀的缠绕在收卷机构上。
附图说明
18.图1为本发明的立体结构示意图。
19.图2为本发明的部分立体结构剖视图。
20.图3为本发明挤压机构和阀门机构的部分立体结构剖视图。
21.图4为本发明阀门机构的部分立体结构剖视图。
22.图5为本发明的部分立体结构示意图。
23.图6为本发明收卷机构的立体结构示意图。
24.图7为本发明收卷机构的第一种部分立体结构剖视图。
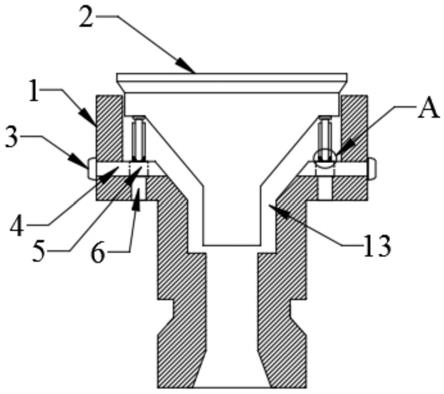
25.图8为本发明的a处放大局部示意图。
26.图9为本发明收卷机构的第二种部分立体结构剖视图。
27.图10为本发明合并机构、推料机构和挤压机构的部分立体结构示意图。
28.图11为本发明的b处放大局部示意图。
29.图12为本发明拉扯机构的第一种部分立体结构示意图。
30.图13为本发明拉扯机构的第二种部分立体结构示意图。
31.图14为本发明引导机构的第一种部分立体结构示意图。
32.图15为本发明引导机构的第二种部分立体结构示意图。
33.附图中的标记为:1
‑
支撑架,2
‑
箱体,21
‑
隔板,3
‑
第一下料管,31
‑
第二下料管,4
‑
第一挡板,41
‑
第二挡板,5
‑
喷丝管,51
‑
喷丝头,6
‑
挤压机构,61
‑
压板,62
‑
连接架,63
‑
挤压架,7
‑
阀门机构,71
‑
第一固定板,72
‑
第一传动轴,73
‑
第一转盘,74
‑
第二传动轴,75
‑
锥齿轮,78
‑
转动阀门,8
‑
收卷机构,81
‑
电机,82
‑
安装板,83
‑
第一复位弹簧,84
‑
棱杆,85
‑
拉板,86
‑
套杆,87
‑
绕线筒,88
‑
普通弹簧,89
‑
第一夹板,810
‑
棱块,811
‑
连接杆,812
‑
第一安装杆,813
‑
第二转盘,9
‑
合并机构,91
‑
气缸,92
‑
安装架,93
‑
l型杆,94
‑
铰接板,95
‑
拉杆,96
‑
第二安装杆,97
‑
挤压杆,10
‑
推料机构,101
‑
第一固定杆,102
‑
卡块,103
‑
磁环,104
‑
第二夹板,105
‑
推板,106
‑
第二复位弹簧,107
‑
卡板,11
‑
拉扯机构,111
‑
固定架,112
‑
第二固定板,113
‑
第一滚轮,114
‑
第二滚轮,12
‑
引导机构,121
‑
第一皮带轮,122
‑
平皮带,123
‑
转动杆,124
‑
第二皮带轮,125
‑
圆柱凸轮,126
‑
第二固定杆,127
‑
导向杆,128
‑
引导架,129
‑
第三滚轮。
具体实施方式
34.下面结合附图和实施例对本发明作进一步的说明。
35.实施例1一种用于复合纺丝法制作超细纤维的生产装置,如图1
‑
9所示,包括有支撑架1、箱体2、隔板21、第一下料管3、第二下料管31、第一挡板4、第二挡板41、喷丝管5、喷丝头51、挤压机构6、阀门机构7和收卷机构8,支撑架1为两个设置,两个支撑架1左侧之间连接有箱体2,箱体2内中部连接有隔板21,隔板21能够将箱体2内部隔成两个腔体,两个腔体分前后设置,箱体2前侧下部连接有第一下料管3,第一下料管3与箱体2内前侧的腔体连通,第一下料管3顶部滑动式连接有第一挡板4,箱体2后侧下部连接有第二下料管31,第二下料管31与箱体2内后侧的腔体连通,第二下料管31顶部滑动式连接有第二挡板41,箱体2底部前后两侧均连接有喷丝管5,两个喷丝管5分别与箱体2内部的两个腔体连通,两个喷丝管5之间连接有喷丝头51,喷丝头51与喷丝管5内部连通,箱体2内设有挤压机构6和阀门机构7,挤压机构
6用于将两种不同浓度的纺丝流体挤出,阀门机构7用于将两种不同浓度的纺丝流体挡住,支撑架1上设有收卷机构8,收卷机构8用于将超细纤维缠绕收集。
36.挤压机构6包括有压板61、连接架62和挤压架63,箱体2内前后两个腔体中均滑动式连接有压板61,压板61用于将两种不同浓度的纺丝流体挤出,两块压板61顶部之间连接有连接架62,连接架62上部左右两侧均连接有挤压架63。
37.阀门机构7包括有第一固定板71、第一传动轴72、第一转盘73、第二传动轴74、锥齿轮75和转动阀门78,箱体2内前后两侧均连接有第一固定板71,第一固定板71位于喷丝管5顶部,第一固定板71中部转动式连接有第一传动轴72,箱体2左侧转动式连接有两个第二传动轴74,两个第二传动轴74为前后对称设置,第二传动轴74左侧连接有第一转盘73,第一传动轴72顶部和第二传动轴74右侧均连接有锥齿轮75,第一传动轴72上的锥齿轮75与第二传动轴74上的锥齿轮75啮合,第一传动轴72下部连接有转动阀门78,转动阀门78位于第一固定板71下侧,转动阀门78能将喷丝管5的入料端挡住。
38.收卷机构8包括有电机81、安装板82、第一复位弹簧83、棱杆84、拉板85、套杆86、绕线筒87、普通弹簧88、第一夹板89、棱块810、第一安装杆812、连接杆811和第二转盘813,前侧支撑架1后侧安装有电机81,电机81的输出轴上连接有安装板82,安装板82后侧连接有第一复位弹簧83,电机81的输出轴上滑动式连接有棱杆84,棱杆84上连接有拉板85,第一复位弹簧83后侧连接在拉板85上,棱杆84后侧滑动式连接有套杆86,棱杆84能够与套杆86脱离,套杆86外侧滑动式连接有绕线筒87,绕线筒87用于将超细纤维缠绕卷起,绕线筒87为可拆卸设置,绕线筒87上部滑动式连接有第一夹板89,第一夹板89与绕线筒87之间连接有两根普通弹簧88,套杆86后侧连接有棱块810,套杆86内连接有连接杆811,连接杆811后侧转动式连接有第一安装杆812,第一安装杆812与后侧支撑架1转动配合,第一安装杆812后侧连接有第二转盘813。
39.首先可以拉动第一挡板4和第二挡板41滑动分别不再将第一下料管3和第二下料管31挡住,随后使用者分别将两种不同浓度的纺丝流体分别加入第一下料管3和第二下料管31内,通过第一下料管3和第二下料管31注入箱体2内的两个腔体中,加好后,推动第一挡板4和第二挡板41复位再次将第一下料管3和第二下料管31挡住,随后使用者可以扭动第一转盘73带动第二传动轴74转动,第二传动轴74转动通过第一锥齿轮75和第一传动轴72转动,第二传动轴74在转动时带动转动阀门78转动,当转动阀门78转动至不再将喷丝管5的入料端挡住时,停止旋转第一转盘73,随后可以推动挤压架63带动连接架62向下移动,连接架62在向下移动时带动压板61向下移动,压板61在向下移动时将两种不同浓度的纺丝流体通过喷丝管5挤出,挤出的两种不同浓度的纺丝流体在喷丝头51内接触,从而形成超细纤维,超细纤维则通过喷丝头51喷出,随后使用者可以拉动第一夹板89向上移动,普通弹簧88被拉伸,再将形成的超细纤维并成一团,并成一团后,将超细纤维一端放置在第一夹板89与绕线筒87之间,随后随着第一下料管3和第二下料管31不断将两种不同浓度的纺丝流体挤出形成超细纤维,可以启动电机81带动棱杆84转动,棱杆84转动带动套杆86转动,套杆86转动带动绕线筒87转动,绕线筒87转动能够将超细纤维缠绕在绕线筒87上,从而对超细纤维进行缠绕收集,当将两种不同浓度的纺丝流体全部挤出后,绕线筒87也将超细纤维完全收集,这时可以关闭电机81,再拉动拉板85向前移动,第一复位弹簧83被压缩,拉板85向前移动带动棱杆84向前移动,当棱杆84向前移动至不再卡入套杆86内时,可以扭动第二转盘813转
动,第二转盘813转动带动第一安装杆812转动,第一安装杆812转动带动连接杆811转动,连接杆811转动带动套杆86移动,当套杆86移动至不再对准棱杆84时,可以将绕线筒87抽出,随后再套入新的绕线筒87,套好后,反向转动第二转盘813带动第一安装杆812复位,再松开棱杆84,在第一复位弹簧83的作用下棱杆84再次卡入套杆86内,随后即可再次进行超细纤维的生产制作,如此反复,就能够进行超细纤维的生产制作,如果箱体2内的两种不同浓度的纺丝流体使用完后,手动将挤压架63向上拉动复位,进而带动压板61和连接架62向上移动复位。
40.实施例2在实施例1的基础之上,如图1、图2、图10和图11所示,还包括有合并机构9,合并机构9用于将超细纤维横向聚拢,合并机构9包括有气缸91、安装架92、l型杆93、铰接板94、拉杆95、第二安装杆96和挤压杆97,箱体2右侧中部安装有气缸91,气缸91的伸缩杆上连接有安装架92,安装架92底部左右两侧均连接有两根l型杆93,l型杆93上部能够托住挤压架63底部,左右两侧的两根l型杆93为前后对称设置,两侧的l型杆93分别能够在两侧的挤压架63上滑动,箱体2左右两侧均前后对称铰接连接有铰接板94,左右两侧的铰接板94为对称设置,同侧的两块铰接板94下部之间连接有拉杆95,l型杆93托住拉杆95,铰接板94底部连接有第二安装杆96,同侧的两根第二安装杆96之间连接有挤压杆97,l型杆93能够推动挤压杆97移动。
41.本装置还未开始运行时,气缸91的伸缩杆为伸长状态,当需要进行超细纤维的生产时,可以启动气缸91伸缩杆缩回带动安装架92向下移动,安装架92向下移动带动l型杆93向下移动,l型杆93向下移动后不再托住拉杆95,当安装架92向下移动至与挤压架63接触后,安装架92继续向下移动推动挤压架63向下移动,挤压架63在向下移动时通过连接架62带动压板61向下移动,压板61向下移动时将两种不同浓度的纺丝流体挤出形成超细纤维时,两侧的l型杆93也向下移动至与两侧的挤压杆97接触,这时两侧的l型杆93继续向下移动能够推动两侧的挤压杆97相互靠近,两侧挤压杆97相互靠近能够将散开超细纤维沿横向聚拢在一起,当两侧挤压杆97移动至极限时,也将散开的超细纤维完全沿横向聚拢,随后人工再从纵向将超细纤维并成一团即可,如此,就能够将超细纤维沿横向聚拢在一起,使得人工操作时更加方便,当生产完后,启动气缸91伸缩杆伸长,气缸91伸缩杆在伸长时带动安装架92向上移动,安装架92向上移动带动l型杆93向上移动,当l型杆93向上移动至抵住挤压架63后,l型杆93继续向上移动推动挤压架63向上移动,从而带动压板61复位,进而实现带动压板61复位的效果,当l型杆93向上移动至抵住拉杆95后,l型杆93继续向上移动能够推动拉杆95摆动,拉杆95摆动带动挤压架63摆动,当l型杆93复位时,挤压架63也完全复位。
42.还包括有推料机构10,推料机构10用于将超细纤维并成一团,推料机构10包括有第一固定杆101、卡块102、磁环103、第二夹板104、推板105、第二复位弹簧106和卡板107,第二安装杆96上连接有第一固定杆101,第一固定杆101上连接有卡块102,挤压杆97前后两侧均滑动式连接有磁环103,两根挤压杆97上的磁环103能够吸在一起,磁环103底部连接有第二夹板104,第二夹板104下部连接有推板105,四块推板105能够组合在一起,第二夹板104上转动式连接有卡板107,卡板107能够在卡块102上转动和滑动,第二夹板104与卡块102之间连接有第二复位弹簧106。
43.卡板107在被卡块102挡住时,第二复位弹簧106为压缩状态,当两侧挤压杆97移动
至极限时,两个挤压杆97上的磁环103吸在一起,随后可以扭动卡板107,使得卡板107不再被卡块102挡住,随后在第二复位弹簧106的作用下第二夹板104向内移动,第二夹板104向内移动带动推板105向内移动,推板105在向内移动时能够将聚拢在一起的超细纤维沿纵向移动并成一团,当四块推板105组合在一起时,并成一团的超细纤维位于四块推板105之间,如此,就不需要人工来将超细纤维并成一团,有效的节省了人力,当两侧挤压杆97复位后,可以拉动磁环103向外移动,磁环103向外移动带动第二夹板104向外移动,第二复位弹簧106被压缩,当卡板107移动至穿过卡块102后,再扭动卡板107转动,使得卡块102将卡板107固定即可。
44.实施例3在实施例2的基础之上,如图1、图2、图12、图13、图14和图15所示,还包括有拉扯机构11,拉扯机构11用于检测超细纤维的质量,拉扯机构11包括有固定架111、第二固定板112、第一滚轮113和第二滚轮114,两个支撑架1相互靠近的一侧下部左右两侧均连接有固定架111,同侧的两个固定架111相互靠近的一侧均连接有第二固定板112,同侧的两块第二固定板112之间转动式连接有第一滚轮113和第二滚轮114,第二滚轮114位于第一滚轮113内侧。
45.在将并成一团的超细纤维拉出时,可以将并成一团的超细纤维先穿过左侧的第一滚轮113和第二滚轮114,再穿过右侧的第一滚轮113和第二滚轮114,最后再操作第一夹板89和绕线筒87将并成一团的超细纤维夹住,在将超细纤维缠绕收集时,增大了摩擦力,从而通过第一滚轮113和第二滚轮114来测试超细纤维的质量,如此,就能够对超细纤维的质量进行检测。
46.还包括有引导机构12,引导机构12用于引导超细纤维,引导机构12包括有第一皮带轮121、平皮带122、转动杆123、第二皮带轮124、圆柱凸轮125、第二固定杆126、导向杆127、引导架128和第三滚轮129,电机81的输出轴上连接有第一皮带轮121,前侧支撑架1后侧上部转动式连接有转动杆123,转动杆123上连接有第二皮带轮124,第二皮带轮124与第一皮带轮121之间绕有平皮带122,转动杆123后侧连接有圆柱凸轮125,电机81顶部连接有第二固定杆126,第二固定杆126后侧连接有导向杆127,导向杆127上滑动式连接有引导架128,引导架128上部能够在圆柱凸轮125上滑动,引导架128内转动式连接有第三滚轮129,第三滚轮129套在导向杆127外侧。
47.在将并成一团的超细纤维拉出时,可以将并成一团的超细纤维穿过引导架128再操作第一夹板89和绕线筒87夹紧,电机81在启动时会带动第一皮带轮121转动,第一皮带轮121转动通过平皮带122带动第二皮带轮124转动,第二皮带轮124转动带动转动杆123转动,转动杆123转动带动圆柱凸轮125转动,圆柱凸轮125在转动时能够带动引导架128前后往复移动,从而使得绕线筒87在将超细纤维缠绕时,超细纤维能够前后移动,能够更加均匀的进行缠绕在绕线筒87上,如此,就能够更加均匀的进行超细纤维的缠绕。
48.以上所述实施例仅表达了本发明的优选实施方式,其描述较为具体和详细,但并不能因此而理解为对本发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形、改进及替代,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。