1.本实用新型涉及制冷设备技术领域,具体涉及一种制冷设备的台面板材及具有该台面板材的制冷设备。
背景技术:
2.台面板是制冷设备必不可少的部件;为了制作台面板,往往是将几块板材进行焊接,焊接后再进行打磨。然而这种焊接打磨的台面板,在打磨时容易把焊点磨穿,而使得焊接的板易胶焊。如此耗时又浪费人工,且不锈钢焊接需专业有焊工证的人方可上岗,生产成本较高。
技术实现要素:
3.本实用新型的目的是提供一种一体式台面板材及具有其的制冷设备,利用该台面板材可以加工成一体式台面板,有利用提高生产效率和安全性。
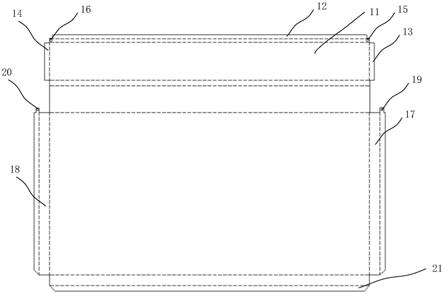
4.为解决上述技术问题,本实用新型提供了一种一体式台面板材,包括板面10,所述板面10上侧设置第一折边11,所述第一折边11的长度小于所述板面10的宽度;所述板面10右侧间隔设置第二折边12和第三折边13;所述板面10左侧间隔设置第四折边14、第五折边15;所述板面10的下侧设置第六折边16;所述第二折边12和第四折边14靠近所述第一折边11设置,且与所述板面10的上边缘间隔第一距离;所述第三折边13和第五折边15靠近所述第六折边16设置,且与所述板面10的下边缘间隔第二距离;所述第二折边12和所述第四折边14相对设置,所述第三折边13和所述第五折边15相对设置;所述第三折边13和第五折边15靠近所述第六折边16设置;所述第二折边12和第四折边14的宽度和长度相等;所述第五折边15和第六折边16的宽度和长度相等,且所述第二折边12的宽度和长度均小于所述第三折边13的宽度和长度;所述第三折边13右侧还设置第七折边17,所述第五折边15左侧还设置第八折边18。
5.可选的,所述板面10右上角设置第一螺孔101;所述板面10的左上角设置第二螺孔102;所述第七折边17上侧设置第一凸出部,所述第八折边18上侧设置第二凸出部;所述第一凸出部开有第三螺孔171,所述第二凸出部开有第四螺孔181,所述一体式台面板材各折边折叠后所述第一螺孔101和第三螺孔171重合,所述第二螺孔201与第四螺孔181重合。
6.可选的,所述第七折边17的下侧边为斜切边;所述第八折边18的下侧边也为斜切边。
7.可选的,所述第六折边左侧边和右侧边均为斜切边。
8.可选的,所述斜切边均为45度。
9.本技术实施例还提供了一种制冷设备,包括一体式台面板,所述一体式台面板由如上述的一体式台面板材折成型。
10.可选的,将所述一体式台面板板材折叠后,通过铆钉铆接第一螺孔101和第三螺孔171,通过铆钉铆接所述第二螺孔201与第四螺孔181。
11.本技术实施例提供的一种一体式台面板材,通过对其进行折成型为台面板雏形,具有加工方便、生产效率高和安全性高的特点。
12.本技术实施例提供的一种制冷设备,包括由上述台面板材制作而成的台面板,具有能够高效生产、加工制造成本低的特点。
附图说明
13.图1是本实用新型实施例所提供的台面板材的结构平铺示意图;
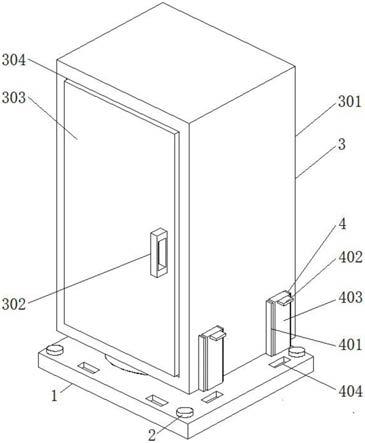
14.图2是本技术实施例所提供的台面板结构示意图。
具体实施方式
15.为了使本领域的技术人员更好地理解本实用新型的技术方案,下面结合附图和具体实施例对本实用新型作进一步的详细说明。但下述实施例仅为本实用新型的优选实施例,并非全部。基于实施方式中的实施例,本领域技术人员在没有做出创造性劳动的前提下所获得其他实施例,都属于本实用新型的保护范围。
16.在下文描述中,出现诸如术语“内”、“外”、“上”、“下”、“左”、“右”等指示方位或者位置关系仅是为了方便描述实施例和简化描述,而不是指示或暗示所指的装置或者元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
17.随着人们对生活质量要求的提高,气温调节已经深入到生活中的方方面面;制冷设备对食品保鲜或者冷冻具有积极意义,如何提高制冷设备加工效率是急需解决的技术问题。
18.基于此,如图1所示,本技术实施例提供了一种一体式台面板材,包括板面10,板面10呈方形,板面10上侧设置第一折边11,所述第一折边11的长度小于所述板面10的宽度;板面10右侧间隔设置第二折边12和第三折边13;板面10左侧间隔设置第四折边14、第五折边15;第二折边12上边缘距离板面10上边缘的距离与第四折边14上边缘距离板面10上边缘的距离相等,第二折边12下边缘距离第三折边13上边缘的距离与第四折边下边缘距离第五折边上边缘的距离相同,第三折边13下边缘和第五折边下边缘距离板面10下边缘的距离相同,第二折边12、第三折边13、第四折边14和第五折边15能够沿着各自与板面10相交的边进行折叠;板面10的下侧还设置第六折边16;第二折边12和第四折边14靠近所述第一折边11设置,且与所述板面10的上边缘间隔第一距离;所述第三折边13和第五折边15靠近所述第六折边16设置,且与所述板面10的下边缘间隔第二距离;所述第二折边12和所述第四折边14相对设置,第三折边13和第五折边15相对设置;第三折边13和第五折边15靠近第六折边16设置;第二折边12和第四折边14的宽度和长度相等;第五折边15和第六折边16的宽度和长度相等,且所述第二折边12的宽度和长度均小于所述第三折边13的宽度和长度;第三折边13右侧还设置第七折边17,所述第五折边15左侧还设置第八折边18。图1中虚线表示折线,通过在虚线处对该一体式台面板材折叠可以形成一体式台面板,折叠成型的一体式台面板的结构图如图2所示。
19.传统制造方法中需加工四块板料,四块板料还需焊接,焊接完表面会有焊点,需打磨处理,在打磨时又容易把焊点磨穿,而使得焊接的板易胶焊,如此,耗时又浪费人工,且不锈钢焊接需专业有焊工证的人方可上岗。而通过本技术实施例提供的一体式台面板材制造
制冷设备的台面板,利用专用刀排就能将该一体式台面板材通过刀排折成型,制造简单,有利于提高生产效率。
20.进一步的,在一个实施例中,如图1所示,板面10右上角设置第一螺孔101;板面10的左上角设置第二螺孔102;所述第七折边17上侧设置第一凸出部,所述第八折边18上侧设置第二凸出部;所述第一凸出部开有第三螺孔171,所述第二凸出部开有第四螺孔181,所述一体式台面板材各折边折叠后所述第一螺孔101和第三螺孔171重合,所述第二螺孔201与第四螺孔181重合。重合后,利用接铆钉固定该两个重合的螺孔,图2中折叠后,重合的螺孔位于底部;进一步的,在左右两边拼接口处进行满焊,再打磨即可,如图2中21处位置。
21.进一步的,如图1所示,在一个实施例中第七折边17的下侧边为斜切边;第八折边18的下侧边也为斜切边。第六折边16左侧边和右侧边均为斜切边,折叠后对应的斜切边对齐。所述斜切边均为45度。
22.基于上述一体式台面板材,本技术实施例还提供了一种制冷设备,包括如图2所述的一体式台面板,该一体式台面板由上述的一体式台面板材折成型。在一个实施例中,若一体式台面板材设置有第一螺孔101、第二螺孔102、第三螺孔171和第四螺孔181,将所述一体式台面板板材折叠后,通过铆钉铆接第一螺孔101和第三螺孔171,通过铆钉铆接所述第二螺孔201与第四螺孔181。进一步的,再在左右两边拼接口处进行满焊,再打磨即可,如图2中21处位置。本技术实施例提供的制冷设备,具有一体式台面板,该一体式台面板制作简单,效率高,且减少焊接,提高了生产安全性。
23.以上仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。