1.本发明涉及卫星通讯技术领域,具体涉及一种带背筋的天线反射面及其成型方法。
背景技术:
2.随着通讯、测控技术的飞速发展,天线反射面工作频段越来越高,适用的环境更加复杂,对天线发射面型面精度尤其是耐受环境变化下的型面精度提出了更高要求。目前,使用复合材料制作的天线反射面由于其重量轻、抵抗温度变化能力强等优点,逐渐为人们所接受并推广应用。
3.其中,复合材料天线反射面常见为蜂窝夹芯结构,分为内蒙皮、铝蜂窝、外蒙皮和用于提升刚度的背筋结构。现在主流的做法是内蒙皮和外蒙皮分别在模具上单独成型,再与铝蜂窝复合形成天线反射面,然后粘接或者安装背筋,工艺流程非常繁琐,效率不高,而且反射面边缘需要单独封边,工艺不稳定,容易露出铝蜂窝,进而容易受到环境腐蚀,降低天线寿命。
技术实现要素:
4.本发明目的在于提供一种带背筋的天线反射面及其成型方法,以主要解决上述问题。
5.为实现上述目的,本发明首先公开了一种带背筋的天线反射面,包括反射面本体和背筋,所述反射面本体包括表面金属化层、内蒙皮、外蒙皮和铝蜂窝芯,所述内蒙皮的一侧与所述表面金属化层贴合,另一侧与所述外蒙皮一侧的边缘压合形成一本体容腔,所述铝蜂窝芯固接在所述本体容腔内,所述本体容腔位于所述铝蜂窝芯的边缘填有充本体填充物,所述背筋包括边缘与所述外蒙皮另一侧压合形成一背筋容腔的背筋铺层,所述背筋容腔内填充有背筋填充物。
6.进一步的,所述本体填充物采用倒角泡沫,所述背筋填充物采用背筋填充泡沫。
7.进一步的,所述铝蜂窝芯和倒角泡沫通过发泡胶粘接,所述倒角泡沫和铝蜂窝芯通过本体胶膜与所述外蒙皮和内蒙皮粘接,所述背筋填充泡沫通过背筋胶膜与所述外蒙皮和背筋铺层粘接。
8.进一步的,所述表面金属化层为喷涂的厚度为0.1
‑
0.2mm厚的铝层或者锌层。
9.进一步的,所述内蒙皮和外蒙皮一侧的边缘压合后的压合宽度为15
‑
25mm。
10.进一步的,所述倒角泡沫和背筋填充泡沫的材质为pmi或者pek。
11.然后,本发明公开了一种带背筋的天线反射面的成型方法,包括如下步骤:
12.s1、在天线反射面的成型模具上涂刷脱模剂和转移膜;
13.s2、在成型模具上喷涂表面金属化层;
14.s3、在表面金属化层上铺叠内蒙皮,抽真空预压实内蒙皮;
15.s4、在内蒙皮上安装铝蜂窝芯和倒角泡沫,内蒙皮、铝蜂窝芯和倒角泡沫粘接一
体;
16.s5、铺叠外蒙皮,外蒙皮、铝蜂窝芯和倒角泡沫粘接一体,外蒙皮的边缘与内蒙皮压合;
17.s6、在外蒙皮上铺贴背筋填充泡沫和背筋铺层,外蒙皮、背筋填充泡沫和背筋铺层粘接一体,将背筋铺层的边缘压合在外蒙皮上;
18.s7、封装真空袋,在热压罐中进行固化成型。
19.进一步的,在步骤s5中,所述外蒙皮的边缘与内蒙皮压合的压合区域设置有大于15mm宽的用于固化后切除的工艺余量。
20.进一步的,在步骤s4中,所述倒角泡沫上表面与铝蜂窝芯上表面平齐,且所述倒角泡沫的倒角为15
‑
25
°
。
21.进一步的,在步骤s7中,在热压罐中进行固化时,固化参数为:
22.a)抽真空至
‑
0.09mpa以下;
23.b)以1
‑
2℃/min的速率升温至60
±
5℃,保温8
‑
12min;
24.c)加外压0.05
‑
0.1mpa,停止抽真空通大气,继续加压至0.1
‑
0.2mpa,保持压力;
25.d)以1
‑
2℃/min的速率继续升温至90
±
5℃,保温保压100
‑
140min;
26.e)以不大于1℃/min的速率降温至60℃以下,卸压后出罐。
27.与现有技术相比,本发明的优点在于:
28.本发明的带背筋结构天线反射面结构简单,内蒙皮、外蒙皮边缘直接压合形成层压结构,封边效果好,保护芯材免于环境腐蚀,提高天线反射面寿命。进一步的,反射面本体与背筋一次成型,不需要制造单独的外蒙皮成型模具和背筋成型模具,能够大幅度缩短研制周期,降低成本。同时,本发明工艺流程短,能够提升生产效率,特别适合批量生产。
29.下面将参照附图,对本发明作进一步详细的说明。
附图说明
30.构成本技术的一部分的附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
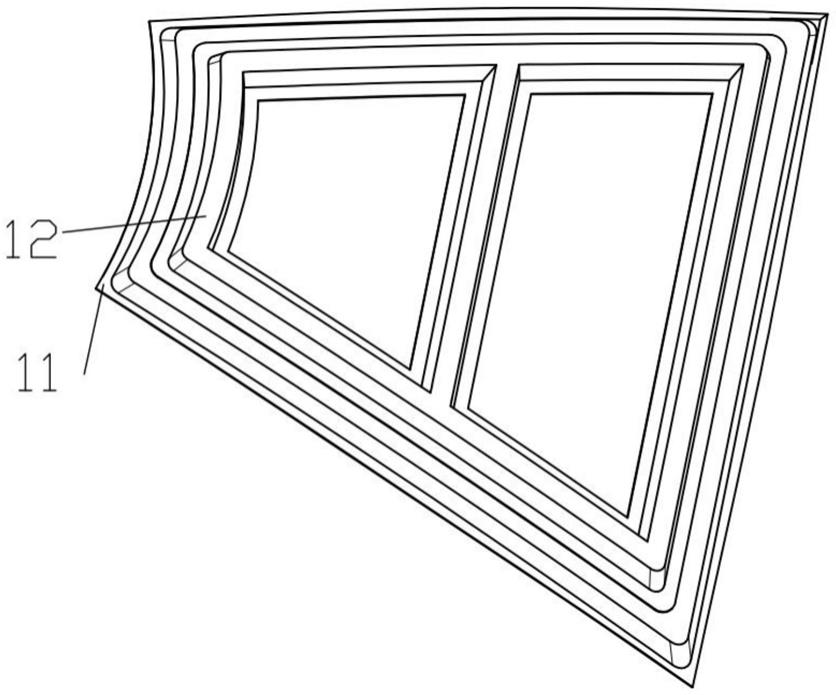
31.图1是本发明优选实施例公开的带背筋的天线反射面的结构示意图;
32.图2是本发明优选实施例公开的带背筋的天线反射面的截面示意图。
33.图例说明:
34.1、表面金属化层;2、内蒙皮;3、外蒙皮;4、本体胶膜;5、倒角泡沫;6、铝蜂窝芯;7、背筋铺层;8、背筋胶膜;9、背筋填充泡沫;10、发泡胶;11、反射面本体;12、背筋;13、本体容腔;14、背筋容腔。
具体实施方式
35.以下结合附图对本发明的实施例进行详细说明,但是本发明可以由权利要求限定和覆盖的多种不同方式实施。
36.如图1
‑
2所示,本发明优选实施例提供了一种带背筋的天线反射面,包括反射面本体11和背筋12,背筋12固接在反射面本体11的背部,反射面本体11包括表面金属化层1、内蒙皮2、外蒙皮3和铝蜂窝芯6,表面金属化层1为喷涂的厚度为0.1
‑
0.2mm厚的铝层或者锌
层,内蒙皮2的一侧与表面金属化层1贴合,另一侧与外蒙皮2一侧的边缘压合形成一本体容腔13,铝蜂窝芯6固接在本体容腔13内,背筋12包括边缘与外蒙皮3另一侧压合的背筋铺层7。在本实施例中,为了防止铝蜂窝芯6固化受压时的移动,本体容腔13位于铝蜂窝芯6的外侧填充有倒角泡沫5,倒角泡沫5和铝蜂窝芯6均与外蒙皮3的一侧通过本体胶膜4粘接一体,而倒角泡沫5和铝蜂窝芯6之间通过发泡胶10粘接一体。
37.在本实施例中,背筋铺层7与外蒙皮3的另一侧形成有一背筋容腔14,背筋容腔14内填充有背筋填充泡沫9,背筋填充泡沫9与外蒙皮3通过背筋胶膜8粘接,倒角泡沫5和背筋填充泡沫9的材质为pmi或者pek。
38.在本实施例中,内蒙皮2和外蒙皮3一侧的边缘压合后的压合宽度为20mm,该种宽度的压合区域可以彻底隔离环境腐蚀。
39.然后,本发明公开了一种带背筋的天线反射面的成型方法,包括如下步骤:
40.s1、在天线反射面的成型模具上涂刷脱模剂和转移膜,其中,涂刷脱模剂三遍,转移膜采用聚乙烯醇。
41.s2、在成型模具上喷涂表面金属化层1,本实施例为纯铝,厚度0.1
‑
0.2mm。
42.s3、在表面金属化层1上铺叠内蒙皮2,材料选用t700
‑
12k/yph
‑
23快织物预浸料,铺层[
±
45/(0,90)]s,厚度0.8mm,第1层和之后的每3层铺贴后抽真空预压实。
[0043]
s4、在内蒙皮2上铺叠和安装铝蜂窝芯6和倒角泡沫5,其中采用j
‑
69e胶膜粘接,铝蜂窝芯6采用5a025
×
0.04,倒角泡沫5采用xk75 pmi;倒角泡沫5与铝蜂窝芯6之间采用j
‑
69d发泡胶拼接,倒角泡沫5上表面与铝蜂窝芯6上表面平齐,且倒角泡沫5的倒角15
‑
25
°
,防止固化时的侧向滑移。
[0044]
s5、铺叠外蒙皮3,材料为t700
‑
12k/yph
‑
23快织物预浸料,铺层[
±
45/(0,90)]s,厚度0.8mm,外蒙皮与内蒙皮压合宽度可设置为40mm,其中20mm为工艺余量,可以在固化后切除。
[0045]
s6、在外蒙皮3上铺贴背筋填充泡沫9和背筋铺层7,其中,背筋填充泡沫9采用xk75,背筋填充泡沫9采用j
‑
69e胶膜包裹,然后铺贴背筋铺层7,材料为t700
‑
12k/yph
‑
23快织物预浸料,铺层[
±
45/(0,90)]5,厚度2mm。
[0046]
s7、封装真空袋,在热压罐中进行固化成型。其中,在热压罐中进行固化时,固化参数为:
[0047]
a)抽真空至
‑
0.092mpa以下;
[0048]
b)以1.5℃/min的速率升温至60
±
5℃,保温10min;
[0049]
c)加外压0.1mpa,停止抽真空通大气,继续加压至0.15mpa,保持压力;
[0050]
d)以1.5℃/min的速率继续升温至90
±
5℃,保温保压120min;
[0051]
e)以不大于0.8℃/min的速率降温至55℃以下,卸压出罐。
[0052]
其中,通过b)和d)的台阶式升温过程,从而有利于确保产品温度的均匀性,进而均衡产品的应力分布,提升产品的成形精度。
[0053]
s8、脱模,清理毛刺及残胶,切除上蒙皮、下蒙皮压合区的20mm工艺余量。
[0054]
虽然本发明已以较佳实施例揭露如上,然而并非用以限定本发明。任何熟悉本领域的技术人员,在不脱离本发明技术方案范围的情况下,都可利用上述揭示的技术内容对本发明技术方案做出许多可能的变动和修饰,或修改为等同变化的等效实施例。因此,凡是
未脱离本发明技术方案的内容,依据本发明技术实质对以上实施例所做的任何简单修改、等同变化及修饰,均应落在本发明技术方案保护的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

