1.本实用新型涉及大型工件加工的技术领域,尤其涉及铜管件、棒体加工的测量大型工件的专用游标卡尺。
背景技术:
2.在大型铜管件测量内径或外径时,通常是采用标准量具进行测量,例如标准量定长量杆进行测量,但是目前市面上的标准定长量杆重量大,不适合单人操作,并且由于标准定长量杆长度固定,造成测量工件时通用性差。
技术实现要素:
3.针对目前市面的标准定长量杆重量大,不适合单人操作,并且由于标准定长量杆长度固定,通用性差的技术问题,本实用新型提出一种测量大型工件的专用游标卡尺。
4.为了解决上述问题,本实用新型的技术方案是这样实现的:
5.一种测量大型工件的专用游标卡尺,包括主杆和副杆,所述副杆平行设置在主杆上;所述主杆一端活动设置校准端,主杆另一端设置有测量端且所述副杆通过测量端与主杆相连。
6.优选地,所述校准端包括第一夹紧座、第二夹紧座、第一卡爪、调节螺丝以及锁紧旋钮,所述第一夹紧座和第二夹紧座依次套设在所述主杆一端上,所述调节螺丝依次穿过锁紧旋钮、第一夹紧座和第二夹紧座后与第一卡爪相连且所述锁紧旋钮穿设在所述第一夹紧座内,所述第一卡爪滑动设置在所述第二夹紧座内;所述第一卡爪与测量端相配合。
7.优选地,所述测量端包括尺架、滑座和第二卡爪,所述尺架设置在所述主杆另一端且所述副杆通过尺架与主杆相连;所述滑座滑动套设在尺架上,所述第二卡爪设置在所述滑座上;所述第二卡爪与所述校准端中的第一卡爪相配合。
8.优选地,所述第一卡爪和所述第二卡爪处于同一水平直线上。
9.优选地,所述主杆上还套设有第三夹紧座和第四夹紧座,所述副杆一端依次穿设在所述第三夹紧座和第四夹紧座内,所述副杆另一端通过第五夹紧座与所述尺架一端相连,所述尺架另一端与所述第四夹紧座相连。
10.优选地,所述主杆和副杆均采用碳纤维制成。
11.优选地,所述尺架上设置有测量刻度标识且所述测量刻度标尺与所属第二卡爪相配合;所述滑座上设置有顶紧螺丝,所述顶紧螺丝穿过所述滑座与所述尺架相配合。
12.与现有技术相比,本实用新型的有益效果:
13.1、本实用新型在使用前,首先利用标准量杆进行校准,在校准时将测量端调零抵触标准量杆一端,随后通过微调校准端抵触标准量杆另一端,进而完成专用游标卡尺的校准,随后可进行大型工件的内径或外径测量工作,通过观察测量端的移动位置,读出校准端上对应的刻度,然后根据标准量杆的长度结合读出的刻度进而计算得出工件的外径或内径,整体操作简单,使用方便;
14.2、本实用新型中主杆和副杆均采用碳纤维制成,碳纤维稳定性好,无热胀冷缩形变,成本低、重量轻,在对大型铜管件进行测量时,由于其重量轻,单人即可完成测量,减少人工成本,测量效率高。
附图说明
15.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
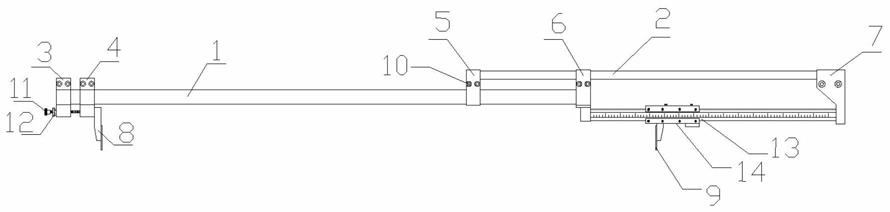
16.图1为本实用新型的结构示意图。
17.图中,1为主杆,2为副杆,3为第一夹紧座,4为第二夹紧座,5为第三夹紧座,6为第四夹紧座,7为第五夹紧座,8为第一卡爪,9为第二卡爪,10为连接螺栓,11为调节螺丝,12为锁紧旋钮,13为尺架,14为滑座。
具体实施方式
18.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有付出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
19.如图1所示,一种测量大型工件的专用游标卡尺,包括主杆1和副杆2,副杆2平行设置在主杆1上;主杆1一端活动设置校准端,校准端包括第一夹紧座3、第二夹紧座4、第一卡爪8、调节螺丝11以及锁紧旋钮12,第一夹紧座3和第二夹紧座4依次套设在主杆1一端上,调节螺丝11依次穿过锁紧旋钮12、第一夹紧座3和第二夹紧座4后与第一卡爪8相连且锁紧旋钮12穿设在第一夹紧座3内,第一卡爪8滑动设置在第二夹紧座4内,校准端在使用前需要进行校准调整,首先反向旋动锁紧旋钮,此时锁紧旋钮逐渐从第一夹紧座内滑出,此时调节螺丝解除锁紧状态,可通过转动调节螺丝带动第一卡爪在第二夹紧座内滑动,进而实现了校准端的微调,微调到位后,正向旋动锁紧旋钮锁紧调节锁死,保持第一卡爪固定状态。
20.主杆1另一端设置有测量端,第一卡爪8与测量端相配合,第一卡爪与测量端之间在校准时,校准长度与标准定长量杆长度相等,进而仅通过调节测量端结合校准长度即可计算得出工件的尺寸且副杆2通过测量端与主杆1相连。
21.测量端包括尺架13、滑座14和第二卡爪9,尺架13设置在主杆1另一端且副杆2通过尺架13与主杆1相连;滑座14滑动套设在尺架13上,第二卡爪9设置在滑座14上;第二卡爪9与校准端中的第一卡爪8相配合,第一卡爪与第二卡爪之间在校准时抵触标准测量杆,校准长度与标准定长量杆长度相等,进而仅通过调节测量端结合校准长度即可计算得出工件的尺寸,第一卡爪8和第二卡爪9处于同一水平直线上,有助于第一卡爪和第二卡爪校准测量时的精确度。
22.在使用前,首先利用标准量杆进行校准,在校准时将测量端调零抵触标准量杆一端,随后通过微调校准端抵触标准量杆另一端,进而完成专用游标卡尺的校准,例如标准量杆长度为3m,此时校准后的第一卡爪与第二卡爪之间的长度为3m,随后可进行大型工件的
内径或外径测量工作,通过观察测量端的移动位置,读出校准端上对应的刻度,然后根据标准量杆的长度结合读出的刻度进而计算得出工件的外径或内径,整体操作简单,使用方便。一端调零,然后将标准量杆放置在两个卡爪之间,对另一端的卡爪进行微调,实现对2个卡爪间距的校准。
23.主杆1上还套设有第三夹紧座5和第四夹紧座6,副杆2一端依次穿设在第三夹紧座5和第四夹紧座6内,副杆2另一端通过第五夹紧座7与尺架13一端相连,尺架13另一端与第四夹紧座6相连,第一夹紧座、第二夹紧座、第三夹紧座、第四夹紧座和第五夹紧座上均设置有连接螺栓10,通过拧动连接螺栓10可将夹紧座从主杆上拆卸掉。
24.主杆1和副杆2均采用碳纤维制成,碳纤维稳定性好,无热胀冷缩形变,成本低、重量轻,在对大型铜管件进行测量时,由于其重量轻,单人即可完成测量,减少人工成本,测量效率高。
25.尺架13上设置有测量刻度标识且测量刻度标尺与第二卡爪9相配合,在测量工件时,通过观察移动到位后第二卡爪对准的测量刻度标尺的读数结合标准定长即可计算得出工件尺寸;滑座14上设置有顶紧螺丝,顶紧螺丝穿过滑座14与尺架13相配合即在第二卡爪移动到位后,通过拧动顶进螺丝顶紧尺架,完成滑座和第二卡爪的固定,便于后续读数。
26.本具体实施例仅仅是对本实用新型的解释,其并不是对本实用新型的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本实用新型的权利要求范围内都受到专利法的保护。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。