1.本实用新型属于建筑装饰材料,具体涉及一种拼图式定制图案的硬质地板。
背景技术:
2.随着人们生活水平的提高,符合消费者个性化定制的需要成为了市场必然,市面上,现有的大多数的地板存在着图案纹理单一,呈现的是单调的重复铺贴效果,于是市场上出现了一些通过彩绘打印定制图案的地板,但存在的问题有:有些石晶地板图案绘制后没有附着耐磨层而造成图案层暴露于第一层,图案会刮花甚至脱落,所以大大减少了地板的使用寿命;有些石晶地板图案绘制后虽然有耐磨层,但是此时定制图案地板附着耐磨层的方法是通过喷涂或者辊涂、淋涂的方式在图案层上涂敷树脂类耐磨层材料,这类材料固化后硬而脆,与地板的刚性底材的收缩率不一致,造成与硬质的片材地板胶结不牢固,容易脱落不稳定。基于以上所述问题,如何在绘制好图案的底材层上牢固附着pvc耐磨层是一个必须解决的问题。
3.目前在建筑装饰的领域中,spc石晶地板非常符合国家轻质绿色环保装材的发展理念,其主要成分是石粉、聚氯乙烯按一定比例混合而成的复合材料,图1为现有常规spc石晶地板生产工艺流程常规地板制作流程,但是其生产工艺是将pvc耐磨层、图案彩膜层和基材通过热压延机一次压延而成,然后将压延后的地板基材再经过压纹、切片、涂敷uv涂层耐磨层、开槽等工艺完成,图案彩膜是大批量印刷而成的卷膜,无法实现个性化定制及小批量生产。
技术实现要素:
4.为了克服现有技术的不足和缺点,本实用新型的目的在于提供一种拼图式定制图案的硬质地板。
5.本实用新型目的通过下述技术方案实现:
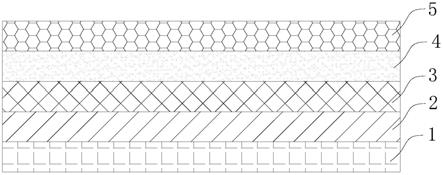
6.一种拼图式定制图案的硬质地板,包括底材层、图案层、uv胶层、pvc 耐磨层和uv涂层耐磨层;所述底材层由硬质片材构成,图案层印制在底材层上,所述pvc耐磨层通过uv胶层胶结在印制有图案层的底材层上,所述uv 涂层耐磨层涂敷在pvc耐磨层上。
7.优选的,所述底材层为石晶地板基材。
8.优选的,所述石晶地板基材为覆有白色pvc膜且无耐磨层的石晶地板基材。
9.优选的,所述pvc耐磨层为pvc透明材料层。
10.优选的,所述pvc耐磨层为pvc半透明材料层。
11.优选的,所述uv胶层为环保紫外线光照固化树脂材料。
12.优选的,所述图案层通过喷绘构成。
13.本实用新型所述的拼图式定制图案的硬质地板的制备方法,包含如下步骤:
14.(1)地板片材制作:将pvc纯白膜通过辊压延机与底材热压成整块地板片材;
15.(2)通过分切机将步骤(1)中的地板片材分切成所需规格大小;
16.(3)通过开槽机将步骤(2)得到的地板片材切出锁扣槽位,制成拼图式定制图案的锁扣地板基材,并使用板面清洁机清洁板面;
17.(4)将步骤(3)中的锁扣地板基材通过uv平板喷绘机,喷绘定制图案层;
18.(5)通过辊涂机将uv胶涂在步骤(4)所述的图案层上,形成uv胶层;
19.(6)通过加热流平线使单元锁扣地板上的uv胶流平;
20.(7)通过uv光固机固化uv胶层;
21.(8)通过覆膜机在uv胶层上涂覆pvc耐磨层膜;
22.(9)通过耐磨层膜切割机切除步骤(8)中多余pvc耐磨层膜;
23.(10)通过辊涂机在pvc耐磨层外涂布uv耐磨层,得拼图式定制图案锁扣底板成品。
24.优选的,所述步骤(3)中板面需清洁干净,无杂质及化学添加剂残留,否则影响墨水与板的附着力。
25.优选的,所述步骤(4)在uv平板喷绘机上做好定位,清洁好单元地板板面后将地板一块块定位到uv平板喷绘机上,检查地板基材的平整性,有翘曲的板需要取出,检查每块板是否放置精准;待uv平板喷绘机uv墨水温度45 度左右时,检测好各喷头状态,确保不缺色,调整喷绘机喷头至离地板板面1mm 高度左右,将图案喷绘在基材上,查看喷绘是否清晰并检测图案层与基材的附着力,然后将喷绘好图案的单元地板按顺序叠放,完成各个单元地板的图案绘制工作。
26.优选的,所述步骤(4)中定制图案分两种情形:一种是整体图案定制,通过photoshop等平面软件将客户定制的图案调整到实际大小,检查图案清晰度及调整好比例,根据所采用的单元锁扣地板尺寸及平板喷绘机的工作尺寸,将图案分割出多个单元地板尺寸文件,按顺序排列并制作好每块板编号,编号标识在地板基材锁扣结构的边缘,输出图像喷绘文件;另外一种是四方连续图案定制,每片单元地板图案相同,不需编号,图像喷绘文件一致,各单元地板定制图案后地板图案元素精准对接,形成无缝拼接的画面;
27.在定制图案过程中需要注意,如果是整体图案拼图定制,每个单元地板图案需标记第几行第几列,方便客户安装时按编号安装,完成拼图图案;如果是四方连续图案拼图定制,要按照客户铺设的尺寸计算所需的单元地板数量;同时,在给地板基材喷绘前应仔细检查图像文件的清晰度,应按客户要求的实际尺寸放大图像,查看其分辨率是否足够清晰,以避免图案绘制时发生差错,浪费基材。
28.优选的,所述步骤(5)中单元地板辊涂前需清洁地板板面,以免影响胶水附着力,利用uv胶环保透明,固化迅速并且粘结牢固的特点,通过辊涂机将 uv胶涂布于板面上,需涂布均匀,厚度为0.05~0.2mm,优选为0.1mm,太薄附着力不够,太厚胶水会外溢到耐磨层边缘。
29.优选的,所述步骤(6)具体的操作步骤为通过加热流平线使地板上的uv 胶加热流平以保证胶水的粘结力并防止产生气泡现象;
30.优选的,所述步骤(8)中采用覆膜机将耐磨层膜覆到地板上,耐磨层膜要比单元锁扣地板单边大10~15mm;耐磨层膜厚度为0.2mm
‑
0.7mm范围;覆膜完成后立刻采用强uv紫外线照射固化,光照功率需在3w每平方厘米以上, uv胶充分固化后将耐磨层与印好图案的基材层牢固粘结在一起;
31.优选的,单元锁扣地板宽度为180mm;耐磨层卷膜宽为190mm,耐磨层膜厚度为
0.5mm。
32.uv胶是通过紫外线照射固化的,由于地板的高效量产化需求,紫外光照射固化设备的功率需要足够,否则固化不足会造成耐磨层与图案层附着力不够而报废。
33.优选的,所述步骤(9)中通过精密切膜机将单元地板的耐磨层膜多余边料切除,要求边缘齐整无毛刺;切膜机需要达到0.03mm以内的重复定位精度,保证切割精准并且边缘齐整无毛刺,否则各地板之间无法拼接。
34.优选的,所述步骤(10)中在做好的地板pvc耐磨层上辊涂uv涂层,这样地板具有pvc耐磨层及uv耐磨层双层保护;提高了地板的耐用度,而且uv 涂层具有抗菌和耐烟头烫功能。
35.进一步的,由于是拼图式定制图案的硬质地板,定制的图案是单元地板一片片喷绘出来的,喷绘期间喷头状态可能发生变化而造成色差,所以制作完成需要拼铺地上,做进一步的校验检查,检查颜色的一致性,有色差的板需要重新制作。
36.本实用新型所述的拼图式定制图案的硬质地板的具体应用,当客户定制的是整体图案时,根据所采用的单元锁扣地板尺寸及平板喷绘机的工作尺寸,将图案分割出多个单元地板尺寸文件,按顺序排列并制作好每块板编号,编号标识在基材锁扣结构的边缘,输出图像喷绘文件;或当客户定制的是四方连续图案时,每片单元地板图案相同,不需编号,输出图像喷绘文件。
37.工作原理:
38.本实用新型所述拼图式定制图案的硬质地板在具体制作拼图式定制图案时:如果是整体图案拼图定制,通过photoshop等平面软件将客户定制的图案调整到实际大小,检查图案清晰度及调整好比例,根据所采用的单元锁扣地板尺寸及平板喷绘机的工作尺寸,将图案分割出多个单元地板尺寸文件,按顺序排列并制作好每块板编号,编号标识在基材锁扣结构的边缘,输出图像喷绘文件;如果是四方连续图案拼图定制,每片单元地板图案相同,不需编号,输出图像喷绘文件,地板图案由平板喷绘机印制后,辊涂uv胶层,胶水固化后将pvc 耐磨层与地板基材牢固粘结在一起,然后使用精密切膜机将板四边多余耐磨层膜边料切除,最后辊涂uv耐磨层从而完成可拼图地板的制作。具体工作流程请参见图2。
39.本实用新型相对于现有技术,具有以下有益效果:
40.(1)、本实用新型中图案层打印在底材层上,通过uv胶层将pvc耐磨层胶结在印制有图案的底材层上,然后在pvc耐磨层上涂敷uv涂层固化后作为表面耐磨层。本实用新型的特点在于可拼图式定制图案的硬质地板上覆有pvc 耐磨层,pvc耐磨层与底材层之间有一层uv胶,通过光照固化后的uv胶将 pvc耐磨层与印好图案的底材层牢固胶结在一起,材料环保,生产效率高,解决了目前市场上硬质地板绘制图案后无法附着pvc耐磨层的问题。
41.(2)、本实用新型克服了现有的常规的spc石晶地板其图案彩膜层是与基材层及pvc耐磨层经过热压延机一次热压成型,图案彩膜是大批量印刷而成的卷膜,无法实现个性化定制及小批量生产的问题;另外现有技术中uv耐磨层涂层是开锁扣槽之前辊涂完成的;本实用新型的拼图式定制图案的硬质地板不同于现有工艺在于:基材为已开槽锁扣结构的覆白色pvc膜无耐磨层地板基材,图案层是喷绘在裁切开槽后的基材上,pvc耐磨层是采用uv胶通过覆膜机覆膜到喷绘好的基材上固化后切除多余边料完成,uv耐磨层涂层是开锁扣槽之后辊涂完成,地板的图案层、pvc耐磨层及uv耐磨层涂层是后续分别完成的。
42.(3)、现有技术的定制图案地板附着耐磨层的方法是通过喷涂或者辊涂、淋涂的方式在图案层上涂敷树脂类耐磨层材料,这类材料固化后硬而脆,与地板的刚性底材的收缩率不一致造成与硬质的片材地板胶结不牢固,容易脱落不稳定,目前成熟的常规石晶地板生产工艺是pvc耐磨层,图案彩膜层,基材通过热压延机一次压延而成,然后经过压纹、切片、涂敷uv涂层耐磨层、开槽等工艺完成,其中的pvc耐磨层是经过高科技加工而成的一层透明pvc材料,其耐磨系数可高达8000转以上,性质柔韧有弹性,由于石晶地板是刚性片材地板,表面涂敷的uv涂层耐磨层也是硬而脆的材料,夹在两层之间的pvc耐磨层由于其柔韧性缓冲了受撞压的冲击力,从而保护了刚性的底材层和表面的uv涂层耐磨层,它决定了地板的耐磨度寿命,所以在常规的石晶地板生产工艺中, pvc耐磨层必不可少。
43.(4)、目前spc石晶地板实现可定制图案的难点在于pvc耐磨层的附着,而 pvc耐磨层的有无及其厚度决定着spc石晶地板的寿命,本实用新型利用uv 胶环保透明,胶结牢固的特点,通过覆膜机将uv胶涂敷在pvc耐磨层与底材之间,uv胶固化后将两者牢固胶结在一起,生产环保高效,成功实现了pvc 耐磨层的附着。
44.(5)、现有可以定制图案的地板还有pvc卷材,其工艺是通过在一个整张基材上绘制图案后裁切成型,其尺寸大小受基材及设备尺寸限制,常常无法达到客户需要的实际定制尺寸要求,本实用新型的可定制图案的spc石晶地板是一种刚性的片材地板,通过一块块单元地板上的图案拼图组合完成定制图案,无尺寸限制。
45.(6)、本实用新型所述可定制图案的地板材料为spc石晶地板,非实木地板、实木复合地板、强化地板或者刨花板地板。具有生产高效、工艺稳妥,使得地板图案的内容、颜色及尺寸不受限制的特点,还扩大了室内装饰材料设计的范围。
附图说明
46.图1为现有常规spc石晶地板生产工艺流程;
47.图2为本实用新型拼图式定制图案的硬质地板的制备工艺流程示意图;
48.图3为本实用新型实施例1的地板结构图;
49.图4为本实用新型实施例1的地板结构示意图;
50.图5为本实用新型实施例1的地板结构使用状态示意图。
具体实施方式
51.下面结合实施例及附图对本实用新型作进一步详细的描述,但本实用新型的实施方式不限于此。
52.实施例1
53.如图3、图4和图5所示,一种拼图式定制图案的硬质地板,包括底材层1、图案层2、uv胶层3、pvc耐磨层4和uv涂层耐磨层5;所述底材层1由硬质片材构成,图案层2印制在底材层上,所述pvc耐磨层4通过uv胶层3胶结在印制有图案层2的底材层1上,所述uv涂层耐磨层5涂敷在pvc耐磨层4上。所述底材层1为石晶地板基材;所述石晶地板基材为覆有白色pvc膜且无耐磨层的石晶地板基材(如果石晶地板基材本身有耐磨层将会影响图案层的喷涂);所述pvc耐磨层为pvc透明材料层;所述uv胶层为环保紫外线光照固化树脂材料;所述图案层通过喷绘构成。
54.实施例2
55.如实施例1所示的拼图式定制图案的硬质地板,其他的结构跟实施例1相同,其中所述pvc耐磨层为pvc半透明材料层。
56.实施例3
57.如图2所示,一种如实施例1所示的拼图式定制图案的硬质地板的制备方法,包括以下步骤:
58.(1)地板片材制作:将pvc纯白膜通过辊压延机与底材热压成整块地板片材。
59.(2)通过分切机将步骤(1)中的地板片材分切成所需规格大小。
60.(3)通过开槽机将步骤(2)得到的地板片材切出锁扣槽位,制成拼图式定制图案的锁扣地板基材,并使用板面清洁机清洁板面,板面需清洁干净,无杂质及化学添加剂残留,否则影响墨水与板的附着力。
61.(4)将步骤(3)中的锁扣地板基材通过uv平板喷绘机,喷绘定制图案层;
62.具体步骤为:在uv平板喷绘机上做好定位,清洁好单元地板板面后将地板一块块定位到uv平板喷绘机上,检查地板基材的平整性,有翘曲的板需要取出,检查每块板是否放置精准;待uv平板喷绘机uv墨水温度45度左右时,检测好各喷头状态,确保不缺色,调整喷绘机喷头至离地板板面1mm高度左右,将图案喷绘在基材上,查看喷绘是否清晰并检测图案层与基材的附着力,然后将喷绘好图案的单元地板按顺序叠放,完成各个单元地板的图案绘制工作。
63.优选地,此时定制图案为整体图案定制,通过photoshop等平面软件将客户定制的图案调整到实际大小,检查图案清晰度及调整好比例,根据所采用的单元锁扣地板尺寸及平板喷绘机的工作尺寸,将图案分割出多个单元地板尺寸文件,按顺序排列并制作好每块板编号,编号标识在地板基材锁扣结构的边缘,输出图像喷绘文件。
64.在定制图案过程中需要注意,当选择整体图案拼图定制,每个单元地板图案需标记第几行第几列,方便客户安装时按编号安装,完成拼图图案;同时,在给地板基材喷绘前应仔细检查图像文件的清晰度,应按客户要求的实际尺寸放大图像,查看其分辨率是否足够清晰,以避免图案绘制时发生差错,浪费基材。
65.(5)通过辊涂机将uv胶涂在步骤(4)所述的图案层上,形成uv胶层;
66.此时单元地板辊涂前需清洁地板板面,以免影响胶水附着力,利用uv胶环保透明,固化迅速并且粘结牢固的特点,通过辊涂机将uv胶涂布于板面上,需涂布均匀,厚度为0.1mm,太薄附着力不够,太厚胶水会外溢到耐磨层边缘。
67.(6)通过加热流平线使单元锁扣地板上的uv胶流平;
68.具体的操作步骤为通过加热流平线使地板上的uv胶加热流平以保证胶水的粘结力并防止产生气泡现象。
69.(7)通过uv光固机固化uv胶层。
70.(8)通过覆膜机在uv胶层上涂覆pvc耐磨层膜;
71.采用覆膜机将耐磨层膜覆到地板上,单元锁扣地板宽度为180mm;耐磨层卷膜宽为190mm,耐磨层膜厚度为0.5mm范围;其中,耐磨层卷膜宽度要比单元地板的宽度大,覆膜完成后立刻采用强uv紫外线照射固化,光照功率需在3w每平方厘米以上,uv胶充分固化后将耐磨层与印好图案的基材层牢固粘结在一起。
72.uv胶是通过紫外线照射固化的,由于地板的高效量产化需求,紫外光照射固化设备的功率需要足够,否则固化不足会造成耐磨层与图案层附着力不够而报废。
73.(9)通过耐磨层膜切割机切除步骤(8)中多余pvc耐磨层膜;
74.具体步骤为:通过精密切膜机将单元地板的耐磨层膜多余边料切除,要求边缘齐整无毛刺;切膜机需要达到0.03mm以内的重复定位精度,保证切割精准并且边缘齐整无毛刺,否则各地板之间无法拼接。
75.(10)通过辊涂机在pvc耐磨层外涂布uv耐磨层,得拼图式定制图案锁扣底板成品。具体的步骤为:在做好的地板pvc耐磨层上辊涂uv涂层,这样地板具有pvc耐磨层及uv耐磨层双层保护,提高了地板的耐用度,而且uv 涂层具有抗菌和耐烟头烫功能。
76.进一步地,由于可拼图式定制图案的硬质地板,定制的图案是单元地板一片片喷绘出来的,喷绘期间喷头状态可能发生变化而造成色差,所以制作完成需要拼铺地上,做进一步的校验检查,检查颜色的一致性,有色差的板需要重新制作。检查地板图案颜色,核对尺寸正确后,然后打好包装,制作安装示意图,给客户说明安装方法以及顺序完成地板的拼图过程。
77.实施例4
78.一种如实施例1所示的拼图式定制图案的硬质地板的制备方法,包括以下步骤:
79.(1)地板片材制作:将pvc纯白膜通过辊压延机与底材热压成整块地板片材。
80.(2)通过分切机将步骤(1)中的地板片材分切成所需规格大小。
81.(3)通过开槽机将步骤(2)得到的地板片材切出锁扣槽位,制成拼图式定制图案的锁扣地板基材,并使用板面清洁机清洁板面,板面需清洁干净,无杂质及化学添加剂残留,否则影响墨水与板的附着力。
82.(4)将步骤(3)中的锁扣地板基材通过uv平板喷绘机,喷绘定制图案层;
83.具体步骤为:在uv平板喷绘机上做好定位,清洁好单元地板板面后将地板一块块定位到uv平板喷绘机上,检查地板基材的平整性,有翘曲的板需要取出,检查每块板是否放置精准;待uv平板喷绘机uv墨水温度45度左右时,检测好各喷头状态,确保不缺色,调整喷绘机喷头至离地板板面1mm高度左右,将图案喷绘在基材上,查看喷绘是否清晰并检测图案层与基材的附着力,然后将喷绘好图案的单元地板按顺序叠放,完成各个单元地板的图案绘制工作。
84.优选地,此时定制图案为四方连续图案定制,每片单元地板图案相同,不需编号,图像喷绘文件一致,各单元地板定制图案后地板图案元素精准对接,形成无缝拼接的画面。
85.在定制图案过程中需要注意,当选择四方连续图案拼图定制时,要按照客户铺设的尺寸计算所需的单元地板数量;同时,在给地板基材喷绘前应仔细检查图像文件的清晰度,应按客户要求的实际尺寸放大图像,查看其分辨率是否足够清晰,以避免图案绘制时发生差错,浪费基材。
86.(5)通过辊涂机将uv胶涂在步骤(4)所述的图案层上,形成uv胶层;
87.此时单元地板辊涂前需清洁地板板面,以免影响胶水附着力,利用uv胶环保透明,固化迅速并且粘结牢固的特点,通过辊涂机将uv胶涂布于板面上,需涂布均匀,厚度为0.1mm,太薄附着力不够,太厚胶水会外溢到耐磨层边缘。
88.(6)通过加热流平线使单元锁扣地板上的uv胶流平;
89.具体的操作步骤为通过加热流平线使地板上的uv胶加热流平以保证胶水的粘结力并防止产生气泡现象。
90.(7)通过uv光固机固化uv胶层。
91.(8)通过覆膜机在uv胶层上涂覆pvc耐磨层膜;
92.采用覆膜机将耐磨层膜覆到地板上,耐磨层卷膜宽度要比单元地板的宽度大,单元锁扣地板宽度为180mm;耐磨层卷膜宽为190mm,耐磨层膜厚度为 0.5mm范围;其中,耐磨层卷膜宽度要比单元地板的宽度大,覆膜完成后立刻采用强uv紫外线照射固化,光照功率需在3w每平方厘米以上,uv胶充分固化后将耐磨层与印好图案的基材层牢固粘结在一起;
93.uv胶是通过紫外线照射固化的,由于地板的高效量产化需求,紫外光照射固化设备的功率需要足够,否则固化不足会造成耐磨层与图案层附着力不够而报废。
94.(9)通过耐磨层膜切割机切除步骤(8)中多余pvc耐磨层膜;
95.具体步骤为:通过精密切膜机将单元地板的耐磨层膜多余边料切除,要求边缘齐整无毛刺;切膜机需要达到0.03mm以内的重复定位精度,保证切割精准并且边缘齐整无毛刺,否则各地板之间无法拼接。
96.(10)通过辊涂机在pvc耐磨层外涂布uv耐磨层,得拼图式定制图案锁扣底板成品。具体的步骤为:在做好的地板pvc耐磨层上辊涂uv涂层,这样地板具有pvc耐磨层及uv耐磨层双层保护,提高了地板的耐用度,而且uv 涂层具有抗菌和耐烟头烫功能。
97.进一步地,由于可拼图式定制图案的硬质地板,定制的图案是单元地板一片片喷绘出来的,喷绘期间喷头状态可能发生变化而造成色差,所以制作完成需要拼铺地上,做进一步的校验检查,检查颜色的一致性,有色差的板需要重新制作。检查地板图案颜色,核对尺寸正确后,然后打好包装,制作安装示意图,给客户说明安装方法以及顺序完成地板的拼图过程。
98.上述实施例为本实用新型较佳的实施方式,但本实用新型的实施方式并不受上述实施例的限制,其他的任何未背离本实用新型的精神实质与原理下所作的改变、修饰、替代、组合、简化,均应为等效的置换方式,都包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。