1.本发明涉及一种辊轮间隙的控制系统,尤指涉及一种半自动调整对辊制砂机辊轮间隙的控制系统。
背景技术:
2.对辊制砂机是矿山砂石粉碎的重要设备,矿山砂石存在工作环境恶劣,制砂粉碎设备重量大,对辊辊轮磨损后间隙调整困难。现有对于对辊制砂机辊轮间隙的调整主要采用停机机械调整,这种机械调整方式主要依靠移动辊轮来实现,但是辊轮重量极大,没有专用设备及其难以调整位置,而且调整需要专业人员,花费大量时间才能完成调整,设备维护费用极高,对于操作人员要求更高。如何降低设备维护成本,减少对于操作人员调整辊轮间隙的技术要求是本领域技术人员研究的对象。
3.中国发明专利专利号201710743665.5公开的一种制砂机,包括壳体,位于壳体内的支架、设置在支架上的固定辊装置、活动辊装置和压力调节装置;所述固定辊装置包括可转动设置在支架上的固定辊,所述活动辊装置包括轴承座、活动辊和驱动活动辊转动的驱动装置,所述固定辊和活动辊的表面设有相互吻合的波浪型齿面;所述活动辊和驱动装置设置在轴承座上;所述轴承座和支架之间分别设有滑轮滑轨进行滑动连接。该种制砂机虽然采用了液压方式的压力调节装置,调节活动辊装置,但是其采用的技术手段仅限于液压缸,对于这种大型设备普通的液压缸是完全无法达到调整压力的,需要特有的液压系统才能实现调节,上述技术并没有公开调整方案,更没有不停机状态的调整方案。
4.
技术实现要素:
5.本发明提供了一种使用寿命长、具有不停机调整功能的半自动调整对辊制砂机辊轮间隙的控制系统。
6.一种半自动调整对辊制砂机辊轮间隙的控制系统,包括带有辊轮间隙的固定辊轮和可调辊轮,所述的可调辊轮安装于移动安装座上,移动安装座连接主液压缸的顶杆,主液压缸的顶杆受控于液压系统,主液压缸的顶杆前后运动调节辊轮间隙,所述的辊轮间隙包括在对辊制砂机停机状态下的第一调整间隙以及在辊制砂机开机状态下的第二调整间隙;所述的第一调整间隙由主液压缸的顶杆控制,所述的第二调整间隙由副液压缸配合主液压缸的顶杆控制。该种控制系统采用在对辊制砂机停机状态下的第一调整间隙以及在辊制砂机开机状态下的第二调整间隙,实现辊轮间隙在停机状态对辊轮间隙实现第一调整间隙的快速调整,在对辊制砂机开机状态下粉碎石料的同时对辊轮间隙实现第二调整间隙的微调。
7.所述的液压系统包括油箱,油箱分别油路连接有油泵、电磁溢流阀、控制主液压缸顶杆行程的主油路控制系统以及控制副液压缸顶杆行程的副油路控制系统。主油路控制系统以及副油路控制系统确保主液压缸获得推动可调辊轮应有的推力控制。
8.所述的主油路控制系统包括油路连接的油泵和电磁溢流阀、第二电磁阀、第三电磁阀,第二电磁阀上设有开关4ct、开关5ct,第三电磁阀上设有开关6ct、开关7ct;所述的开关4ct控制第二电磁阀上的p端口和a端口,p端口油路连接油泵为进油口,a端口连接液控单向阀上的d端口;所述的开关5ct控制第二电磁阀上的t端口和b端口,t端口油路连接油箱,b端口通过液控单向阀上的d端口连接主液压缸上的b端口。
9.所述的开关6ct控制第三电磁阀上的p端口和a端口,p端口油路连接油泵为进油口,a端口依次连接第二单向阀上的a端口、第二溢流阀上的a端口以及主液压缸上的a端口;所述的开关7ct控制第三电磁阀上的t端口和b端口,t端口油路连接油箱以及第二溢流阀上的t端口。该种主油路控制系统通过油泵和电磁溢流阀、第二电磁阀、第三电磁阀,确保油路压力的基础上,采用第二电磁阀、第三电磁阀两个电磁阀配合液控单向阀、第二溢流阀、第二单向阀共同实现对于主液压缸顶杆在油泵高压下的动力输出控制性能。
10.所述的副油路控制系统包括油路连接的油泵、电磁溢流阀以及第一电磁阀,第一电磁阀上设有开关2ct、开关3ct;所述的开关2ct控制第一电磁阀上的p端口和a端口,p端口油路连接油泵为进油口,a端口依次连接第一溢流阀上的a端口、第一单向阀上的a端口、副液压缸上的a端口以及主液压缸上的b端口;所述的开关3ct控制第一电磁阀上的t端口和b端口,t端口通过第一溢流阀上的t端口油路连接油箱,b端口通过第一溢流阀上的b端口连接副液压缸上的b端口。该种副油路控制系统通过油泵、电磁溢流阀以及第一电磁阀,在主油路控制系统基础上,实现不停机状态下对于主液压缸顶杆在油泵高压下的微量动力调整输出控制性能。
11.所述的副油路控制系统还包括配合副液压缸上顶杆的第一行程开关和第二行程开关。第一行程开关和第二行程开关配合调整副液压缸上顶杆对于主液压缸顶杆行程调整的距离。
12.所述的电磁溢流阀设有电磁开关1ct,电磁开关1ct控制电磁溢流阀为直接出油模式或者为油压保压供油模式,直接出油模式为油泵输出的油直接通过电磁溢流阀流入油箱,油压保压供油模式为油泵输出的油进入液压系统。电磁溢流阀结构确保控制系统对于可调辊轮的动力保持以及动力输出。
13.一种半自动调整对辊制砂机辊轮间隙的控制方法,包括如下四种状态切换调节:状态一对辊制砂机停机缩短辊轮间隙:对辊制砂机停机,打开油泵,油泵输出的液压油直接流过电磁溢流阀进入油箱,而后打开电磁开关1ct,使电磁溢流阀关闭直接出油模式,开启油压保压供油模式,使液压油从油泵出油直接流向第二电磁阀的p端口,打开开关5ct,从第二电磁阀的b端口流出,流到液控单向阀,从液控单向阀的d端口流出,流入主液压缸的b端口进入工作压力腔,工作压力腔的b端口油压大于回油压力腔的a端口油压和顶杆外部总阻力时,工作压力腔油液推动顶杆右移,也就是驱动移动安装座右移,缩短辊轮间隙;移动安装座右移过程中,主液压缸的回油压力腔的a端口油压升高,多余的液压油从a端口流出,流到第二溢流阀的a端口,油压达到第二溢流阀调定开启压力时,顶开第二溢流阀阀门,从第二溢流阀的t端口流出,流入油箱,工作完成后关闭第二电磁阀的开关5ct,停止向主液压缸供油,油路的压力升高,顶开电磁溢流阀的阀门,使多余的液压油经过电磁溢流阀,流入油箱;状态二对辊制砂机停机扩大辊轮间隙:对辊制砂机停机,打开油泵,油泵输出的液
压油直接流过电磁溢流阀进入油箱,打开电磁开关1ct,使电磁溢流阀关闭直接出油模式,开启油压保压供油模式,使液压油从油泵出油直接流向第三电磁阀的p端口,打开开关6ct,液压油从第三电磁阀的a端口流出,第三电磁阀的a端口油压大于第二单向阀的a端口油压时,顶开第二单向阀阀门,从第二单向阀的a端口流出,流入主液压缸的a端口进入回油压力腔,回油压力腔的a端口油压大于工作压力腔的b端口油压时,回油压力腔油液推动顶杆左移,也就是驱动移动安装座左移,扩大辊轮间隙;移动安装座左移过程中,主液压缸的工作压力腔油压升高,多余的液压油从主液压缸的b端口流出,流到液控单向阀的d端口,同时打开第二电磁阀的开关4ct,使液压油从第二电磁阀的p端口流入,a端口流出,流入液控单向阀的a端口,a端口的油压升高,达到液控单向阀开启压力后,顶开液控单向阀的阀门,使液控单向阀的d端口油路导通,主液压缸回路的液压油经过液控单向阀的b端口,流入第二电磁阀的b端口,从第二电磁阀的t端口流出,流入油箱,工作完成后关闭第三电磁阀的开关6ct、第二电磁阀的开关4ct,停止向主液压缸供油,油路的压力升高,顶开电磁溢流阀的阀门,使多余的液压油经过电磁溢流阀,流入油箱;状态三对辊制砂机不停机缩小辊轮间隙:对辊制砂机不停机,打开油泵,油泵输出的液压油直接流过电磁溢流阀进入油箱,而后打开电磁开关1ct,使电磁溢流阀关闭直接出油模式,开启油压保压供油模式,使液压油从油泵出油直接流向第一电磁阀的p端口,打开第一电磁阀的开关3ct,从第一电磁阀的b端口流出,流入副液压缸的b端口进入副液压缸的工作压力腔,b端口油压大于副液压缸的回油压力腔油压时,工作压力腔油液推动副液压缸的顶杆右移,回油压力腔的油压升高,当副液压缸回油压力腔油的a端口油压大于主液压缸的b端口时,液压油从副液压缸的a端口流出,顶开液控单向阀阀门,从液控单向阀的d端口流出,流入主液压缸的b端口b端口油压大于主液压缸的a端口油压时,主液压缸工作压力腔油液推动顶杆右移,也就是驱动移动安装座右移,缩小辊轮间隙,当副液压缸的顶杆碰到第二行程开关时,第二行程开关控制关闭第一电磁阀开关3ct,停止向副液压缸供油,油路的压力升高,顶开电磁溢流阀的阀门,使多余的液压油经过电磁溢流阀,流入油箱。
14.状态四对辊制砂机不停机持续缩小辊轮间隙:对辊制砂机不停机,打开油泵,油泵输出的液压油直接流过电磁溢流阀进入油箱,而后打开电磁开关1ct,使电磁溢流阀关闭直接出油模式,开启油压保压供油模式,使液压油从油泵出油直接流向第一电磁阀的p端口,打开电磁开关2ct,从第一电磁阀的a端口流出,液压油流经第一溢流阀的a端口,当油压小于第一溢流阀调定压力,第一溢流阀阀门关闭,液压油直接流向第一单向阀,当油压大于第一溢流阀调定压力,顶开第一溢流阀阀门,液压油经过第一溢流阀的t端口流入油箱;当液压油流到第一单向阀,第一电磁阀的a端口油压大于第一单向阀的a端口油压时,顶开第一单向阀阀门,从第一单向阀的a端口流出,当第一电磁阀的a端口油压大于副液压缸的a端口油压,同时第一电磁阀的a端口油压小于主液压缸的b端口油压,液压油从第一单向阀的a端口流出,流入副液压缸的a端口进入回油压力腔,回油压力腔油液推动副液压缸的顶杆左移,副液压缸的b端口油压升高,通过管路将多余的液压油从副液压缸的b端口流出,流经第一电磁阀的b端口和t端口流出,流入油箱,在副液压缸的顶杆左移过程中,副液压缸的顶杆行程挡块碰到第一行程开关时,关闭开关2ct,停止向副液压缸供油,油路的压力升高,顶开电磁溢流阀的阀门,使多余的液压油经过电磁溢流阀,流入油箱,而后状态三和状态四循环进行持续缩小辊轮间隙。
15.本发明采用对辊制砂机停机缩短辊轮间隙、对辊制砂机停机扩大辊轮间隙、对辊制砂机不停机缩小辊轮间隙、对辊制砂机不停机持续缩小辊轮间隙四种状态实现对于辊轮间隙的快速、准确调整性能,确保对辊制砂砂石质量的稳定性,降低对于操作工人的技术要求,减少维护成本。
附图说明
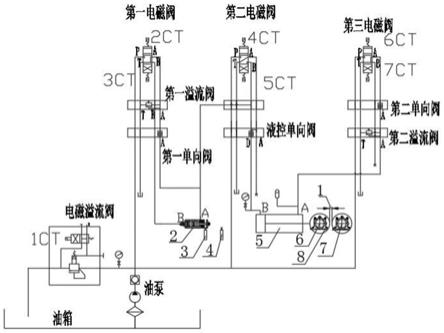
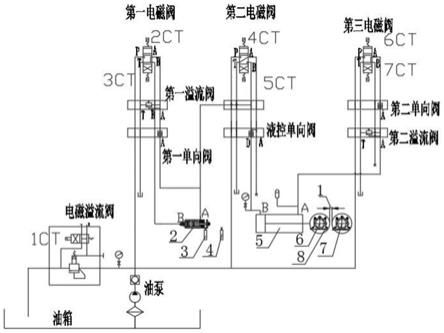
16.下面结合附图对本发明做进一步说明:图1为本发明一种半自动调整对辊制砂机辊轮间隙的控制系统油路结构示意图。
具体实施方案
17.下面结合具体实施方式对本专利的技术方案作进一步详细地说明。
18.请参阅图1一种半自动调整对辊制砂机辊轮间隙的控制系统,包括带有辊轮间隙的固定辊轮7和可调辊轮6,可调辊轮6安装于移动安装座8上,移动安装座8连接主液压缸5的顶杆,主液压缸5的顶杆受控于液压系统,主液压缸5的顶杆前后运动调节辊轮间隙1。
19.辊轮间隙1调整分为两种状态一种为对辊制砂机停机状态下的第一调整间隙,另一种为在辊制砂机开机状态下的第二调整间隙;第一调整间隙为快速调整的间隙,第二调整间隙为第一调整间隙基础上的微调,为不停机调整。第一调整间隙由主液压缸5的顶杆控制,第二调整间隙由副液压缸2配合主液压缸5的顶杆控制。
20.作为结构优选液压系统包括油箱,油箱分别油路连接有油泵、电磁溢流阀、控制主液压缸5顶杆行程的主油路控制系统以及控制副液压缸2顶杆行程的副油路控制系统。
21.主油路控制系统包括油路连接的油泵和电磁溢流阀、第二电磁阀、第三电磁阀,第二电磁阀上设有开关4ct、开关5ct,第三电磁阀上设有开关6ct、开关7ct;所述的开关4ct控制第二电磁阀上的p端口和a端口,p端口油路连接油泵为进油口,a端口连接液控单向阀上的d端口,开关5ct控制第二电磁阀上的t端口和b端口,t端口油路连接油箱,b端口通过液控单向阀上的d端口连接主液压缸5上的b端口。
22.开关6ct控制第三电磁阀上的p端口和a端口,p端口油路连接油泵为进油口,a端口依次连接第二单向阀上的a端口、第二溢流阀上的a端口以及主液压缸5上的a端口,开关7ct控制第三电磁阀上的t端口和b端口,t端口油路连接油箱以及第二溢流阀上的t端口。
23.作为结构优选副油路控制系统包括油路连接的油泵、电磁溢流阀以及第一电磁阀,第一电磁阀上设有开关2ct、开关3ct,开关2ct控制第一电磁阀上的p端口和a端口,p端口油路连接油泵为进油口,a端口依次连接第一溢流阀上的a端口、第一单向阀上的a端口、副液压缸2上的a端口以及主液压缸5上的b端口,开关3ct控制第一电磁阀上的t端口和b端口,t端口通过第一溢流阀上的t端口油路连接油箱,b端口通过第一溢流阀上的b端口连接副液压缸2上的b端口。
24.为了实现副液压缸2顶杆的行程调节,副油路控制系统还包括配合副液压缸2上顶杆的第一行程开关3和第二行程开关4。
25.为了达到整个液压系统的保压能力,电磁溢流阀设有电磁开关1ct,电磁开关1ct控制电磁溢流阀为直接出油模式或者为油压保压供油模式,直接出油模式为油泵输出的油直接通过电磁溢流阀流入油箱,油压保压供油模式为油泵输出的油进入液压系统。
26.一种半自动调整对辊制砂机辊轮间隙的控制方法,包括如下四种状态切换调节:状态一对辊制砂机停机缩短辊轮间隙:对辊制砂机停机,打开油泵,油泵输出的液压油直接流过电磁溢流阀进入油箱,而后打开电磁开关1ct,使电磁溢流阀关闭直接出油模式,开启油压保压供油模式,使液压油从油泵出油直接流向第二电磁阀的p端口,打开开关5ct,从第二电磁阀的b端口流出,流到液控单向阀,从液控单向阀的d端口流出,流入主液压缸的b端口进入工作压力腔,工作压力腔的b端口油压大于回油压力腔的a端口油压和顶杆外部总阻力时,工作压力腔油液推动顶杆右移,也就是驱动移动安装座右移,缩短辊轮间隙;移动安装座右移过程中,主液压缸的回油压力腔的a端口油压升高,多余的液压油从a端口流出,流到第二溢流阀的a端口,油压达到第二溢流阀调定开启压力时,顶开第二溢流阀阀门,从第二溢流阀的t端口流出,流入油箱,工作完成后关闭第二电磁阀的开关5ct,停止向主液压缸供油,油路的压力升高,顶开电磁溢流阀的阀门,使多余的液压油经过电磁溢流阀,流入油箱;状态二对辊制砂机停机扩大辊轮间隙:对辊制砂机停机,打开油泵,油泵输出的液压油直接流过电磁溢流阀进入油箱,打开电磁开关1ct,使电磁溢流阀关闭直接出油模式,开启油压保压供油模式,使液压油从油泵出油直接流向第三电磁阀的p端口,打开开关6ct,液压油从第三电磁阀的a端口流出,第三电磁阀的a端口油压大于第二单向阀的a端口油压时,顶开第二单向阀阀门,从第二单向阀的a端口流出,流入主液压缸的a端口进入回油压力腔,回油压力腔的a端口油压大于工作压力腔的b端口油压时,回油压力腔油液推动顶杆左移,也就是驱动移动安装座左移,扩大辊轮间隙;移动安装座左移过程中,主液压缸的工作压力腔油压升高,多余的液压油从主液压缸的b端口流出,流到液控单向阀的d端口,同时打开第二电磁阀的开关4ct,使液压油从第二电磁阀的p端口流入,a端口流出,流入液控单向阀的a端口,a端口的油压升高,达到液控单向阀开启压力后,顶开液控单向阀的阀门,使液控单向阀的d端口油路导通,主液压缸回路的液压油经过液控单向阀的b端口,流入第二电磁阀的b端口,从第二电磁阀的t端口流出,流入油箱,工作完成后关闭第三电磁阀的开关6ct、第二电磁阀的开关4ct,停止向主液压缸供油,油路的压力升高,顶开电磁溢流阀的阀门,使多余的液压油经过电磁溢流阀,流入油箱;状态三对辊制砂机不停机缩小辊轮间隙:对辊制砂机不停机,打开油泵,油泵输出的液压油直接流过电磁溢流阀进入油箱,而后打开电磁开关1ct,使电磁溢流阀关闭直接出油模式,开启油压保压供油模式,使液压油从油泵出油直接流向第一电磁阀的p端口,打开第一电磁阀的开关3ct,从第一电磁阀的b端口流出,流入副液压缸的b端口进入副液压缸的工作压力腔,b端口油压大于副液压缸的回油压力腔油压时,工作压力腔油液推动副液压缸的顶杆右移,回油压力腔的油压升高,当副液压缸回油压力腔油的a端口油压大于主液压缸的b端口时,液压油从副液压缸的a端口流出,顶开液控单向阀阀门,从液控单向阀的d端口流出,流入主液压缸的b端口b端口油压大于主液压缸的a端口油压时,主液压缸工作压力腔油液推动顶杆右移,也就是驱动移动安装座右移,缩小辊轮间隙,当副液压缸的顶杆碰到第二行程开关时,第二行程开关控制关闭第一电磁阀开关3ct,停止向副液压缸供油,油路的压力升高,顶开电磁溢流阀的阀门,使多余的液压油经过电磁溢流阀,流入油箱。
27.状态四对辊制砂机不停机持续缩小辊轮间隙:对辊制砂机不停机,打开油泵,油泵输出的液压油直接流过电磁溢流阀进入油箱,而后打开电磁开关1ct,使电磁溢流阀关闭直
接出油模式,开启油压保压供油模式,使液压油从油泵出油直接流向第一电磁阀的p端口,打开电磁开关2ct,从第一电磁阀的a端口流出,液压油流经第一溢流阀的a端口,当油压小于第一溢流阀调定压力,第一溢流阀阀门关闭,液压油直接流向第一单向阀,当油压大于第一溢流阀调定压力,顶开第一溢流阀阀门,液压油经过第一溢流阀的t端口流入油箱;当液压油流到第一单向阀,第一电磁阀的a端口油压大于第一单向阀的a端口油压时,顶开第一单向阀阀门,从第一单向阀的a端口流出,当第一电磁阀的a端口油压大于副液压缸的a端口油压,同时第一电磁阀的a端口油压小于主液压缸的b端口油压,液压油从第一单向阀的a端口流出,流入副液压缸的a端口进入回油压力腔,回油压力腔油液推动副液压缸的顶杆左移,副液压缸的b端口油压升高,通过管路将多余的液压油从副液压缸的b端口流出,流经第一电磁阀的b端口和t端口流出,流入油箱,在副液压缸的顶杆左移过程中,副液压缸的顶杆行程挡块碰到第一行程开关时,关闭开关2ct,停止向副液压缸供油,油路的压力升高,顶开电磁溢流阀的阀门,使多余的液压油经过电磁溢流阀,流入油箱,而后状态三和状态四循环进行持续缩小辊轮间隙。
28.上述对辊制砂机辊轮间隙的调整方法确保油泵输出的液压动力,在达到对于辊轮间隙调节的基础上保压、微调,不仅可以停机调整辊轮间隙,还可以开机状态下克服石料粉碎压力微调辊轮间隙,确保制砂质量,也就是确保砂粒颗粒均匀性。
29.作为优选的调节方法,第二行程开关可以调节副液压缸顶杆的行程长度,对应主液压缸顶杆的调节行程。副液压缸顶杆自动进给时,顶杆碰到第二行程开关后副液压缸顶杆自动退回,当副液压缸顶杆碰到第一行程开关时,停止对副液压缸供油。辊制砂机工作时plc控制板,定时控制副液压缸自动进给动作来调节辊轮间隙以进一步提高粉碎的砂粒颗粒均匀性。
30.上面对本专利的较佳实施方式作了详细说明,但是本专利并不限于上述实施方式,在本领域的普通技术人员所具备的知识范围内,还可以在不脱离本专利宗旨的前提下做出各种变化。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。