技术特征:
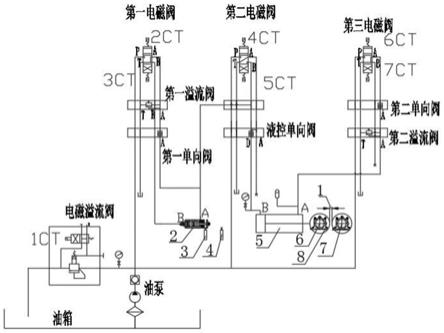
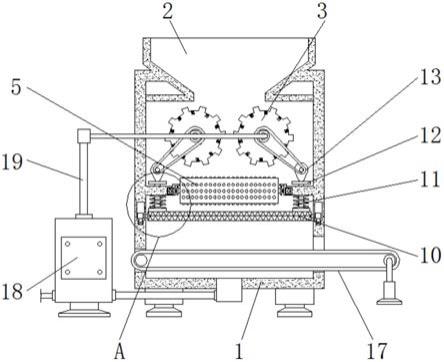
1.一种半自动调整对辊制砂机辊轮间隙的控制系统,包括带有辊轮间隙的固定辊轮(7)和可调辊轮(6),其特征在于:所述的可调辊轮(6)安装于移动安装座(8)上,移动安装座(8)连接主液压缸(5)的顶杆,主液压缸(5)的顶杆受控于液压系统,主液压缸(5)的顶杆前后运动调节辊轮间隙(1),所述的辊轮间隙(1)包括在对辊制砂机停机状态下的第一调整间隙以及在辊制砂机开机状态下的第二调整间隙;所述的第一调整间隙由主液压缸(5)的顶杆控制,所述的第二调整间隙由副液压缸(2)配合主液压缸(5)的顶杆控制。2.根据权利要求1所述的一种半自动调整对辊制砂机辊轮间隙的控制系统,其特征在于:所述的液压系统包括油箱,油箱分别油路连接有油泵、电磁溢流阀、控制主液压缸(5)顶杆行程的主油路控制系统以及控制副液压缸(2)顶杆行程的副油路控制系统。3.根据权利要求2所述的一种半自动调整对辊制砂机辊轮间隙的控制系统,其特征在于:所述的主油路控制系统包括油路连接的油泵和电磁溢流阀、第二电磁阀、第三电磁阀,第二电磁阀上设有开关4ct、开关5ct,第三电磁阀上设有开关6ct、开关7ct;所述的开关4ct控制第二电磁阀上的p端口和a端口,p端口油路连接油泵为进油口,a端口连接液控单向阀上的d端口;所述的开关5ct控制第二电磁阀上的t端口和b端口,t端口油路连接油箱,b端口通过液控单向阀上的d端口连接主液压缸(5)上的b端口。4.根据权利要求3所述的一种半自动调整对辊制砂机辊轮间隙的控制系统,其特征在于:所述的开关6ct控制第三电磁阀上的p端口和a端口,p端口油路连接油泵为进油口,a端口依次连接第二单向阀上的a端口、第二溢流阀上的a端口以及主液压缸(5)上的a端口;所述的开关7ct控制第三电磁阀上的t端口和b端口,t端口油路连接油箱以及第二溢流阀上的t端口。5.根据权利要求2所述的一种半自动调整对辊制砂机辊轮间隙的控制系统,其特征在于:所述的副油路控制系统包括油路连接的油泵、电磁溢流阀以及第一电磁阀,第一电磁阀上设有开关2ct、开关3ct;所述的开关2ct控制第一电磁阀上的p端口和a端口,p端口油路连接油泵为进油口,a端口依次连接第一溢流阀上的a端口、第一单向阀上的a端口、副液压缸(2)上的a端口以及主液压缸(5)上的b端口;所述的开关3ct控制第一电磁阀上的t端口和b端口,t端口通过第一溢流阀上的t端口油路连接油箱,b端口通过第一溢流阀上的b端口连接副液压缸(2)上的b端口。6.根据权利要求5所述的一种半自动调整对辊制砂机辊轮间隙的控制系统,其特征在于:所述的副油路控制系统还包括配合副液压缸(2)上顶杆的第一行程开关(3)和第二行程开关(4)。7.根据权利要求2所述的一种半自动调整对辊制砂机辊轮间隙的控制系统,其特征在于:所述的电磁溢流阀设有电磁开关1ct,电磁开关1ct控制电磁溢流阀为直接出油模式或者为油压保压供油模式,直接出油模式为油泵输出的油直接通过电磁溢流阀流入油箱,油压保压供油模式为油泵输出的油进入液压系统。8.一种半自动调整对辊制砂机辊轮间隙的控制方法,其特征在于:所述的控制方法包括如下四种状态切换调节:状态一对辊制砂机停机缩短辊轮间隙:对辊制砂机停机,打开油泵,油泵输出的液压油直接流过电磁溢流阀进入油箱,而后打开电磁开关1ct,使电磁溢流阀关闭直接出油模式,开启油压保压供油模式,使液压油从油泵出油直接流向第二电磁阀的p端口,打开开关5ct,
从第二电磁阀的b端口流出,流到液控单向阀,从液控单向阀的d端口流出,流入主液压缸的b端口进入工作压力腔,工作压力腔的b端口油压大于回油压力腔的a端口油压和顶杆外部总阻力时,工作压力腔油液推动顶杆右移,也就是驱动移动安装座右移,缩短辊轮间隙;移动安装座右移过程中,主液压缸的回油压力腔的a端口油压升高,多余的液压油从a端口流出,流到第二溢流阀的a端口,油压达到第二溢流阀调定开启压力时,顶开第二溢流阀阀门,从第二溢流阀的t端口流出,流入油箱,工作完成后关闭第二电磁阀的开关5ct,停止向主液压缸供油,油路的压力升高,顶开电磁溢流阀的阀门,使多余的液压油经过电磁溢流阀,流入油箱;状态二对辊制砂机停机扩大辊轮间隙:对辊制砂机停机,打开油泵,油泵输出的液压油直接流过电磁溢流阀进入油箱,打开电磁开关1ct,使电磁溢流阀关闭直接出油模式,开启油压保压供油模式,使液压油从油泵出油直接流向第三电磁阀的p端口,打开开关6ct,液压油从第三电磁阀的a端口流出,第三电磁阀的a端口油压大于第二单向阀的a端口油压时,顶开第二单向阀阀门,从第二单向阀的a端口流出,流入主液压缸的a端口进入回油压力腔,回油压力腔的a端口油压大于工作压力腔的b端口油压时,回油压力腔油液推动顶杆左移,也就是驱动移动安装座左移,扩大辊轮间隙;移动安装座左移过程中,主液压缸的工作压力腔油压升高,多余的液压油从主液压缸的b端口流出,流到液控单向阀的d端口,同时打开第二电磁阀的开关4ct,使液压油从第二电磁阀的p端口流入,a端口流出,流入液控单向阀的a端口,a端口的油压升高,达到液控单向阀开启压力后,顶开液控单向阀的阀门,使液控单向阀的d端口油路导通,主液压缸回路的液压油经过液控单向阀的b端口,流入第二电磁阀的b端口,从第二电磁阀的t端口流出,流入油箱,工作完成后关闭第三电磁阀的开关6ct、第二电磁阀的开关4ct,停止向主液压缸供油,油路的压力升高,顶开电磁溢流阀的阀门,使多余的液压油经过电磁溢流阀,流入油箱;状态三对辊制砂机不停机缩小辊轮间隙:对辊制砂机不停机,打开油泵,油泵输出的液压油直接流过电磁溢流阀进入油箱,而后打开电磁开关1ct,使电磁溢流阀关闭直接出油模式,开启油压保压供油模式,使液压油从油泵出油直接流向第一电磁阀的p端口,打开第一电磁阀的开关3ct,从第一电磁阀的b端口流出,流入副液压缸的b端口进入副液压缸的工作压力腔,b端口油压大于副液压缸的回油压力腔油压时,工作压力腔油液推动副液压缸的顶杆右移,回油压力腔的油压升高,当副液压缸回油压力腔油的a端口油压大于主液压缸的b端口时,液压油从副液压缸的a端口流出,顶开液控单向阀阀门,从液控单向阀的d端口流出,流入主液压缸的b端口b端口油压大于主液压缸的a端口油压时,主液压缸工作压力腔油液推动顶杆右移,也就是驱动移动安装座右移,缩小辊轮间隙,当副液压缸的顶杆碰到第二行程开关时,第二行程开关控制关闭第一电磁阀开关3ct,停止向副液压缸供油,油路的压力升高,顶开电磁溢流阀的阀门,使多余的液压油经过电磁溢流阀,流入油箱。9.状态四对辊制砂机不停机持续缩小辊轮间隙:对辊制砂机不停机,打开油泵,油泵输出的液压油直接流过电磁溢流阀进入油箱,而后打开电磁开关1ct,使电磁溢流阀关闭直接出油模式,开启油压保压供油模式,使液压油从油泵出油直接流向第一电磁阀的p端口,打开电磁开关2ct,从第一电磁阀的a端口流出,液压油流经第一溢流阀的a端口,当油压小于第一溢流阀调定压力,第一溢流阀阀门关闭,液压油直接流向第一单向阀,当油压大于第一溢流阀调定压力,顶开第一溢流阀阀门,液压油经过第一溢流阀的t端口流入油箱;
当液压油流到第一单向阀,第一电磁阀的a端口油压大于第一单向阀的a端口油压时,顶开第一单向阀阀门,从第一单向阀的a端口流出,当第一电磁阀的a端口油压大于副液压缸的a端口油压,同时第一电磁阀的a端口油压小于主液压缸的b端口油压,液压油从第一单向阀的a端口流出,流入副液压缸的a端口进入回油压力腔,回油压力腔油液推动副液压缸的顶杆左移,副液压缸的b端口油压升高,通过管路将多余的液压油从副液压缸的b端口流出,流经第一电磁阀的b端口和t端口流出,流入油箱,在副液压缸的顶杆左移过程中,副液压缸的顶杆行程挡块碰到第一行程开关时,关闭开关2ct,停止向副液压缸供油,油路的压力升高,顶开电磁溢流阀的阀门,使多余的液压油经过电磁溢流阀,流入油箱,而后状态三和状态四循环进行持续缩小辊轮间隙。
技术总结
一种半自动调整对辊制砂机辊轮间隙的控制系统,包括带有辊轮间隙的固定辊轮和可调辊轮,所述的可调辊轮安装于移动安装座上,移动安装座连接主液压缸的顶杆,主液压缸的顶杆受控于液压系统,主液压缸的顶杆前后运动调节辊轮间隙,所述的辊轮间隙包括在对辊制砂机停机状态下的第一调整间隙以及在辊制砂机开机状态下的第二调整间隙;所述的第一调整间隙由主液压缸的顶杆控制,所述的第二调整间隙由副液压缸配合主液压缸的顶杆控制。本发明采用固定辊轮和可调辊轮结构,通过液压系统对辊轮间隙进行调整,实现辊轮间隙的快速调整以及不停机调整的技术性能。调整的技术性能。调整的技术性能。
技术研发人员:何腾 朱旭勇
受保护的技术使用者:浙江翊鑫科技股份有限公司
技术研发日:2021.10.11
技术公布日:2021/11/28
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。