1.本发明涉及机械加工技术领域,尤其涉及一种圆锥破碎机主轴润滑长孔加工装置及长孔加工方法。
背景技术:
2.圆锥破碎机设备是一种先进的大功率、大破碎比、高生产率的液压式破碎机设备。该设备是在消化吸收了各国具有80年代国际先进水平的各类型圆锥破碎机的基础上研制成的。它与传统的圆锥破碎机的结构在设计上显然不同,并集中了迄今为止已知各类型圆锥破碎机的主要优点。适用于细破碎和超细破碎坚硬的岩石、矿石、矿渣、耐火材料等。圆锥破碎机广泛用于矿山行业、冶金行业、建筑行业、筑路行业、化学行业及硅酸盐行业,适用于破碎坚硬与中硬矿石及岩石,如铁矿石、石灰石、铜矿石、石英、花岗岩、砂岩等。使用于中、细碎普氏硬度f≤5
‑
16的各种矿石和岩石。圆锥破碎机结构由架体、调整装置、调整套、破碎锥、主轴、传动系统和偏心套等主要部分及电气、润滑等辅助部分组成。
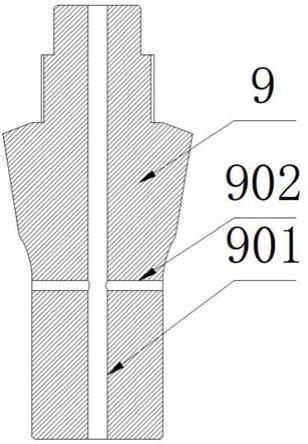
3.如图1所示,圆锥破碎机润滑系统中重要组成部分是圆锥破碎机主轴9轴心处的润滑长孔901孔道,润滑长孔901底部进油,顶部和侧出油孔902输出润滑油到需要润滑的位置。然而,圆锥破碎机主轴9的长度一般在1米到1.5米之间。加工如此长的孔,需要使用定制的长钻头两端对头钻孔,经常出现接头偏移错开的问题。而且定制长钻头不容易排出铁屑,冷却液不易进入,挤住铁屑容易造成悬臂过长的钻头折断。需要往复抬钻冷却排铁屑,加工费时费力,效率低下。
4.因此,需要开发一种圆锥破碎机主轴润滑长孔加工装置及长孔加工方法。
技术实现要素:
5.本发明的目的是提供一种圆锥破碎机主轴润滑长孔加工装置,能够在加工长孔过程中,及时冷却和排铁屑,而且对中效果好,避免了钻头折断。
6.为解决上述技术问题,本发明采用如下技术方案:
7.本发明一种圆锥破碎机主轴润滑长孔加工装置,包括长圆管体、销轴、压紧固定块、锁紧结构和钻头件,所述压紧固定块的尾端柄部能够压接在卧式车床的刀架上,所述压紧固定块内端设置有套接孔,所述长圆管体插接在所述套接孔内并通过所述锁紧结构锁紧;所述长圆管体前端通过销轴铰接所述钻头件的尾端,所述钻头件与所述长圆管体同轴设置;所述长圆管体的尾端连通冷却介质。
8.进一步的,所述锁紧结构包括紧固螺丝,所述长圆管体外壁上设置有去除材料加工的压紧平面,所述套接孔的孔壁上设置螺纹孔,所述紧固螺丝螺纹连接所述螺纹孔,所述紧固螺丝的顶端能够压紧所述压紧平面。
9.进一步的,所述紧固螺丝的数量为两个,两个所述紧固螺丝沿着所述套接孔长度方向设置;所述压紧固定块在所述紧固螺丝安装位置增加厚度设置为增厚部。
10.进一步的,所述锁紧结构还包括垫条,所述套接孔在所述压紧平面对应的孔壁上
开设有让位槽,所述垫条插接在所述让位槽中;所述紧固螺丝顶端压紧所述垫条进而锁定所述压紧平面。
11.进一步的,所述紧固螺丝具体采用方头螺丝。
12.进一步的,所述长圆管体的尾端连接有快插接头,所述快插接头能够快速连接所述冷却介质供应管道。
13.进一步的,所述长圆管体的尾端密闭焊接有转接螺母,所述快插接头的前端通过螺纹管连接所述转接螺母。
14.进一步的,所述钻头件具体采用直柄麻花钻头,所述直柄麻花钻头尾端去除材料加工为扁头,所述扁头插接到所述长圆管体前端探出两个卡装悬臂之间并使用所述销轴铰接。
15.进一步的,所述钻头件具体采用板钻钻头,所述板钻钻头尾端插接到所述长圆管体前端探出两个卡装悬臂之间并使用所述销轴铰接。
16.本发明还公开一种长孔加工方法,利用上述任一项所述圆锥破碎机主轴润滑长孔加工装置进行加工长孔作业,包括以下步骤:
17.使用所述圆锥破碎机主轴润滑长孔加工装置之前,使用短钻头在需要钻孔的位置加工出底孔;
18.钻孔作业时,通过长圆管体的中孔不断向钻头件工作点输入冷却液或者压缩空气,冷却同时,铁屑被带压的冷却液或者压缩空气裹挟向后排出。
19.与现有技术相比,本发明的有益技术效果:
20.本发明一种圆锥破碎机主轴润滑长孔加工装置,通过长圆管体作为钻头的主体钻身,巧妙的将长圆管体的中孔作为冷却介质的输送孔,能够将冷却介质直接输送到所述钻头件的切削工作点,冷却更加直接有效,同时所述钻头件能够将切削下的铁屑向后推送排出。通过长圆管体和钻头件销轴铰接组成的长钻头,分体式设计,能够降低由于加工出的孔道同轴度差,对分体式旋转挤压冲击应力减小,同时铰接方式,能够认正底孔避免出现对中性不好而引起的钻身折断事故。本发明圆锥破碎机主轴润滑长孔加工装置,能够在加工长孔过程中,及时冷却和排铁屑,而且对中效果好,避免了钻头折断。
21.此外,通过紧固螺丝旋入所述螺纹孔垂直压紧压紧平面,能够锁定长圆管体,避免长圆管体钻孔工作时出现周向旋转。通过增厚部的设置,能够增加所述螺纹孔的螺纹长度,提高紧固螺丝的连接强度,避免出现滑丝情况。通过垫条的设置,作为缓冲垫片,能够降低紧固螺丝顶端对压紧平面锁紧时压应力避免出现压溃长圆管体的情况。通过在长圆管体的尾端连接快插接头,能够快速连接冷却介质供应的软管,提高了作业便捷性;通过在长圆管体的尾端密闭焊接转接螺母,便于实现,加工简单,降低了本设备加工成本低。通过所述钻头件为直柄麻花钻头,长圆管体导出的所述冷却介质直接通入到直柄麻花钻头的螺旋槽中,冷却直接有效。通过所述钻头件选择为板钻钻头,板钻钻头为自制件,便于灵活变更钻孔直径;板钻钻头两侧的孔隙较大,便于排屑顺利进行。
22.本发明长孔加工方法,通过在圆锥破碎机主轴上先使用短钻头加工底孔,便于使用圆锥破碎机主轴润滑长孔加工装置时,灵活铰接的钻头件能够自动认正,进行继续深加工孔。通过带压力的冷却液或者压缩空气直接输入到钻头件工作点,冷却彻底高效,而且能将切削下的铁屑向后带压推送,避免产生堆积挤压情况。
附图说明
23.下面结合附图说明对本发明作进一步说明。
24.图1为本发明圆锥破碎机主轴主视剖视结构示意图;
25.图2为本发明圆锥破碎机主轴润滑长孔加工装置的俯视结构示意图;
26.图3为图2中a
‑
a部位剖视结构示意图;
27.图4为本发明另一具体实施方式中板钻钻头立体结构示意图。
28.附图标记说明:1、长圆管体;101、压紧平面;102、转接螺母;103、卡装悬臂;2、销轴;3、直柄麻花钻头;4、压紧固定块;401、套接孔;402、增厚部;5、紧固螺丝;6、快插接头;7、垫条;8、板钻钻头;801、销接孔;802、排屑槽;9、圆锥破碎机主轴;901、润滑长孔;902、侧出油孔。
具体实施方式
29.本发明的核心是提供一种圆锥破碎机主轴润滑长孔加工装置及长孔加工方法,能够在加工长孔过程中,及时冷却和排铁屑,而且对中效果好,避免了钻头折断。
30.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚完整的描述,显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
31.在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
32.参考附图,图1为本发明圆锥破碎机主轴主视剖视结构示意图;
33.图2为本发明圆锥破碎机主轴润滑长孔加工装置的俯视结构示意图;
34.图3为图2中a
‑
a部位剖视结构示意图;图4为本发明另一具体实施方式中板钻钻头立体结构示意图。
35.在一具体实施方式中,如图2和图3所示,一种圆锥破碎机主轴润滑长孔加工装置,包括长圆管体1、销轴2、压紧固定块4、锁紧结构和钻头件。压紧固定块4的尾端柄部能够压接在卧式车床的刀架上,即所述柄部被刀架螺栓压紧进而固定压紧固定块4。压紧固定块4内端设置有套接孔401,套接孔401与长圆管体1直径相配合,长圆管体1插接在套接孔401内并通过所述锁紧结构锁紧。长圆管体1前端通过销轴2铰接所述钻头件的尾端。所述钻头件的切削孔径大于长圆管体1的外径。所述钻头件与长圆管体1同轴设置,钻孔工作时,长圆管体1与需要钻孔的圆锥破碎机主轴9同轴,圆锥破碎机主轴9装夹在所述卧式车床的卡盘上进行旋转。长圆管体1的尾端连通冷却介质。
36.通过长圆管体1作为钻头的主体钻身,巧妙的将长圆管体1的中孔作为冷却介质的输送孔,能够将冷却介质直接输送到所述钻头件的切削工作点,冷却更加直接有效,同时所述钻头件能够将切削下的铁屑向后推送排出。通过长圆管体1和钻头件销轴铰接组成的长钻头,分体式设计,能够降低由于加工出的孔道同轴度差,对分体式旋转挤压冲击应力减小,同时铰接方式,能够认正底孔避免出现对中性不好而引起的钻身折断事故。本发明圆锥
破碎机主轴润滑长孔加工装置,能够在加工长孔过程中,及时冷却和排铁屑,而且对中效果好,避免了钻头折断。
37.在本发明的一具体实施方式中,如图2和图3所示,所述锁紧结构包括紧固螺丝5,长圆管体1外壁上设置有去除材料加工的压紧平面101,套接孔401的孔壁上设置螺纹孔,所述螺纹孔垂直于压紧平面101,紧固螺丝5螺纹连接所述螺纹孔,紧固螺丝5的顶端能够压紧压紧平面101。
38.具体而言,如图2和图3所示,紧固螺丝5的数量为两个,两个紧固螺丝5沿着套接孔401长度方向设置。压紧固定块4在紧固螺丝5安装位置增加厚度设置为增厚部402。
39.具体而言,如图2和图3所示,所述锁紧结构还包括垫条7,套接孔401在压紧平面101对应的孔壁上开设有让位槽,垫条7插接在所述让位槽中。紧固螺丝5顶端压紧垫条7进而锁定压紧平面101。进一步的,垫条7的外端部还设置有拉拽头,便于拆卸。
40.具体而言,如图2和图3所示,紧固螺丝5具体采用方头螺丝。
41.通过紧固螺丝5旋入所述螺纹孔垂直压紧压紧平面101,能够锁定长圆管体1,避免长圆管体1钻孔工作时出现周向旋转。通过增厚部402的设置,能够增加所述螺纹孔的螺纹长度,提高紧固螺丝5的连接强度,避免出现滑丝情况。通过垫条7的设置,作为缓冲垫片,能够降低紧固螺丝5顶端对压紧平面101锁紧时压应力避免出现压溃长圆管体1的情况。
42.在本发明的一具体实施方式中,如图2所示,长圆管体1的尾端连接有快插接头6,快插接头6为公头能够快速连接所述冷却介质供应的软管端部的快插母头。
43.具体而言,如图2所示,长圆管体1的尾端密闭焊接有转接螺母102,快插接头6的前端通过螺纹管连接转接螺母102。所述螺纹管旋入螺母102中时需要缠绕生料带进行密封处理,防止所述冷却介质泄漏。
44.通过在长圆管体1的尾端连接快插接头6,能够快速连接冷却介质供应的软管,提高了作业便捷性;通过在长圆管体1的尾端密闭焊接转接螺母102,便于实现,加工简单,降低了本设备加工成本低。
45.在本发明的一具体实施方式中,如图2所示,所述钻头件具体采用直柄麻花钻头3,直柄麻花钻头3尾端去除材料加工为扁头,扁头插接到长圆管体1前端探出两个卡装悬臂103之间并使用销轴2铰接。
46.通过所述钻头件为直柄麻花钻头3,长圆管体1导出的所述冷却介质直接通入到直柄麻花钻头3的螺旋槽中,冷却直接有效。
47.在本发明的一具体实施方式中,如图4所示,所述钻头件具体采用板钻钻头8,板钻钻头8尾端插接到长圆管体1前端探出两个卡装悬臂103之间并使用销轴2铰接。
48.具体而言,板钻钻头8尾端设置用于穿接销轴2的销接孔801,销接孔801位于中轴线上,板钻钻头8采用高速钢或者合金刀块线切割刀刃后砂轮磨刀制作。板钻钻头8顶端的切削面上设置有排屑槽802。
49.通过所述钻头件选择为板钻钻头8,板钻钻头8为自制件,便于灵活变更钻孔直径;板钻钻头8两侧的孔隙较大,便于排屑顺利进行。
50.本发明还公开了一种长孔加工方法,利用上述任一项圆锥破碎机主轴润滑长孔加工装置进行加工长孔作业,包括以下步骤:
51.使用圆锥破碎机主轴润滑长孔加工装置之前,车床尾座上安装短钻头,使用短钻
头在需要钻孔的位置加工出底孔。
52.钻孔作业时,通过长圆管体的中孔不断向钻头件工作点输入冷却液或者压缩空气,冷却同时,铁屑被带压的冷却液或者压缩空气裹挟向后排出。
53.进一步的冷却液为切屑液含有防腐蚀成分,避免出现长圆管体中孔锈蚀情况发生。
54.通过在圆锥破碎机主轴上先使用短钻头加工底孔,便于使用圆锥破碎机主轴润滑长孔加工装置时,灵活铰接的钻头件能够自动认正,进行继续深加工孔。通过带压力的冷却液或者压缩空气直接输入到钻头件工作点,冷却彻底高效,而且能将切削下的铁屑向后带压推送,避免产生堆积挤压情况。
55.本发明圆锥破碎机主轴润滑长孔加工装置,通过长圆管体1作为钻头的主体钻身,巧妙的将长圆管体1的中孔作为冷却介质的输送孔,能够将冷却介质直接输送到所述钻头件的切削工作点,冷却更加直接有效,同时所述钻头件能够将切削下的铁屑向后推送排出。通过长圆管体1和钻头件销轴铰接组成的长钻头,分体式设计,能够降低由于加工出的孔道同轴度差,对分体式旋转挤压冲击应力减小,同时铰接方式,能够认正底孔避免出现对中性不好而引起的钻身折断事故。本发明圆锥破碎机主轴润滑长孔加工装置,能够在加工长孔过程中,及时冷却和排铁屑,而且对中效果好,避免了钻头折断。此外,通过紧固螺丝5旋入所述螺纹孔垂直压紧压紧平面101,能够锁定长圆管体1,避免长圆管体1钻孔工作时出现周向旋转。通过增厚部402的设置,能够增加所述螺纹孔的螺纹长度,提高紧固螺丝5的连接强度,避免出现滑丝情况。通过垫条7的设置,作为缓冲垫片,能够降低紧固螺丝5顶端对压紧平面101锁紧时压应力避免出现压溃长圆管体1的情况。通过在长圆管体1的尾端连接快插接头6,能够快速连接冷却介质供应的软管,提高了作业便捷性;通过在长圆管体1的尾端密闭焊接转接螺母102,便于实现,加工简单,降低了本设备加工成本低。通过所述钻头件为直柄麻花钻头3,长圆管体1导出的所述冷却介质直接通入到直柄麻花钻头3的螺旋槽中,冷却直接有效。通过所述钻头件选择为板钻钻头8,板钻钻头8为自制件,便于灵活变更钻孔直径;板钻钻头8两侧的孔隙较大,便于排屑顺利进行。
56.本发明长孔加工方法,通过在圆锥破碎机主轴上先使用短钻头加工底孔,便于使用圆锥破碎机主轴润滑长孔加工装置时,灵活铰接的钻头件能够自动认正,进行继续深加工孔。通过带压力的冷却液或者压缩空气直接输入到钻头件工作点,冷却彻底高效,而且能将切削下的铁屑向后带压推送,避免产生堆积挤压情况。
57.以上所述的实施例仅是对本发明的优选方式进行描述,并非对本发明的范围进行限定,在不脱离本发明设计精神的前提下,本领域普通技术人员对本发明的技术方案作出的各种变形和改进,均应落入本发明权利要求书确定的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。