1.本实用新型涉及金属电路的技术领域,尤其是涉及一种具有金属电路的基座及音圈马达。
背景技术:
2.现有的具有金属电路的基座及音圈马达,如公开号为cn108989511a 的专利申请,该类基座包括电子元件、金属电路、第一塑胶件和第二塑胶件,金属电路与所述电子元件连接,且包括多个支路,所述支路与所述电子元件的引脚一一对应连接;第一塑胶件位于所述金属电路与所述电子元件连接的位置,且将所述金属电路的所有支路连接为一体。又有一公开号为cn110703536a的专利申请,揭示了一种驱动机构,该驱动机构用以驱使一光学组件运动,包括一固定模块、用以承载所述光学组件的一可动模块、用以驱使可动模块相对于固定模块运动的一驱动组件、一位置感测组件以及一立体电路。所述固定模块具有一底座,所述位置感测组件设置于底座,用以感测可动模块相对于固定模块的运动,所述立体电路嵌设于底座中且电性连接位置感测组件。两个前案中金属电路均为一次冲压成型的单层电路,且单层电路的焊接引脚部均为单层平行排布,受限于单层金属电路的成型和排布限制,无法实现电路的空间交错。
3.在现有技术中,潜望式音圈驱动马达内设置有基座,基座内注塑有电路,电路包括若干分支,每个分支具有两个自由端,其中一个自由端为与电子元件焊接的焊接端,另外一端为引脚端,若干分支的引脚端排列为引脚列,焊接端按照电子元件的引脚设计排列,形成焊接阵列。因为电子元件芯片的引脚阵列顺序和引脚列顺序存在错位状态,因此,必然会有一个分支和另外一个分支在中间的延伸段存在交叉错位的现象。这种问题普遍存在于驱动马达电路的电子元件的金属电路中,因为电子元件制造厂家引脚的定义顺序与外接pcb引脚定义顺序存在顺序变换,该种问题的存在较为普遍。目前在现有技术中,应对该技术问题的方式多需要采用柔性电路的方式,在中间延伸段完成线路的空间交叠,但是柔性电路板的制造工艺和成本相对传统的冲压形成的金属电路的分支而言相对更高。因此利用柔性电路的方式不利于高效的制造推广,且也会造成驱动马达的整体制造成本居高不下。另一种方式是制作双层电路板,但是双层电路板需要两次冲压成型和弯折造型,也会在一定程度上引起成本增加,且双层电路还会增加音圈驱动马达的整体厚度,不利于音圈驱动马达的整体尺寸的小型化。
4.因此,确有必要提供一种新的具有金属电路的基座及音圈马达,以克服上述缺陷。
技术实现要素:
5.本实用新型的目的在于提供一种满足金属电路多样化排布需求的具有金属电路的基座及音圈马达。
6.本实用新型的目的通过以下技术方案一来实现:一种具有金属电路的基座,包括:电子元件、与所述电子元件焊接的一次冲压形成的金属电路、与所述金属电路一体注塑成
型的塑胶本体,所述金属电路至少包括三个支路,且分别为第一支路、第二支路及第三支路,所述支路的一端平行且间隔排布以形成引脚,所述支路的另一端形成电性连接所述电子元件的焊脚,所述焊脚所在平面定义为一焊接平面,所述每一支路的焊脚和引脚间形成有主体部,所述第一支路的引脚定义为第一引脚且其焊脚定义为第一焊脚,所述第二支路的引脚定义为第二引脚且其焊脚定义为第二焊脚,所述第三支路的引脚定义为第三引脚且其焊脚定义为第三焊脚,所述第一引脚、第二引脚和第三引脚的排布顺序与第一焊脚、第二焊脚和第三焊脚的排布顺序不同,其中一支路的除引脚以外的其他部分中的其中之一位置朝向其他支路的另一焊脚方向弯折并使所述其中之一支路与另一支路于一垂直于所述焊接平面的第一方向上的投影部分重叠。
7.进一步,所述其中之一支路于焊脚处发生弯折,发生弯折的所述焊脚与其所述主体部之间设有一弯折角度,且其弯折角度不小于90度且不大于 180度。
8.进一步,所有支路的所述主体部位于同一平面且定义为第一平面,每一所述焊脚均包括焊接部、过渡部及连接部,所述连接部连接所述支路的所述主体部,所述其中一支路的弯折发生于其连接部,所述连接部与其他支路的连接部在所述第一方向上的投影具有重叠的部分。
9.进一步,所述焊脚的所述焊接部均设有焊接面,连接同一电子元件的所述焊脚的所有所述焊接面位于同一平面且定义为第二平面,所述第二平面与所述第一平面不共面。
10.进一步,每一焊脚的所述过渡部由所述第一平面向所述第二平面弯折。
11.进一步,发生弯折的所述连接部与其他支路的连接部的延伸方向的夹角为90度。
12.进一步,发生弯折的所述连接部与其他支路的连接部的延伸方向的夹角为锐角或钝角。
13.进一步,发生弯折的所述连接部包括连接所述主体部并发生弯折的折弯部及沿所述折弯部平直延伸并与所述过渡部接触的平直延伸部,所述平直延伸部与所述主体部之间存在间隙。
14.进一步,所述支路的所有所述引脚位于同一平面且定义为第三平面,所述第三平面与所述第一平面共面。
15.进一步,所述支路的所有所述引脚呈直线轨迹排布。
16.进一步,连接于同一所述电子元件的所述焊脚呈矩形轨迹排布。
17.进一步,所述支路设置为四个,其中两个所述支路的所述焊脚设置在矩形轨迹的一侧,另外两个所述支路的所述焊脚设置在矩形轨迹的另外一侧。
18.进一步,所述金属电路为单面料带冲压成型。
19.本实用新型的目的通过以下技术方案二来实现:一种音圈马达,其包括如上所述的具有金属电路的基座。
20.本实用新型中的金属电路的支路通过采用传统的冲压方式形成金属电路支路且经过折弯其中一支路的焊脚,使得折弯的焊脚与其他支路的焊脚在金属电路的排布方向的投影重叠,并且至少三条支路的引脚的排列方向与焊脚的排列方向不同,并且最后折弯的焊脚与其他支路的焊脚位于同一平面,实现了空间电路的交叠,拓展了金属电路排布空间,增加了金属电路排布密度,优化了金属电路的排布方式,满足了的金属电路多样化排布需求。
附图说明
21.图1为本实用新型的潜望式镜头模组的示意图。
22.图2为本实用新型的金属电路基材的俯视图。
23.图3为塑胶本体注塑成型于金属电路基材的示意图。
24.图4为图3裁切塑胶本体外围支路之后的金属电路示意图。
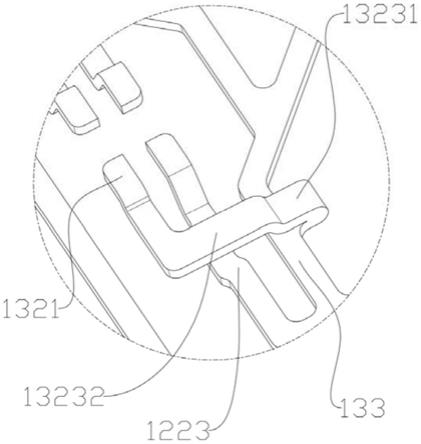
25.图5为图4的局部放大图。
26.图6为图2自另一方向看的图。
27.图7为图6中沿a
‑
a线的剖视图。
28.图8为金属基材的立体示意图。
29.图9为图8中的部分放大图。
30.图10为基座俯视图。
31.图11为基座的立体分解示意图。
32.图12为所述塑胶本体与电子元件焊接的俯视图。
33.图13为塑胶本体的俯视图。
34.图14为图13中沿b
‑
b线的剖视图。
具体实施方式
35.在本实用新型的描述中,需要说明的是,术语“上”、“下”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或组件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
36.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“连接”应做广义理解,对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
37.以下,将结合图1至图14介绍本实用新型的基座100及音圈马达。在本实用新型中,所述基座100及音圈马达应用于手机中的潜望式镜头模组。由于手机厚度的限制,采用常规竖向放置(即在手机表面上朝向外部)的手机摄像头焦距较小,光学变焦能力有限,而在本实用新型中,区别于传统镜头的竖向排列方式,在手机内横向放置,如图1所示。一种潜望式摄像模组1000包括一感光组件1001、一光学镜头1002、一反射元件1003、一音圈马达。其中所述光学镜头1002位于所述感光组件1001和所述反射元件1003之间,以使环境光线先经由所述反射元件1003反射以改变环境光线的传播方向(射入手机摄像头竖直方向的光线改变为横向方向的光线),并在穿过所述光学镜头1002之后,再被所述感光组件1001接收而采集图像。其中所述音圈马达用于驱动所述光学镜头1002进行运动,以改变所述光学镜头1002的运动位置。音圈马达至少包括所述基座100、多个与基座100电性连接的金属电路1、与多个金属电路1相对设置并能相互作用的多个磁性元件以及由所述金属电路1和磁性元件控制移动的镜头支架。金属电路通电后可以与磁性元件相互作用以带动镜头支架移动,以辅助光学镜头1002进行对焦,以下,将作详细说明。
38.请参考图1至图14,所述音圈马达包括基座100。所述基座100上设置有电子元件3、与所述电子元件3焊接的金属电路1及与所述金属电路1 一体注塑成型的塑胶本体2。
39.在本实用新型中,所述金属电路1的基材由铜或者不锈钢等材料制成。所述金属电路1由单面料带冲压而成。所述金属电路1包括多个支路10,多个所述支路10与所述电子元件3的引脚一一对应,使多个所述支路10 与所述电子元件3采用表面安装技术(smt)的方式进行焊接从而连接为一体,提高了焊接效率。
40.所述塑胶本体2包覆在金属电路1上,金属电路1的支路10远离电子元件3的一端伸出所述塑胶本体2。所述塑胶本体2能够对金属电路1起到保护作用,同时金属电路1的支路10远离电子元件3的一端排布于塑胶本体2的外部的一侧,可通过焊接或其他电连接方式实现与外部电路(pcb 板)连接,以使电子元件3通过所述支路10与外部电路连接,外部电路通过所述支路10控制电子元件3,进而使其与磁性元件相互作用,以辅助光学镜头1002对焦。其中,所述塑胶本体2的形状和结构可根据具体使用场合进行适应性调整,本实施方式中不做限定,在本实施方式中所述塑胶本体2为矩形。在本实施方式中,所述塑胶本体2与金属电路1一体注塑成型,无需单独生产金属电路1及塑胶本体2,之后无需再进行装配工序。该一体注塑成型的方式可以采用镶埋成型(insert molding,im)或模塑互连装置 (molded interconnect device,mid)技术来实现。
41.所述金属电路1的每一所述支路10包括与所述电子元件3焊接的焊脚 10b、远离所述电子元件3且用以与外部电路连接的平行且间隔排布的引脚 10a及连接所述焊脚10b及所述引脚10a的主体部10c。所述焊脚10b与所述电子元件3的引脚一一对应且二者通过smt等焊接方式相互焊接以实现电性连接。
42.本实用新型所述金属电路1为采用单面料带一次性冲压形成,因此在冲压成型后,每条所述支路10的各段结构(焊脚10b、引脚10a及主体部 10c)均处于同一平面。但基于焊脚10b与电子元件3的焊接需求,本实用新型最优实施方式中,所有支路10中的所述主体部10c位于同一平面且定义为第一平面p1,所有支路10焊接于同一电子元件3的所有所述焊脚10b 位于同一平面且定义为第二平面p2。位于第二平面p2内的焊脚10b可以独立于金属电路1的其他区域完成与电子元件3的独立焊接。但在其他实施方式中,所述主体部10c所在平面p1与所述焊脚10b所在平面p2也可位于同一平面。每一所述焊脚10b均包括焊接部10b1、过渡部10b2及连接部 10b3,所述连接部10b3连接所述支路10的所述主体部10c,所述焊脚10b 的所述焊接部10b1均设有焊接面10b11。所述焊接面10b11位于所述第二平面p2。每一焊脚10b的所述过渡部10b2由所述第一平面p1向所述第二平面p2弯折。所有支路10的所有引脚10a位于同一平面且定义为第三平面p3,所述第三平面p3与所述第一平面p1共面。在其他实施方式中,所述引脚10a所在平面p3与所述主体部10c所在平面p1也可位于不同平面。
43.进一步地,请参照图2,所述支路10至少包括有序排列的第一支路11、第二支路12、第三支路13、第四支路14、第五支路(未标号)及第六支路 (未标号)。在其他实施方式中,可以根据实际的焊接引脚的需求数量来设计支路的数量,但于本实用新型的技术方案里,需要限定支路的数量至少大于3。如图2至图12所示,所述第一支路11包括与电子元件3焊接的第一焊脚112及伸出所述塑胶本体2的一侧的第一引脚111及连接所述第一焊脚112与所述第一引脚111的第一主体部113。所述第一焊脚112包括具有所述焊接面10b11的第一焊接部1121、连接所述第一主体部113的第一连接部1123及连接所述第一焊接部1121与所述第一连接部1123的第一过渡部1122。所述第一过渡部1122由所述第一平面p1向所述第二平面p2 弯折。所述第二支路12包括与电子元件3焊接的第二焊脚122及伸出所述塑胶本体2的一侧
的第二引脚121及连接所述第二焊脚122与所述第二引脚121的第二主体部123。所述第二焊脚122包括具有所述焊接面10b11的第二焊接部1221、连接所述第二主体部123的第二连接部1223及连接所述第二焊接部1221与所述第二连接部1223的第二过渡部1222。所述第二过渡部1222由所述第一平面p1向所述第二平面p2弯折。所述第三支路13 包括与电子元件3焊接的第三焊脚132及伸出所述塑胶本体2的一侧的第三引脚131及连接所述第三焊脚132与所述第三引脚131的第三主体部133。所述第三焊脚132包括具有所述焊接面10b11的第三焊接部1321、连接所述第三主体部133的第三连接部1323及连接所述第三焊接部1321与所述第三连接部1323的第三过渡部1322。所述第三过渡部1322由所述第一平面p1向所述第二平面p2的方向弯折。所述第四支路14包括与电子元件3 焊接的第四焊脚142及伸出所述塑胶本体2的一侧的第四引脚141及连接所述第四焊脚142与所述第四引脚141的第四主体部143。所述第四焊脚 142包括具有所述焊接面10b11的第四焊接部1421、连接所述第四主体部 143的第四连接部1423及连接所述第四焊接部1421与所述第四连接部1423 的第四过渡部1422。所述第四过渡部1422由所述第一平面p1向所述第二平面p2弯折。
44.所述第五支路和第六支路亦具有焊脚与引脚,所述第五支路和第六支路的焊脚与另一电子元件接触,在本实施例中,不做具体限定。
45.所述第一引脚111、第二引脚121、第三引脚131及第四引脚141统称为引脚10a,所述第一焊脚112、第二焊脚122、第三焊脚132、第四焊脚 142统称为焊脚10b且均设有统一朝向的所述焊接面10b11,所述焊接面 10b11均位于同一平面(即所述第二平面p2),以便于后续与电子元件3的焊接。所述第一主体部113、第二主体部123、第三主体部133及第四主体部143统称为主体部10c并均位于同一平面(即所述第一平面p1)。所述第一焊接部1121、第二焊接部1221、第三焊接部1321及第四焊接部1421统称为焊接部10b1。所述第一过渡部1122、第二过渡部1222、第三过渡部 1322及第四过渡部1422统称为过渡部10b2。所述第一连接部1123、第二连接部1223、第三连接部1323及第四连接部1423统称为连接部10b3。
46.所述第一引脚111、第二引脚121、第三引脚131及第四引脚141位于所述支路10的远离所述电子元件3的一端且于塑封所述的塑胶本体2后,位于所述塑胶本体2的外部的同一侧面,且自右向左依次间隔排列,呈直线轨迹排列。而所述第五支路的引脚与第六支路的引脚亦位于所述第四引脚141的一侧,并与其它三个引脚(111/121/131)呈有序地排列。基于第一引脚111、第二引脚121、第三引脚131及第四引脚141为依次有序的间隔排布,但因为第一引脚111对应的第一焊脚112、第二引脚121对应的第二焊脚122的排序之间需要插入定义所述第三焊脚132,但第三焊脚132对应的第三引脚131却排序于第一引脚111和第二引脚121的外侧,因此为了同时满足在同一平面内实现引脚10a和焊脚10b的排序放置,必然需要将第三支路13于空间内实现与第二支路12的交叉。即当引脚10a的排列顺序为第一引脚111、第二引脚121及第三引脚131,而焊脚10b的排列顺序为第一焊脚112、第三焊脚132及第二焊脚122或者第二焊脚122、第一焊脚112及第三焊脚132。在其他实施方式中,支路10的数量可能设置得更多,此处不做限制。
47.现有技术中已存在可以实现支路导电路线的交叉的形式,即为采用柔性电路板或者采用分段式电路后再经由额外的处理工序(如焊接)将分段式短路实现电性连接。但柔性电路板的成本较高,且柔性电路的加工工序也相对复杂;而分段电路的二次处理,也会增加加工成本,且处理过的两段电路的稳定性不佳。因此无论是采用现有的哪一种方式进行空
间位置跨越处理,均存在成本和性能的双重问题。
48.本实用新型的实施方式中,所述金属电路1设有一折叠区域,至少一所述支路10于所述折叠区域处折弯实现空间跨越另一所述支路10,实现两条支路10的交叉,两条支路10的所述焊脚10b的平面位置的跃迁。在其他实施方式中,亦可以是多条支路10进行折弯实现与其他支路10的交叉。所述折叠区域可以位于所述金属电路1的任何两条支路10的除引脚10a外的其他需要交汇或者部分重叠的地方。在本实施例中,所述折叠区域设置于靠近所述电子元件3处,即靠近所述支路10的焊脚10b的位置,如此设置是由于该金属电路是一次性冲压成型,且在靠近焊脚10b处作折弯,操作的空间大,做二次冲压更便捷。在本实施方式中,所述第三支路13的所述第三焊脚132折弯以与所述第二焊脚122于垂直方向上的投影部分重叠。由于在本实施方式中,金属电路1的排布方向是在垂直方向上,故产生的焊脚投影部分是在垂直方向。在其他实施方式中,若金属电路1在水平方向的前后方向设置,则产生的焊脚投影部分是在水平方向的前后方向上;若金属电路1在水平方向的左右方向设置,则产生的焊脚投影部分是在水平方向的左右方向上。当然金属电路也可能是立体设置的,即金属电路1 可能在垂直方向和水平方向均设置了焊脚的一部分,则产生的焊脚投影的部分是在垂直方向和水平方向上。
49.具体地,在本实用新型中,折弯发生在所述第三焊脚132的所述第三连接部1323上,此时所述第三连接部1323与所述第二连接部1223在垂直方向上的投影部分重叠。所述第三连接部1323包括连接所述第三主体部133 的折弯部13231及连接所述折弯部13231与所述第三过渡部1322的平直延伸部13232。由于所述折弯部13231的设置,使得所述平直延伸部13232与所述主体部133之间存在间隙以容纳一外部垫刀置入。这个间隙可于注塑成型时容纳允许范围的最小厚度的塑胶本体,进而支撑整体的强度。且弯折的时候该间隙可以置入垫刀,进而防止焊脚10b被折断。
50.所述平直延伸部13232与第二连接部1223在垂直方向上的投影部分重叠。此时,所述第三过渡部1322自所述平直延伸部13232所在的平面向所述焊接面10b11弯折延伸。同时,所述第三焊脚132与第三主体部133之间设有一弯折角度,且其弯折角度不小于90度且不大于180度。若该弯折角度小于90度,则第三焊脚132与所述第二焊脚122在垂直方向上就不会存在投影部分重叠区域,亦无法实现第三焊脚132与第二焊脚122与同一电子元件3焊接,并实现空间跨越。在本实施方式中,弯折角度为180度。具体地,第三焊脚132的第三连接部1323的平直延伸部13232与第三主体部133的所述弯折角度为180度。同时所述第三连接部1323与所述第二连接部1223的延伸方向的夹角为90度。在其他实施方式中,发生弯折的所述第三连接部1323与另一第二连接部1223的延伸方向的夹角可以是锐角,也可以是钝角,均可实现发生弯折的第三连接部1323的第三焊脚132与具有另一第二连接部1223的第二焊脚122实现空间电路的跨越,位于同一电子元件3的焊接平面。
51.在本实施例中,连接于同一所述电子元件3的所述焊脚10b呈矩形轨迹排布。所述支路(10)设有四个,其中第一支路11及第四支路14设置在矩形框的一侧,另外两个第二支路12及第三支路13设置在矩形框的另外一侧。所述第一引脚111、第二引脚121、第三引脚131及第四引脚141 自右向左依次排列。而在所述电子元件3与所述焊脚10a接触的区域,所述第一焊脚112与第二焊脚122的排列方向与所述第一引脚111与第二引脚121的排列方向相反。第三焊脚132与第四焊脚142的排列方向与第三引脚131与第四引脚141的排列方向相
反。第一焊脚112与第四焊脚142 的排列方向与所述第一引脚111与所述第四引脚141的排列方向相反。此时,由于第三支路13的第三连接部1323进行了折弯使得所述第一焊脚112、第二焊脚122、第三焊脚132及第四焊脚142的排列顺序与第一引脚111、第二引脚121、第三引脚131及第四引脚141的排列顺序不同,实现了空间电路的交叠,增加电路板焊盘的分布密度,进而允许更多的焊盘在有限的布局空间内的分布。
52.在本实用新型中的金属电路1采用单一料带一次性冲压成型,但因为支路10为较小尺寸的金属电路,为了保证各支路10冲压后续的折弯或者焊接过程,各支路10不会被容易变形,保证支路10的尺寸精度,需要在各支路10之间适当设置若干数量的连接处10d。在本具体实施方式中,至少相邻的两所述支路10之间具有一连接处10d,所述塑胶本体2对应所述连接处10d设置有一供外部冲断治具插入的裁切孔23。所述裁切孔23的直径大于所述连接处10d的横向尺寸。每条所述支路10的所述连接处10d靠近所述焊脚10b设置,因为焊脚10b的横向尺寸更小,且更加远离外侧料带而设置于金属电路1的中间位置,因此连接处10d更加靠近焊脚10b设置。所述塑胶本体2还设置有位于所述裁切孔23上方的承载槽22,所述承载槽22在上下方向与所述裁切孔23贯通。所述承载槽22的直径大于所述裁切孔23的直径。所述承载槽22与裁切孔23在垂直方向上位于所述连接处10d的上下两侧,所述承载槽22更靠近所述连接处10d,以供一外部治具插入并顶抵所述连接处10d。如图14所示,所述承载槽22的横截面呈梯形结构,上宽下小,所述连接处10d的上表面暴露在承载槽22内,在外部顶针从下向上冲断所述连接处10d的时候,外部治具向下插入承载槽23并顶抵所述连接处10d的表面,作为连接处10d冲断的支撑,冲断后,从上拔出外部治具,有助于脱模。由于被冲断支路10之间的连接处10d被冲断时,所述连接处10d被设置于承载槽22内的外部治具顶抵,外部治具的抵持防止了金属电路1发生变形,最终所述连接处10d会被外部冲断治具冲断,以使得各条支路10有其独立的回路。在本实施例中,所述承载槽22 的横截面呈等腰梯形,其外形为圆台形,在其他实施例中,所述承载槽22 的横截面也可以呈直角梯形、不规则梯形等,其外形也可以为棱台形。
53.本实施方式还涉及一种音圈马达,包括上述的具有所述金属电路1的基座100。由于具有金属电路的基座的生产工艺得到了简化并且增加了金属电路的基座的布局密度增加的可能性,可以使音圈马达的尺寸设计的更加小,且成本得到降低,因此有利于简化音圈马达的组装工艺,提高音圈马达的生产效率。
54.本实施方式还涉及一种制造具有金属电路的基座的制造方法,具体包括以下步骤:
55.第一步,单面料带通过冲压成型一单层金属电路1,冲压后的金属电路具有若干支路10,所述支路10通过料带连接,且相邻支路10间设有连接处10d,每一所述支路10包括焊脚10b、位于另一端的与外部电路连接的引脚10a及连接所述焊脚10b与所述引脚10a的主体部10c,每一所述焊脚 10b均包括焊接部10b1、过渡部10b2及连接部10b3,所述连接部10b3连接所述支路10的所述主体部10c;
56.第二步,折弯一所述第三支路13的第三连接部1323,使所述第三连接部1323具有与第三主体部133基本重合的一平直延伸部13232且令所述第三焊脚132与其他支路的焊脚10b位于同一平面;在本实施方式中,作180 度弯折,而在其他实施方式中,可为其他任何可以执行空间跨越的角度,不小于90度,不大于180度,如此才可实现支路的空间交叠跨越。
57.第三步,冲压所述第三连接部1323的所述平直延伸部13232与所述主体部133连接的部分以形成一折弯部13231,以使所述平直延伸部13232与所述第三主体部133之间存在间隙,以形成第一半成品;
58.第四步,在第一半成品上注塑成型塑胶材料,以形成一体注塑有塑胶本体2及金属电路1的第二半成品;
59.第五步,裁切第二半成品上的周侧的料带以及冲断所述支路10的连接处10d,先将外部治具顶入圆台型设置的承载槽22内,冲断所述连接处10d 之后,再从外部外径大内部内径小的圆台型的承载槽22拔出治具,有利于产品的脱模;
60.第六步,将电子元件3通过smt工艺焊接到焊脚10b对应的塑胶本体 2上,以形成一体注塑有塑胶本体2及金属电路1的基座100。
61.本实用新型中,还涉及一种音圈马达的制造方法,由于具有金属电路的基座的生产工艺得到了简化并且增加了金属电路的基座的布局密度增加的可能性,可以使音圈马达的尺寸设计的更加小,且成本得到降低,因此有利于简化音圈马达的组装工艺,提高音圈马达的生产效率。
62.本实用新型中,通过将第三支路13的第三焊脚132弯折,以使得所述第三焊脚132与第二支路12的第二焊脚122在金属电路1的放置的方向(垂直或水平)上的投影有部分重叠部分,并令所述第三焊脚132与第二焊脚 122与同一电子元件3焊接,并位于同一平面,可以实现电路之间的顺利避让功能,防止金属电路1搭接而导致产品内部线路短路,解决单层金属电路之间无法相互交错问题。同时,支路10的空间交错的方式可以利于增加电路板焊盘的分布密度,进而允许更多的焊盘在有限的布局空间内的分布。折弯后的所有焊脚10b具有统一的焊接面,便于与电子元件通过smt的方式焊接。
63.又由于所述塑胶本体2对应所述不同支路10的连接处10d设置有圆台型的承载槽22,即承载槽22的外部的外径大于靠近金属电路1的内部的外径,换而言之,外部治具在插入所述承载槽22时,先经过外径较大的承载槽22的一端,再插入到靠近金属电路1的外径较小的承载槽22的另一端,在冲断连接处10d之后,由于承载槽22的外部的外径大,所以利于外部治具的拔出。
64.最后应说明的是:以上实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型实施例技术方案的范围。
65.以上所述仅为本实用新型的部分实施方式,不是全部的实施方式,本领域普通技术人员通过阅读本实用新型说明书而对本实用新型技术方案采取的任何等效的变化,均为本实用新型的权利要求所涵盖。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。