1.本发明涉及一种带式输送机的换带方法,具体是一种同步收放胶带的换带方法,属于带式输送机设备维护技术领域。
背景技术:
2.带式输送机又称胶带输送机或皮带输送机,是一种以摩擦驱动连续方式运输物料的机械,主要包括机架、输送带、托辊、滚筒、张紧装置、传动装置等,它可以将物料在一定的输送线上从最初的供料点到最终的卸料点间形成一种物料的输送流程,广泛应用于冶金、矿山、电力、化工等行业。
3.带式输送机因其具有输送量大、结构简单、成本低、通用性强等优点,在煤矿生产中有着不可替代的作用,是实现煤炭从井下采煤工作面运输到地面的主要设备。具有钢丝绳芯的胶带作为承载和运输煤炭的载体,在长时间的使用过程中,带面与物料之间的摩擦和胶带与滚筒的摩擦会导致胶带带面划伤,甚至发生断带、溜带等事故,因此为了保证胶带安全稳定运行,应当对胶带进行定期更换。然而随着煤矿开采逐渐向深部发展,深矿井开采造成输送距离超千米的超长距离带式输送机逐步普及,超长距离带式输送机通常功率大、运量大,其胶带通常采用多个胶带段通过胶带接头连接为一体的结构,不仅体积大、重量大,而且煤矿井下工况环境复杂、换带难度大,因而造成更换胶带的工作不仅需要投入大量的人力和物力,而且换带过程风险较大。
4.现有的胶带更换方法通常是将胶带更换装置运输至矿井下后固定设置在待更换胶带的带式输送机的机头驱动滚筒的下方,然后将旧带破断,在旧带的一端连接通过输送新带的胶带更换装置输送的新带,将旧带的另一端通过回收旧带的胶带更换装置牵引回卷回收,通过旧带拉动新带进行铺设的方式实现胶带更换。现有的夹持输送胶带的胶带更换装置存在以下缺陷:
5.1、为了实现稳固牵引,需要在矿井下额外设置胶带更换装置的定位安装位置,然而煤矿井下工况环境复杂,特别针对超千米矿井,胶带更换装置的运输与定位安装均相对较困难;
6.2、针对超长距离带式输送机,若胶带更换装置的功率不匹配,往往造成夹持胶带的夹持力不够或牵引胶带的牵引力不足,进而造成胶带打滑或拉不动的情况,因此需要配合足够大功率的胶带更换装置,无形中造成胶带更换装置的体积及重量的增大,进而造成运输与定位安装更加困难;
7.3、为了便于运输和定位安装,输送新带的胶带更换装置与回收旧带的胶带更换装置通常是分别设置、分别定位安装,这样就容易导致新胶带放带与旧胶带收带速度不匹配的情况出现,进而易导致新输送带铺设质量差或换带时间增加。
技术实现要素:
8.针对上述现有技术存在的问题,本发明提供一种同步收放胶带的换带方法,能够
在保证新输送带放带与旧输送带收带速度同步匹配的前提下实现方便设备的运输和灵活定位安装,且能够根据具体工况匹配设备功率,特别适用于超长距离带式输送机的胶带更换。
9.为了实现上述目的,本同步收放胶带的换带方法所使用的可连续同步收放胶带的胶带更换车包括上层履带部分、中层履带部分、下层履带部分和集中电控部分;
10.所述的上层履带部分包括上层履带机架和上层履带,左右对称设置为两套的上层履带架设安装在框架结构的上层履带机架上;所述的中层履带部分包括中层履带机架和中层履带,左右对称设置为两套的中层履带对应上层履带设置;所述的下层履带部分包括下层履带机架和下层履带,左右对称设置为两套的下层履带对应中层履带设置;每套上层履带、中层履带和下层履带均包括首尾连接呈环形的履带和设置在履带环形结构内部的履带驱动链轮及履带支撑结构,前后滚动设置的履带驱动链轮均包括履带驱动部件;至少中层履带的履带环形结构内部设有沿前后方向伸缩设置的履带张紧机构;至少中层履带机架的旧胶带输入端位置设有可在胶带逆行时阻止胶带逆行的胶带制动器;
11.所述的上层履带机架和下层履带机架分别通过升降导向连接机构与中层履带机架安装连接,上层履带机架与中层履带机架之间设有可控制上层履带机架相对于中层履带机架升降的夹持控制部件ⅰ,下层履带机架与中层履带机架之间设有可控制下层履带机架相对于中层履带机架升降的夹持控制部件ⅱ,下层履带机架上还设有多个竖直向下伸缩设置的伸缩支腿,伸缩支腿包括支腿伸缩控制部件;
12.所述的上层履带、中层履带和下层履带的履带均是由多个波状链板依次铰接而成的结构,每个波状链板的外表面均包括弧形凸面和弧形凹面,在波状链板呈直线运动状态时,相邻的两个波状链板的弧形凸面和弧形凹面共同组成连续的波浪形结构;
13.所述的集中电控部分包括中央控制器、上层履带机架升降控制回路、上层履带控制回路、中层履带控制回路、下层履带机架升降控制回路、下层履带控制回路、履带张紧调整回路、支腿伸缩控制回路和胶带制动回路,中央控制器分别与夹持控制部件ⅰ、夹持控制部件ⅱ、伸缩支腿的支腿伸缩控制部件、上层履带的履带驱动部件、中层履带的履带驱动部件、下层履带的履带驱动部件、履带张紧机构和胶带制动器电连接;
14.胶带更换方法具体包括以下步骤:
15.a.设备转场:中央控制器通过下层履带机架升降控制回路控制夹持控制部件ⅱ动作使下层履带机架带动下层履带下移至设定距离,然后中央控制器通过支腿伸缩控制回路控制伸缩支腿完全缩入,可连续同步收放胶带的胶带更换车整体下移使下层履带的底平面贴合在地面上,中央控制器通过下层履带控制回路控制下层履带的履带驱动部件动作使整车进行前后移动或转向的自行走;
16.b.换带准备:控制可连续同步收放胶带的胶带更换车停靠在对应待更换胶带的带式输送机的机头驱动滚筒的设定位置后,中央控制器通过支腿伸缩控制回路控制伸缩支腿完全伸出稳固支撑于地面,然后中央控制器通过上层履带机架升降控制回路控制夹持控制部件ⅰ动作使上层履带机架带动上层履带上移至设定距离,中央控制器通过履带张紧调整回路控制履带张紧机构动作使履带张紧后,中央控制器通过上层履带控制回路和下层履带控制回路分别控制上层履带和下层履带进行微动调整,使上层履带底部的连续波浪形履带面与中层履带顶部的连续波浪形履带面可凹凸卡合配合,使下层履带顶部的连续波浪形履
带面与中层履带底部的连续波浪形履带面可凹凸卡合配合;
17.c.新胶带输入定位:将新胶带的首端自后向前穿过上层履带与中层履带之间的间隙,然后中央控制器通过上层履带机架升降控制回路控制夹持控制部件ⅰ动作使上层履带机架带动上层履带下移至设定距离,新胶带被上层履带和中层履带的连续波浪形履带面稳固夹持;
18.d.旧胶带输入定位:松开待更换胶带的带式输送机的胶带张紧装置后将旧胶带破断,将上行旧胶带的端部与新胶带的首端通过带扣稳固连接,将下行旧胶带的端部自前向后穿入下层履带与中层履带之间的间隙,然后中央控制器通过下层履带机架升降控制回路控制夹持控制部件ⅱ动作使可连续同步收放胶带的胶带更换车整体下移至设定距离,旧胶带被下层履带和中层履带的连续波浪形履带面稳固夹持;
19.e.更换胶带:中央控制器通过上层履带控制回路、中层履带控制回路和下层履带控制回路控制上层履带的履带驱动部件、中层履带的履带驱动部件、下层履带的履带驱动部件同步旋转,旧胶带被下层履带和中层履带稳固夹持输送的同时、新胶带被上层履带和中层履带稳固夹持输送,待旧胶带回收完毕,中央控制器先通过胶带制动回路控制胶带制动器动作对通过旧胶带牵拉的新胶带首端进行锁止,然后再拆除与新胶带的首端连接的旧胶带,将新胶带的首端与新胶带的末端通过带扣稳固连接,启动带式输送机的胶带张紧装置将新胶带张紧,完成更换胶带。
20.作为本发明的进一步改进方案,可连续同步收放胶带的胶带更换车还包括防跑偏部分,防跑偏部分包括对应胶带侧面位置、左右对称设置的防跑偏部件,防跑偏部件定位设置在中层履带机架的左右两侧面上,或者防跑偏部件设置在上层履带机架和下层履带机架的左右两侧面上,防跑偏部件是带边距离传感器,带边距离传感器沿前后方向均布设置为多个,集中电控部分还包括自动纠偏控制回路,中央控制器分别与多个带边距离传感器电连接;
21.步骤e中,旧胶带被下层履带和中层履带稳固夹持输送的同时、新胶带被上层履带和中层履带稳固夹持输送的过程中,多个带边距离传感器实时向中央控制器反馈新胶带和旧胶带的带边至带边距离传感器之间的距离,若旧胶带或新胶带发生向左侧的跑偏、且超出设定距离范围,则中央控制器启动自动校正控制回路,中央控制器发出指令控制位于右侧的夹持控制部件ⅰ或夹持控制部件ⅱ动作、使右侧的上层履带或下层履带处于非咬合的松弛夹持状态,当带边距离传感器反馈胶带的带边至带边距离传感器之间的距离位于设定距离范围时,中央控制器控制位于右侧的夹持控制部件ⅰ或夹持控制部件ⅱ动作、使右侧的上层履带或下层履带恢复至咬合的夹持状态;若旧胶带或新胶带发生向右侧的跑偏、且超出设定距离范围,则中央控制器启动自动校正控制回路,中央控制器发出指令控制位于左侧的夹持控制部件ⅰ或夹持控制部件ⅱ动作、使左侧的上层履带或下层履带处于非咬合的松弛夹持状态,当带边距离传感器反馈胶带的带边至带边距离传感器之间的距离位于设定距离范围时,中央控制器控制位于左侧的夹持控制部件ⅰ或夹持控制部件ⅱ动作、使左侧的上层履带或下层履带恢复至咬合的夹持状态。
22.作为本发明的进一步改进方案,上层履带、中层履带和下层履带的履带驱动链轮上分别设有旋转角度传感器;集中电控部分还包括自动校正控制回路,中央控制器分别与上层履带、中层履带和下层履带的旋转角度传感器电连接;
23.步骤b中,中央控制器通过上层履带控制回路和下层履带控制回路分别控制上层履带和下层履带进行微动调整前,中央控制器首先根据中层履带的旋转角度传感器的反馈以及上层履带和下层履带的旋转角度传感器的反馈,计算上层履带和下层履带的履带驱动链轮分别相对于中层履带的履带驱动链轮应旋转的角度,然后再分别控制上层履带和下层履带的履带驱动部件动作进行微动调整。
24.作为本发明的进一步改进方案,针对超长距离带式输送机的胶带更换,将多个可连续同步收放胶带的胶带更换车采用串联的方式进行联合使用。
25.作为本发明的进一步改进方案,步骤b中,中央控制器通过支腿伸缩控制回路控制伸缩支腿完全伸出稳固支撑于地面后,伸缩支腿通过辅助梁与待更换胶带的带式输送机的机头架固定连接为一体。
26.作为本发明的进一步改进方案,上层履带部分的左右对称的两套上层履带之间、中层履带部分的左右对称的两套中层履带之间、以及下层履带部分的左右对称的两套下层履带之间均设有可同步相对于对称中分面调整间距的间距调整机构;集中电控部分还包括履带间距调整回路,中央控制器分别与间距调整机构电连接;
27.或者,上层履带部分的左侧上层履带、中层履带部分的左侧中层履带和下层履带部分的左侧下层履带通过左连接架连接为一体,上层履带部分的右侧上层履带、中层履带部分的右侧中层履带和下层履带部分的右侧下层履带通过右连接架连接为一体,左连接架与右连接架之间设有可同步相对于对称中分面调整间距的间距调整机构,集中电控部分还包括履带间距调整回路,中央控制器与间距调整机构电连接;
28.步骤b中,中央控制器通过支腿伸缩控制回路控制伸缩支腿完全伸出稳固支撑于地面后,根据待更换胶带的带式输送机的带宽尺寸,中央控制器通过履带间距调整回路控制间距调整机构动作配合调整上层履带部分的左右对称的两套上层履带之间的间距尺寸、中层履带部分的左右对称的两套中层履带之间的间距尺寸、以及下层履带部分的左右对称的两套下层履带之间的间距尺寸。
29.作为本发明的进一步改进方案,集中电控部分还包括遥控器,遥控器与中央控制器无线连接;操作人员通过遥控器控制可连续同步收放胶带的胶带更换车。
30.作为本发明的优选方案,上层履带、中层履带和下层履带的履带驱动部件均是液压马达结构,夹持控制部件ⅰ、夹持控制部件ⅱ和支腿伸缩控制部件均是液压缸结构;可连续同步收放胶带的胶带更换车还包括车载液压系统,车载液压系统包括液压泵站和控制阀组,集中电控部分的中央控制器分别与液压泵站和控制阀组电连接;中央控制器通过液压控制的方式控制可连续同步收放胶带的胶带更换车的动作。
31.与现有技术相比,可连续同步收放胶带的胶带更换车通过控制伸缩支腿完全缩入、并控制下层履带机架带动下层履带下移使下层履带的底平面贴合在地面上后,即可通过控制左右对称的下层履带的旋转实现整车前后移动和转向的自行走,机动灵活,不仅可以根据施工现场的具体工况灵活调整工作位置,而且便于运输;针对超长距离带式输送机的胶带更换,为保证足够的匹配功率,可以将多个小功率的胶带更换车采用串联的方式进行联合使用,因此可以实现胶带更换车的相对较小的体积和重量,可进一步增加其机动灵活性;可连续同步收放胶带的胶带更换车采用上层履带、中层履带和下层履带同步夹持新胶带和旧胶带的方式,不仅可以实现新胶带放带与旧胶带收带速度完全匹配、实现胶带更
换过程中回收胶带的拉力与释放新胶带的阻力自动平衡,同步性、稳定性和安全性更高,而且均由多个波状链板依次铰接而成的上层履带、中层履带和下层履带采用连续波浪形履带面凹凸卡合配合夹持胶带的方式,既不损伤胶带、又可保证稳固夹持,特别适用于超长距离带式输送机的胶带更换。
附图说明
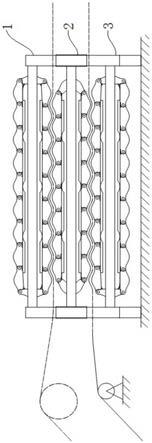
32.图1是可连续同步收放胶带的胶带更换车的三维结构示意图;
33.图2是可连续同步收放胶带的胶带更换车的上层履带部分的三维结构示意图;
34.图3是可连续同步收放胶带的胶带更换车的中层履带部分的三维结构示意图;
35.图4是可连续同步收放胶带的胶带更换车的下层履带部分的三维结构示意图;
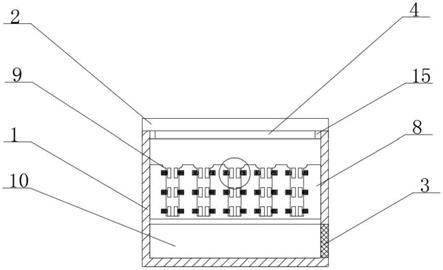
36.图5是可连续同步收放胶带的胶带更换车在更换胶带时的结构示意图;
37.图6是可连续同步收放胶带的胶带更换车的波状链板夹持胶带时的结构示意图。
38.图中:1、上层履带部分,11、上层履带机架,12、上层履带,2、中层履带部分,21、中层履带机架,22、中层履带,3、下层履带部分,31、下层履带机架,32、下层履带,33、伸缩支腿。
具体实施方式
39.下面结合附图对本发明做进一步说明(以下以图5的左侧方向为前方进行描述)。
40.如图1所示,可连续同步收放胶带的胶带更换车包括上层履带部分1、中层履带部分2、下层履带部分3和集中电控部分。
41.如图2所示,所述的上层履带部分1包括上层履带机架11和上层履带12,左右对称设置为两套的上层履带12架设安装在框架结构的上层履带机架11上,每套上层履带12包括首尾连接呈环形的履带和设置在履带环形结构内部的履带驱动链轮及履带支撑结构,履带驱动链轮前后对称设置为两件,履带支撑结构设置在两件履带驱动链轮之间,履带支撑结构可以是沿前后方向均布设置为多件的履带支撑辊轮、也可以是沿前后方向均布设置为多件的履带支撑辊轴等结构,前后滚动设置的履带驱动链轮包括履带驱动部件,履带驱动部件可以是液压马达结构、也可以是电动机结构等结构,优选液压马达结构。
42.如图3、图4所示,所述的中层履带部分2和下层履带部分3的结构与上层履带部分1类似,中层履带部分2包括中层履带机架21和中层履带22,左右对称设置为两套的中层履带22对应上层履带12设置,下层履带部分3包括下层履带机架31和下层履带32,左右对称设置为两套的下层履带32对应中层履带22设置,每套中层履带22和下层履带32均包括首尾连接呈环形的履带和设置在履带环形结构内部的履带驱动链轮及履带支撑结构,前后滚动设置的履带驱动链轮均包括履带驱动部件。
43.如图1所示,所述的上层履带机架11和下层履带机架31分别通过竖直方向设置的升降导向连接机构与中层履带机架21安装连接,上层履带机架11与中层履带机架21之间设有可控制上层履带机架11相对于中层履带机架21升降的夹持控制部件ⅰ,下层履带机架31与中层履带机架21之间设有可控制下层履带机架31相对于中层履带机架21升降的夹持控制部件ⅱ,升降导向连接机构可以是配合设置的导向套和导向柱结构、也可以是配合设置的导向凸起和导向槽结构等其他结构,夹持控制部件ⅰ和夹持控制部件ⅱ可以是液压缸结
构、也可以是电动缸结构等其他伸缩控制结构,优选液压缸结构,如图4所示,下层履带机架31上还设有多个竖直向下伸缩设置的伸缩支腿33,伸缩支腿33包括支腿伸缩控制部件,支腿伸缩控制部件可以是液压缸结构、也可以是电动缸结构等其他伸缩控制结构,优选液压缸结构。
44.如图6所示,所述的上层履带12、中层履带22和下层履带32的履带均是由多个波状链板依次铰接而成的结构,每个波状链板的外表面均包括弧形凸面和弧形凹面,在波状链板呈直线运动状态时,相邻的两个波状链板的弧形凸面和弧形凹面共同组成连续的波浪形结构。
45.所述的集中电控部分包括中央控制器、上层履带机架升降控制回路、上层履带控制回路、中层履带控制回路、下层履带机架升降控制回路、下层履带控制回路和支腿伸缩控制回路,中央控制器分别与夹持控制部件ⅰ、夹持控制部件ⅱ、伸缩支腿33的支腿伸缩控制部件、上层履带12的履带驱动部件、中层履带22的履带驱动部件、下层履带32的履带驱动部件电连接。
46.可连续同步收放胶带的胶带更换车在运输转场状态时,中央控制器可以通过下层履带机架升降控制回路控制夹持控制部件ⅱ动作使下层履带机架31带动下层履带32下移至设定距离,然后中央控制器通过支腿伸缩控制回路控制伸缩支腿33完全缩入,可连续同步收放胶带的胶带更换车即整体下移使下层履带32的底平面贴合在地面上,中央控制器通过下层履带控制回路控制下层履带32的履带驱动部件动作,即可通过左右对称的下层履带32的同步同向旋转实现控制整车前后移动、通过左右对称的下层履带32的同步异向旋转实现控制整车转向,机动灵活。
47.使用可连续同步收放胶带的胶带更换车对待更换胶带的带式输送机进行更换胶带作业时,如图5所示,控制可连续同步收放胶带的胶带更换车停靠在对应待更换胶带的带式输送机的机头驱动滚筒的设定位置后,中央控制器通过支腿伸缩控制回路控制伸缩支腿33完全伸出稳固支撑于地面,下层履带32即呈与中层履带22分离的悬空状态,然后中央控制器通过上层履带机架升降控制回路控制夹持控制部件ⅰ动作使上层履带机架11带动上层履带12上移至设定距离,上层履带12即呈与中层履带22分离的悬空状态,然后中央控制器通过上层履带控制回路和下层履带控制回路分别控制上层履带12和下层履带32进行微动调整,使上层履带12底部的连续波浪形履带面与中层履带22顶部的连续波浪形履带面可凹凸卡合配合,使下层履带32顶部的连续波浪形履带面与中层履带22底部的连续波浪形履带面可凹凸卡合配合;将新胶带的首端自后向前穿过上层履带12与中层履带22之间的间隙,然后中央控制器通过上层履带机架升降控制回路控制夹持控制部件ⅰ动作使上层履带机架11带动上层履带12下移至设定距离,新胶带即被上层履带12和中层履带22的连续波浪形履带面稳固夹持;松开待更换胶带的带式输送机的胶带张紧装置后将旧胶带破断,将上行旧胶带的端部与新胶带的首端通过带扣稳固连接,将下行旧胶带的端部自前向后穿入下层履带32与中层履带22之间的间隙,然后中央控制器通过下层履带机架升降控制回路控制夹持控制部件ⅱ动作使可连续同步收放胶带的胶带更换车即整体下移至设定距离,旧胶带即被下层履带32和中层履带22的连续波浪形履带面稳固夹持;中央控制器通过上层履带控制回路、中层履带控制回路和下层履带控制回路控制上层履带12的履带驱动部件、中层履带22的履带驱动部件、下层履带32的履带驱动部件同步旋转,如图5所示,上层履带12的履带驱
动部件和下层履带32的履带驱动部件同步顺时针旋转,而中层履带22的履带驱动部件同步逆时针旋转,即实现旧胶带被下层履带32和中层履带22稳固夹持输送的同时、新胶带被上层履带12和中层履带22稳固夹持输送,进而实现新胶带放带与旧胶带收带速度匹配,待旧胶带回收完毕,拆除与新胶带的首端连接的旧胶带后,将新胶带的首端与新胶带的末端通过带扣稳固连接,启动带式输送机的胶带张紧装置将新胶带张紧即可。
48.针对超长距离带式输送机的胶带更换,为保证足够的匹配功率,可以将多个可连续同步收放胶带的胶带更换车采用串联的方式进行联合使用。
49.为了防止新胶带输入过程中及旧胶带输出过程中的跑偏、进而影响新胶带输入和旧胶带输出,作为本发明的进一步改进方案,可连续同步收放胶带的胶带更换车还包括防跑偏部分,防跑偏部分包括对应胶带侧面位置、左右对称设置的防跑偏部件,防跑偏部件定位设置在中层履带机架21的左右两侧面上,或者防跑偏部件设置在上层履带机架11和下层履带机架31的左右两侧面上。防跑偏部件可以采用机械控制结构,即,防跑偏部件是轴向方向竖直设置的防跑偏立辊,沿前后方向均布设置为多个的防跑偏立辊可自由旋转,左右两排防跑偏立辊之间的档距尺寸与胶带的宽度尺寸配合,若输送过程中胶带发生跑偏,则防跑偏立辊可以对胶带进行阻挡。防跑偏部件也可以采用电气控制结构,即,防跑偏部件是对应胶带侧面位置的带边距离传感器,带边距离传感器沿前后方向均布设置为多个,集中电控部分还包括自动纠偏控制回路,中央控制器分别与多个带边距离传感器电连接;胶带输送过程中,多个带边距离传感器实时向中央控制器反馈新胶带和旧胶带的带边至带边距离传感器之间的距离,若胶带发生向左侧的跑偏、且超出设定距离范围,则中央控制器启动自动校正控制回路,中央控制器发出指令控制位于右侧的夹持控制部件ⅰ或夹持控制部件ⅱ动作、使右侧的上层履带12或下层履带32处于非咬合的松弛夹持状态,胶带即在左侧的咬合夹持状态的上层履带12或下层履带32的牵拉作用下逐渐向右侧移动,当带边距离传感器反馈胶带的带边至带边距离传感器之间的距离位于设定距离范围时,中央控制器控制位于右侧的夹持控制部件ⅰ或夹持控制部件ⅱ动作、使右侧的上层履带12或下层履带32恢复至咬合的夹持状态;若胶带发生向右侧的跑偏、且超出设定距离范围,则中央控制器启动自动校正控制回路,中央控制器发出指令控制位于左侧的夹持控制部件ⅰ或夹持控制部件ⅱ动作、使左侧的上层履带12或下层履带32处于非咬合的松弛夹持状态,胶带即在右侧的咬合夹持状态的上层履带12或下层履带32的牵拉作用下逐渐向左侧移动,当带边距离传感器反馈胶带的带边至带边距离传感器之间的距离位于设定距离范围时,中央控制器控制位于左侧的夹持控制部件ⅰ或夹持控制部件ⅱ动作、使左侧的上层履带12或下层履带32恢复至咬合的夹持状态,实现自动纠偏。
50.在完成胶带更换后,拆除与新胶带的首端连接的旧胶带时,为了防止发生溜带现象,作为本发明的进一步改进方案,至少中层履带机架21的旧胶带输入端位置设有可在胶带逆行时阻止胶带逆行的胶带制动器;集中电控部分还包括胶带制动回路,中央控制器分别与胶带制动器电连接。胶带制动器可以是溜带时压接在胶带上的凸轮结构、也可以是溜带时压接在胶带上的锁止压板结构等其他结构,胶带制动器可以采用液压控制、也可以直接采用电动控制。
51.为了实现上层履带12和下层履带32分别与中层履带22的波浪形履带面的自动校正,作为本发明的进一步改进方案,上层履带12、中层履带22和下层履带32的履带驱动链轮
上分别设有旋转角度传感器;集中电控部分还包括自动校正控制回路,中央控制器分别与上层履带12、中层履带22和下层履带32的旋转角度传感器电连接。中央控制器通过上层履带控制回路和下层履带控制回路分别控制上层履带12和下层履带32进行微动调整前,中央控制器首先根据中层履带22的旋转角度传感器的反馈以及上层履带12和下层履带32的旋转角度传感器的反馈,计算上层履带12和下层履带32的履带驱动链轮分别相对于中层履带22的履带驱动链轮应旋转的角度,然后再分别控制上层履带12和下层履带32的履带驱动部件动作进行微动调整。
52.为了保证输送胶带的稳定性,作为本发明的进一步改进方案,对待更换胶带的带式输送机进行更换胶带作业时,伸缩支腿33完全伸出后通过辅助梁与待更换胶带的带式输送机的机头架固定连接为一体。
53.为了便于对输送的胶带进行导向,作为本发明的进一步改进方案,上层履带机架11的新胶带输出端和/或新胶带输入端水平架设有胶带导向托辊,下层履带机架31的旧胶带输入端和/或旧胶带输出端也水平架设有胶带导向托辊。
54.为了实现针对不同带宽胶带的通用性,作为本发明的进一步改进方案,上层履带部分1的左右对称的两套上层履带12之间、中层履带部分2的左右对称的两套中层履带22之间、以及下层履带部分3的左右对称的两套下层履带32之间均设有可同步相对于对称中分面调整间距的间距调整机构,集中电控部分还包括履带间距调整回路,中央控制器分别与间距调整机构电连接;或者上层履带部分1的左侧上层履带12、中层履带部分2的左侧中层履带22和下层履带部分3的左侧下层履带32通过左连接架连接,上层履带部分1的右侧上层履带12、中层履带部分2的右侧中层履带22和下层履带部分3的右侧下层履带32通过右连接架连接,左连接架与右连接架之间设有可同步相对于对称中分面调整间距的间距调整机构,集中电控部分还包括履带间距调整回路,中央控制器与间距调整机构电连接。间距调整机构可以是双向伸缩的液压缸结构、也可以是配合的丝杠丝母结构等其他双向间距调整结构,间距调整机构也可以是左右对称设置的两个单向伸缩的液压缸结构或电动缸结构等其他单向间距调整结构。中央控制器通过支腿伸缩控制回路控制伸缩支腿33完全伸出稳固支撑于地面后,根据待更换胶带的带式输送机的带宽尺寸,中央控制器通过履带间距调整回路控制间距调整机构动作配合调整上层履带部分1的左右对称的两套上层履带12之间的间距尺寸、中层履带部分2的左右对称的两套中层履带22之间的间距尺寸、以及下层履带部分3的左右对称的两套下层履带32之间的间距尺寸。
55.由于中层履带22顶部和底部的连续波浪形履带面分别与上层履带12的底部连续波浪形履带面和下层履带32的顶部连续波浪形履带面配合,因此为了防止因中层履带22松弛而造成连续波浪形履带面在凹凸卡合配合时出现错位现象、且便于安装波状链板,作为本发明的进一步改进方案,至少中层履带22的履带环形结构内部设有沿前后方向伸缩设置的履带张紧机构,履带张紧机构可以是液压缸结构、也可以是电动缸结构等其他直线伸缩结构,优选液压缸结构,集中电控部分还包括履带张紧调整回路,中央控制器与履带张紧机构电连接,中央控制器通过履带张紧调整回路控制履带张紧机构动作使履带张紧。
56.为了便于遥控操作,作为本发明的进一步改进方案,集中电控部分还包括遥控器,遥控器与中央控制器无线连接;操作人员通过遥控器控制可连续同步收放胶带的胶带更换车。
57.为了使整体结构更简洁,作为本发明的进一步改进方案,上层履带机架11与中层履带机架21之间的升降导向连接机构、以及下层履带机架31与中层履带机架21之间的升降导向连接机构均是配合设置的导向柱和导向套结构,且夹持控制部件ⅰ和夹持控制部件ⅱ设置在导向套结构内。即,上层履带机架11与中层履带机架21之间的升降导向连接机构可以是固定设置在中层履带机架21上的导向套结构和固定设置在上层履带机架11上的导向柱结构,夹持控制部件ⅰ设置在导向套结构内;下层履带机架31与中层履带机架21之间的升降导向连接机构可以是固定设置在中层履带机架21上的导向套结构和固定设置在下层履带机架31上的导向柱结构,夹持控制部件ⅱ设置在导向套结构内,且伸缩支腿33设置在导向柱上。或者,上层履带机架11与中层履带机架21之间的升降导向连接机构可以是固定设置在中层履带机架21上的导向柱结构和固定设置在上层履带机架11上的导向套结构,夹持控制部件ⅰ设置在导向套结构内,下层履带机架31与中层履带机架21之间的升降导向连接机构可以是固定设置在中层履带机架21上的导向柱结构和固定设置在下层履带机架31上的导向套结构,夹持控制部件ⅱ设置在导向套结构内,且伸缩支腿33也设置在导向套内。
58.作为本发明的优选方案,上层履带12、中层履带22和下层履带32的履带驱动部件均是液压马达结构,夹持控制部件ⅰ、夹持控制部件ⅱ和支腿伸缩控制部件均是液压缸结构;可连续同步收放胶带的胶带更换车还包括车载液压系统,车载液压系统包括液压泵站和控制阀组,集中电控部分的中央控制器分别与液压泵站和控制阀组电连接;中央控制器通过液压控制的方式控制可连续同步收放胶带的胶带更换车的动作。
59.为了增加摩擦力,作为本发明的进一步改进方案,波状链板的外表面上设有橡胶或pvc高强度材料材质的覆层。
60.可连续同步收放胶带的胶带更换车可实现整车前后移动和转向的自行走,机动灵活,不仅可以根据施工现场的具体工况灵活调整工作位置,而且便于运输;可以实现相对较小的体积和重量、并采用串联的方式进行联合使用;可以实现新胶带放带与旧胶带收带速度完全匹配、实现胶带更换过程中回收胶带的拉力与释放新胶带的阻力自动平衡,同步性、稳定性和安全性更高;采用连续波浪形履带面凹凸卡合配合夹持胶带的方式,既不损伤胶带、又可保证稳固夹持,特别适用于超长距离带式输送机的胶带更换。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。