1.本领域属于黄金首饰加工领域,尤其涉及一种硬金圆形球珠的生产方法。
背景技术:
2.硬金产品圆形球珠是黄金首饰硬金类产品中的一个细分工艺,硬金圆形球珠一般用在首饰穿戴时作为搭配效果的一种配件,因此产品数量需求庞大,而又因为圆形球珠款式单一,单件重量轻,仅几种不同大小尺寸区别,所以适合规模化生产,尤其适合机械化批量生产,现有生产工艺或生产方法主要有以下两种:
3.一种是冲珠工艺法,主要采用普通金管冲压成的空心圆形球珠作为电镀坯件,在该坯件上再电镀上一层黄金而成。但这种方法只能生产0.2mm及以上壁厚的硬金圆形球珠,且单件产品重量重,单件产品成本较高,市场难以接受。
4.另一种是低温合金坯工艺,将低温合金按尺寸要求做成实心球形圆珠后,经执模、镀铜、镀金、打孔、脱芯、酸洗后再表面处理,形成圆形球珠产品。该方法生产成本高,又因为低温合金是经过表面执模处理的,球形度不圆,影响产品品质。
技术实现要素:
5.鉴于以上所述现有技术的缺点,本发明的目的在于提供一种成本低、产品重量轻的硬金圆形球珠生产方法。
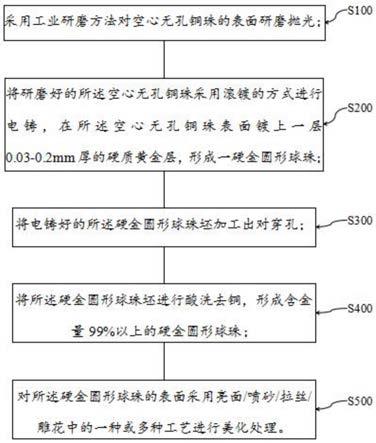
6.本专利方案提供一种硬金圆形球珠的生产方法,包括以下步骤:
7.s1:采用工业研磨方法对空心无孔铜珠的表面研磨抛光;
8.s2:将研磨好的所述空心无孔铜珠采用滚镀的方式进行电铸,在所述空心无孔铜珠表面镀上一层0.03
‑
0.2mm厚的硬质黄金层,形成一硬金圆形球珠坯;
9.s3:将电铸好的所述硬金圆形球珠坯加工出对穿孔;
10.s4:将所述硬金圆形球珠坯进行酸洗去铜,形成含金量99%以上的硬金圆形球珠。
11.进一步地,还包括以下步骤:
12.s5:对所述硬金圆形球珠的表面采用亮面/喷砂/拉丝/雕花中的一种或多种工艺进行美化处理。
13.进一步地,所述步骤s2包括以下分步骤:
14.s201:将研磨好的所述空心无孔铜珠浸渍于脱脂剂中进行脱脂;
15.s202:将所述空心无孔铜珠浸渍于盐酸液中进行酸洗;
16.s203:将所述空心无孔铜珠浸渍于电解清洗液中进行电解清洗;
17.s204:将所述空心无孔铜珠使用滚镀设备并采用含金电镀液进行滚镀,在所述空心无孔铜珠表面镀上一层0.03
‑
0.2mm厚的黄金层,形成一硬金圆形球珠坯;
18.s205:将所述硬金圆形球珠坯浸渍于硝酸液中进行活性化处理;
19.s206:将所述硬金圆形球珠坯浸渍于钝化液中进行钝化处理;
20.s207:将所述硬金圆形球珠坯脱水干燥。
21.进一步地,所述含金电镀液包括:亚硫酸金钠、亚硫酸金铵、亚硫酸钠、有机膦酸盐、芳基磺酸盐和多羟基醇;且所述含金电镀液中所述亚硫酸金钠的含量为20
‑
30g/l,所述亚硫酸金铵的含量为0.5
‑
1g/l,所述亚硫酸钠的含量为60
‑
120g/l,所述有机膦酸盐的含量为20
‑
30g/l,所述芳基磺酸盐的含量为5
‑
10g/l,所述多羟基醇的含量为0.2
‑
0.5g/l。
22.进一步地,所述步骤s204中滚镀的条件包括:滚筒在所述含金电镀液中的浸没深度为滚筒直径的15
‑
35%,滚筒转速为10
‑
15r/min,滚筒的直径为250
‑
300mm。
23.进一步地,所述步骤s3具体为:采用机床将电铸好的所述硬金圆形球珠坯经球心加工出对穿孔,所述对穿孔贯穿所述硬金圆形球珠相对的两侧。
24.进一步地,所述步骤s4中采用加热的硫酸或硝酸溶液作为酸洗液进行酸洗去铜。
25.本专利的改进带来如下优点:
26.(1)本技术实施例的硬金圆形球珠生产方法采用工业领域用的空心无孔铜珠作为电铸硬金球形圆珠的胚件,该铜珠胚件经过工业研磨抛光后,表面可以达到首饰光亮度标准要求。而对打孔空心无孔铜珠进行电铸后形成的硬金圆形球珠因为是空心的,所以无需经过脱芯工序,可直接采用酸洗去除内壁的铜层,形成一个壁厚为0.03~0.10mm厚度的硬金圆形球珠。硬金圆形球珠再经过抛光或喷砂等表面处理工艺后,形成硬金圆形球珠工艺产品。本硬金圆形球珠的生产方法方便快捷,生产效率高,且单件产品重量轻,生产成本也低。本生产方法还采用了滚镀这种镀金方式,更有利于高效、大批量生产体积小、数量多硬金圆形球珠,进一步降低了生产成本,提高了生产效率。
27.(2)作为进一步改进,本生产方法在进行电铸时采用了无氰的含金电镀液代替传统的有毒的有氰硬金镀金液进行电铸,从行业长远发展和环保角度来看,具有良好的市场应用前景。
附图说明
28.图1为本技术实施例一种硬金圆形球珠的生产方法的步骤示意图。
具体实施方式
29.以下通过特定的具体实例说明本发明的实施方式,本领域技术人员可由本说明书所揭露的内容轻易地了解本发明的其他优点与功效。本发明还可以通过另外不同的具体实施方式加以实施或应用,本说明书中的各项细节也可以基于不同观点与应用,在没有背离本发明的精神下进行各种修饰或改变。
30.请参阅图1,本技术实施例一种硬金圆形球珠的生产方法,包括步骤s100
‑
s500。
31.s100:采用工业研磨方法对空心无孔铜珠的表面进行研磨抛光,使得空心无孔铜珠的表面可以达到首饰的光亮度标准要求,以便可以让电铸的黄金层具有更加光滑的表面。
32.s200:将研磨好的所述空心无孔铜珠采用滚镀的方式进行电铸,在所述空心无孔铜珠表面镀上一层0.03
‑
0.2mm厚的黄金层,形成一硬金圆形球珠坯。本步骤s200有可以具体分为分步骤s201
‑
s2016。
33.s201:将研磨好的所述空心无孔铜珠浸渍于脱脂剂中进行脱脂,控制脱脂剂浓度为5%,控制脱脂剂温度为65℃,浸渍时间为18min,以去除空心无孔铜珠表面的油污;
34.s202:将空心无孔铜珠浸渍于脱脂剂中并在脱脂剂中通入电流进行电解脱脂,将空心无孔铜珠表面的油垢进行去除,控制脱脂剂浓度为5%,控制脱脂剂温度为65℃,通入电流值为100a,浸渍时间为6min,以去除空心无孔铜珠表面的油垢;
35.s203:使用清水去除空心无孔铜珠表面的前工序液体;
36.s204:将空心无孔铜珠浸渍于盐酸液中进行酸洗,控制盐酸液浓度为35%,浸渍时间为12min,以去除空心无孔铜珠上表层氧化皮膜;
37.s205:使用清水去除空心无孔铜珠表面的前工序液体;
38.s206:将空心无孔铜珠浸渍于电解清洗液中并在电解清洗液中通入电流进行电解清洗,控制电解清洗液温度为30℃,通入电流值为100a,浸渍时间为6min,以去除空心无孔铜珠上的深层氧化皮膜;
39.s207:使用清水去除空心无孔铜珠表面的前工序液体;
40.s208:使用滚镀设备并采用含金电镀液对空心无孔铜珠进行滚镀,在空心无孔铜珠表面镀上一层0.03
‑
0.2mm厚的硬质黄金层,形成硬金圆形球珠坯;该硬质黄金层的硬度≥hv100,优选为hv100至hv180,更优选为hv130至hv150;进行滚镀时,滚筒在所述含金电镀液中的浸没深度为滚筒直径的15
‑
35%,优选为18
‑
30%,更优选为20
‑
25%;滚筒转速为10
‑
15r/min,优选为10
‑
14r/min,更优选为12
‑
13r/min;滚筒的直径为250
‑
300mm,优选为250
‑
280mm,更优选为260
‑
270mm;
41.s209:使用清水去除硬金圆形球珠坯表面的前工序液体;
42.s210:将硬金圆形球珠坯浸渍于硝酸液中进行活性化处理,控制硝酸液ph值为2.1,浸渍时间为15s,以提升硬金圆形球珠坯表面镀层的物理性能;
43.s211:使用清水去除硬金圆形球珠坯表面的前工序液体;
44.s212:将硬金圆形球珠坯浸渍于钝化液中进行钝化处理,控制钝化液温度为30℃,钝化液ph值为2.2,浸渍时间为40s,以在硬金圆形球珠坯表面形成钝化皮膜,提升硬金圆形球珠坯的耐腐蚀性能;
45.s213:使用清水去除硬金圆形球珠坯表面的前工序液体;
46.s214:将硬金圆形球珠坯浸渍于封闭剂中进行封闭处理,控制封闭剂温度为42.5℃,浸渍时间为10s,以进一步提升硬金圆形球珠坯的抗腐蚀性和绝缘性,且增加硬金圆形球珠坯表面的美观性;
47.s215:使用热水去除硬金圆形球珠坯表面的前工序液体,控制水温为75℃;
48.s216:将硬金圆形球珠坯脱水干燥。
49.其中,含金电镀液包括:亚硫酸金钠、亚硫酸金铵、亚硫酸钠、有机膦酸盐、芳基磺酸盐和多羟基醇;且所述含金电镀液中所述亚硫酸金钠的含量为20
‑
30g/l,所述亚硫酸金铵的含量为0.5
‑
1g/l,所述亚硫酸钠的含量为60
‑
120g/l,所述有机膦酸盐的含量为20
‑
30g/l,所述芳基磺酸盐的含量为5
‑
10g/l,所述多羟基醇的含量为0.2
‑
0.5g/l。
50.s300:将电铸好的所述硬金圆形球珠坯加工出对穿孔;该对穿孔使用机床加工经硬金圆形球珠坯的球心加工而成,其贯穿硬金圆形球珠坯相对的两侧;
51.s400:将所述硬金圆形球珠坯进行酸洗去铜,形成含金量99%以上的硬金圆形球珠;主要使用加热的硫酸或硝酸溶液作为酸洗去铜的酸洗液;
52.s500:对所述硬金圆形球珠的表面采用亮面/喷砂/拉丝/古法/雕花中的一种或多
种工艺进行美化处理。
53.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应该以权利要求的保护范围为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。