arm推片线圈组立设备
技术领域
1.本发明涉及继电器生产技术领域,尤其涉及一种arm推片线圈组立设备。
背景技术:
2.继电器是具有隔离功能的自动开关元件,广泛应用于遥控、遥测、通讯、自动控制、机电一体化及电力电子设备中,是最重要的控制元件之一。继电器主要由线圈、铁芯、铁架、挂钩、arm件(衔铁)、推片、基座、外壳、端子等部分组成。目前,在继电器的生产加工过程中,在线圈、铁芯、铁架及挂钩组装形成线圈组件后,需要将arm件插接于线圈组件的铁架与挂钩之间,然后将装有arm件的线圈组件组装在基座上,再将推片安装在基座上,而arm件、线圈组件、基座以及推片四者的组装工序自动化程度较低,需要人力的投入比较大,无形中就提高了生产成本,存在工作效率低下的问题。
技术实现要素:
3.本发明的目的在于提供一种可对arm件和线圈组件进行自动化组装的arm推片线圈组立设备。
4.为实现上述目的,本发明提供了一种arm推片线圈组立设备,包括机架、主输送线、输送载具、第一转盘、第一转盘驱动机构、线圈上料机械手、arm件上料机构、第一检测机构、线圈不良品下料机构及线圈良品下料转运机构,所述主输送线设置于所述机架上,所述输送载具设置于所述主输送线上,所述主输送线可驱使所述输送载具移动,所述输送载具上设有用于储放线圈组件的第一储放工位,所述第一转盘可转动地设置于所述机架上,所述第一转盘驱动机构设置于所述机架上,所述第一转盘驱动机构的输出端与所述第一转盘连接,所述第一转盘上沿其周向方向设有若干个第一定位载具;所述线圈上料机械手、所述arm件上料机构、所述第一检测机构、所述线圈不良品下料机构及所述线圈良品下料转运机构沿所述第一转盘的转动方向依次设置于所述机架上,借由所述第一转盘驱动机构驱动所述第一转盘上的所述第一定位载具依次转动至与所述线圈上料机械手、所述arm件上料机构、所述第一检测机构、所述线圈不良品下料机构及所述线圈良品下料转运机构对应的位置处,使得所述线圈上料机械手将所述输送载具上的线圈组件搬运至所述第一定位载具上,所述arm件上料机构将arm件插接于所述线圈组件的铁架与挂钩之间,所述第一检测机构对所述arm件与所述挂钩的组装进行检测,所述线圈不良品下料机构将检测不合格的装有所述arm件的所述线圈组件搬运下料,所述线圈良品下料转运机构将检测合格的装有所述arm件的所述线圈组件搬运下料。
5.较佳地,所述arm件上料机构包括arm件供料机构及arm件上料机械手,所述arm件供料机构和所述arm件上料机械手分别设置于所述机架上,所述arm件供料机构用于提供所述arm件,所述arm件上料机械手用于将所述arm件供料机构提供的所述arm件搬运至所述第一定位载具上。
6.较佳地,所述线圈不良品下料机构包括线圈不良品下料机械手及线圈不良品储料
机构,所述线圈不良品下料机械手和所述线圈不良品储料机构分别设置于所述机架上,所述线圈不良品下料机械手用于将所述第一定位载具上的检测不合格的装有所述arm件的所述线圈组件搬运至所述线圈不良品储料机构上,所述线圈不良品储料机构用于储放检测不合格的装有所述arm件的所述线圈组件。
7.较佳地,所述线圈不良品储料机构包括不良品储料件及拨动机构,所述不良品储料件设置于所述机架上,所述不良品储料件上设有用于容置装有所述arm件的所述线圈组件的料道,所述拨动机构设置于所述不良品储料件上,所述拨动机构用于拨动位于所述料道上的所述线圈组件。
8.较佳地,所述arm推片线圈组立设备还包括第二检测机构,所述第二检测机构沿所述第一转盘的转动方向设置于所述线圈上料机械手与所述arm件上料机构之间;所述第一转盘驱动机构可驱动所述第一转盘上的所述第一定位载具转动至与第二检测机构对应的位置处,以使所述第二检测机构检测所述第一定位载具上是否有所述线圈组件。
9.较佳地,所述arm推片线圈组立设备还包括除尘机构,所述除尘机构沿所述第一转盘的转动方向设置于所述arm件上料机构与所述第一检测机构之间;所述第一转盘驱动机构可驱动所述第一转盘上的第一定位载具转动至与所述除尘机构对应的位置处,使得所述除尘机构对所述第一定位载具以及位于所述第一定位载具上的工件进行除尘。
10.较佳地,所述arm推片线圈组立设备还包括第二转盘、第二转盘驱动机构、基座上下料机械手、压线圈机构、推片上料机构及压推片机构,所述第二转盘可转动地设置于所述机架上,所述第二转盘上设有若干个第二定位载具,所述第二转盘驱动机构设置于所述机架上,所述第二转盘驱动机构的输出端与所述第二转盘连接,所述主输送线可将所述输送载具输送至所述第二转盘的一侧,所述输送载具上设有用于储放基座的第二储放工位,所述线圈良品下料转运机构位于所述第一转盘与所述第二转盘之间;所述基座上下料机械手、所述线圈良品下料转运机构、所述压线圈机构、所述推片上料机构及所述压推片机构沿所述第二转盘的转动方向依次布置于所述机架上;借由所述第二转盘驱动机构驱动所述第二转盘上的所述第二定位载具依次转动至与所述基座上下料机械手、所述线圈良品下料转运机构、所述压线圈机构、所述推片上料机构、所述压推片机构及所述基座上下料机械手对应的位置处,使得所述基座上下料机械手先将所述输送载具上的所述基座搬运至所述第二定位载具上,所述线圈良品下料转运机构将所述线圈组件组装于位于所述第二定位载具上的所述基座上,所述压线圈机构将所述线圈组件压合于所述基座上,所述推片上料机构将推片组装于所述基座上,所述压推片机构将所述推片压合在基座上,所述基座上下料机械手最后将所述第二定位载具上的基座、线圈模组、arm件及推片形成的继电器模组搬运至所述输送载具上。
11.较佳地,所述线圈良品下料转运机构包括线圈良品下料转运机械手及翻转机构,所述线圈良品下料转运机械手和所述翻转机构分别设置于所述机架上;借由所述线圈良品下料转运机械手将检测合格的所述线圈组件搬运至所述翻转机构上,使得所述翻转机构驱使所述线圈组件翻转180度,从而使得所述线圈良品下料转运机械手将翻转后的所述线圈组件组装于位于所述第二定位载具上的所述基座上。
12.较佳地,所述arm推片线圈组立设备还包括第三检测机构及继电器不良品下料机构,所述第三检测机构和所述继电器不良品下料机构分别设置于所述机架上,所述第三检
测机构及所述继电器不良品下料机构沿所述第二转盘的转动方向依次布置于所述压推片机构与所述基座上下料机械手之间;借由所述第二转盘驱动机构驱动所述第二转盘上的所述第二定位载具依次转动至与所述第三检测机构和所述继电器不良品下料机构对应的位置处,使得所述第三检测机构检测所述基座上的所述推片组装是否正确,所述继电器不良品下料机构将检测不合格的所述继电器模组搬运下料。
13.较佳地,所述arm推片线圈组立设备还包括第四检测机构,所述第四检测机构设置于所述机架上,且所述第四检测机构沿所述第二转盘的转动方向布置于所述基座上下料机械手与所述线圈良品下料转运机构之间,借由所述第二转盘驱动机构驱动所述第二转盘上的所述第二定位载具转动至与所述第四检测机构对应的位置处,使得所述第四检测机构检测所述第二定位载具上是否有所述基座。
14.与现有技术相比,本发明的arm推片线圈组立设备通过在第一转盘设置第一定位载具,利用所述第一转盘驱动机构驱动所述第一转盘上的所述第一定位载具依次转动至与所述线圈上料机械手、所述arm件上料机构、所述第一检测机构、所述线圈不良品下料机构及所述线圈良品下料转运机构对应的位置处,使得所述线圈上料机械手将所述输送载具上的线圈组件搬运至所述第一定位载具上,所述arm件上料机构将arm件插接于所述线圈组件的铁架与挂钩之间,所述第一检测机构对所述arm件与所述挂钩的组装进行检测,所述线圈不良品下料机构将检测不合格的装有所述arm件的所述线圈组件搬运下料,所述线圈良品下料转运机构将检测合格的装有所述arm件的所述线圈组件搬运下料,从而实现对arm件和线圈组件进行自动化组装,极大地降低了人工成本,并提高了继电器的生产效率。
附图说明
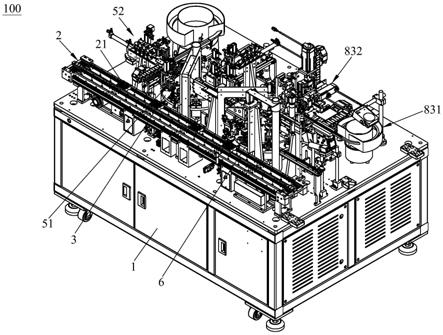
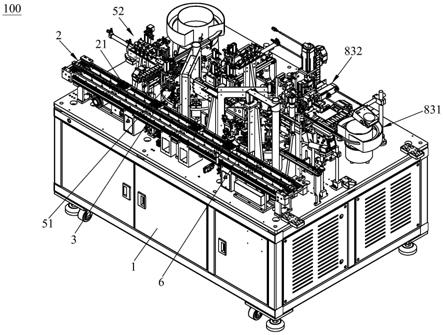
15.图1是本发明的arm推片线圈组立设备的立体结构示意图。
16.图2是本发明的arm推片线圈组立设备的俯视图。
17.图3是本发明的第一转盘位置处的结构示意图。
18.图4是本发明的线圈上料机械手的结构示意图。
19.图5是本发明的arm上料机构的结构示意图。
20.图6是本发明的第一检测机构的结构示意图。
21.图7是本发明的线圈不良品下料机构的结构示意图。
22.图8是本发明的线圈良品下料转运机构的结构示意图。
23.图9是本发明的第二转盘位置处的结构示意图。
24.图10是本发明的推片上料机构的结构示意图。
25.图11是本发明的第三检测机构的结构示意图。
26.图12是本发明的继电器不良品下料机构的结构示意图。
具体实施方式
27.为了详细说明本发明的技术内容、构造特征,以下结合实施方式并配合附图作进一步说明。
28.请参阅图1至图4,本发明的arm推片线圈组立设备100包括机架1、主输送线2、输送载具21、第一转盘3、第一转盘驱动机构4、线圈上料机械手51、arm件上料机构52、第一检测
机构53、线圈不良品下料机构54及线圈良品下料转运机构55。主输送线2设置于机架1上,输送载具21设置于主输送线2上,主输送线2可驱使输送载具21移动,输送载具21上设有用于储放线圈组件的第一储放工位。第一转盘3可转动地设置于机架1上,第一转盘驱动机构4设置于机架1上,第一转盘驱动机构4的输出端与第一转盘3连接,第一转盘3上沿其周向方向设有若干个第一定位载具31;具体地,第一定位载具31为可打卡或收夹的载具,机架1上设有位于第一转盘3内侧的开夹机构,开夹机构用于打开载具,开夹机构可通过插入第一定位载具31并顶推第一定位载具31的前侧夹块,同时通过斜面顶推第一定位载具31的左侧和右侧的夹块,从而打开第一定位载具31,但不以此为限。线圈上料机械手51、arm件上料机构52、第一检测机构53、线圈不良品下料机构54及线圈良品下料转运机构55沿第一转盘3的转动方向依次设置于机架1上,借由第一转盘驱动机构4驱动第一转盘3上的第一定位载具31依次转动至与线圈上料机械手51、arm件上料机构52、第一检测机构53、线圈不良品下料机构54及线圈良品下料转运机构55对应的位置处,使得线圈上料机械手51将输送载具21上的线圈组件搬运至第一定位载具31上,arm件上料机构52将arm件插接于线圈组件的铁架与挂钩之间,第一检测机构53对arm件与挂钩的组装进行检测,线圈不良品下料机构54将检测不合格的装有arm件的线圈组件搬运下料,线圈良品下料转运机构55将检测合格的装有arm件的线圈组件搬运下料。其中,第一检测机构53的结构和原理为本领域技术人员所熟知,故在此不赘述。
29.请参阅图2及图5,在本实施例中,arm件上料机构52包括arm件供料机构521及arm件上料机械手522,arm件供料机构521和arm件上料机械手522分别设置于机架1上,arm件供料机构521用于提供arm件,arm件上料机械手522用于将arm件供料机构521提供的arm件搬运至第一定位载具31上。arm件供料机构521可采用现有的振动盘与直震输送机构配合的结构,但不以此为限。
30.请参阅图7,在本实施例中,线圈不良品下料机构54包括线圈不良品下料机械手541及线圈不良品储料机构542,线圈不良品下料机械手541和线圈不良品储料机构542分别设置于机架1上,线圈不良品下料机械手541用于将第一定位载具31上的检测不合格的装有arm件的线圈组件搬运至线圈不良品储料机构542上,线圈不良品储料机构542用于储放检测不合格的装有arm件的线圈组件。具体地,线圈不良品储料机构542包括不良品储料件542a及拨动机构542b,不良品储料件542a设置于机架1上,不良品储料件542a上设有用于容置装有arm件的线圈组件的料道542a1,拨动机构542b设置于不良品储料件542a上,拨动机构542b用于拨动位于料道542a1上的线圈组件。拨动机构542b可采用现有的气缸与拨动件连接的结构,线圈不良品下料机械手541将线圈组件搬运至不良品储料件542a的料道542a1的一端,然后通过气缸驱动拨动件移动,使得拨动件顶推线圈组件朝料道542a1的另一端的方向移动,以便于线圈不良品下料机械手541继续将下一个线圈组件搬运至不良品储料件542a的料道542a1的一端。
31.请参阅图2及图3,本发明的arm推片线圈组立设备100还包括第二检测机构56,第二检测机构56沿第一转盘3的转动方向设置于线圈上料机械手51与arm件上料机构52之间;第一转盘驱动机构4可驱动第一转盘3上的第一定位载具31转动至与第二检测机构56对应的位置处,以使第二检测机构56检测第一定位载具31上是否有线圈组件。第二检测机构56可采用现有的到位传感器。
32.请参阅图2,本发明的arm推片线圈组立设备100还包括除尘机构57,除尘机构57沿第一转盘3的转动方向设置于arm件上料机构52与第一检测机构53之间;第一转盘驱动机构4可驱动第一转盘3上的第一定位载具31转动至与除尘机构57对应的位置处,使得除尘机构57对第一定位载具31以及位于第一定位载具31上的工件进行除尘,保证第一定位载具31以及位于第一定位载具31上的工件的清洁度。
33.请参阅图2,本发明的arm推片线圈组立设备100还包括第二转盘6、第二转盘驱动机构7、基座上下料机械手81、压线圈机构82、推片上料机构83及压推片机构84,第二转盘6可转动地设置于机架1上,第二转盘6上设有若干个第二定位载具,第二转盘驱动机构7设置于机架1上,第二转盘驱动机构7的输出端与第二转盘6连接,主输送线2可将输送载具21输送至第二转盘6的一侧,输送载具21上设有用于储放基座的第二储放工位,线圈良品下料转运机构55位于第一转盘3与第二转盘6之间;基座上下料机械手81、线圈良品下料转运机构55、压线圈机构82、推片上料机构83及压推片机构84沿第二转盘6的转动方向依次布置于机架1上;借由第二转盘驱动机构7驱动第二转盘6上的第二定位载具依次转动至与基座上下料机械手81、线圈良品下料转运机构55、压线圈机构82、推片上料机构83、压推片机构84及基座上下料机械手81对应的位置处,使得基座上下料机械手81先将输送载具21上的基座搬运至第二定位载具上,线圈良品下料转运机构55将线圈组件组装于位于第二定位载具上的基座上,压线圈机构82将线圈组件压合于基座上,推片上料机构83将推片组装于基座上,压推片机构84将推片压合在基座上,基座上下料机械手81最后将第二定位载具上的基座、线圈模组、arm件及推片形成的继电器模组搬运至输送载具21上。
34.请参阅图8,线圈良品下料转运机构55包括线圈良品下料转运机械手551及翻转机构552,线圈良品下料转运机械手551和翻转机构552分别设置于机架1上;借由线圈良品下料转运机械手551将检测合格的线圈组件搬运至翻转机构552上,使得翻转机构552驱使线圈组件翻转180度,从而使得线圈良品下料转运机械手551将翻转后的线圈组件组装于位于第二定位载具上的基座上。具体地,线圈组件在第一转盘3的第一定位载具31上时,线圈组件的引脚朝上,以便于arm件组装于线圈组件的铁架与挂钩之间,而在线圈组件组装于基座时,则需要将线圈组件的引脚朝下,以便于线圈组件的引脚从上往下插接于基座的引脚孔内,故通过线圈良品下料转运机械手551将检测合格的线圈组件搬运至翻转机构552上,使得翻转机构552驱使线圈组件翻转180度,从而使得线圈良品下料转运机械手551将翻转后的线圈组件组装于位于第二定位载具上的基座上。更具体地,线圈良品下料转运机械手551上设有两个抓取部,翻转机构552上设有两个容置线圈组件的工位,线圈良品下料转运机械手551的一个抓取部将检测合格的线圈组件搬运至翻转机构552时,线圈良品下料转运机械手551的另一个抓取部则将翻转机构552上的已翻转180度的线圈组件搬运组装于位于第二定位载具上的基座上。但不以此为限。
35.请参阅图2及图10,在本实施例中,推片上料机构83包括推片供料机构831及推片上料机械手832,推片供料机构831和推片上料机械手832分别设置于所述机架上,所述推片供料机构831用于提供推片,推片上料机械手832用于将所述推片供料机构831提供的推片组装于基座上。推片供料机构831可采用现有的振动盘与直震输送机构配合的结构,但不以此为限。
36.请参阅图2、图9、图11及图12,本发明的arm推片线圈组立设备100还包括第三检测
机构85及继电器不良品下料机构86,第三检测机构85和继电器不良品下料机构86分别设置于机架1上,第三检测机构85及继电器不良品下料机构86沿第二转盘6的转动方向依次布置于压推片机构84与基座上下料机械手81之间;借由第二转盘驱动机构7驱动第二转盘6上的第二定位载具依次转动至与第三检测机构85和继电器不良品下料机构86对应的位置处,使得第三检测机构85检测基座上的推片组装是否正确,继电器不良品下料机构86将检测不合格的继电器模组搬运下料。继电器不良品下料机构86可采用现有的机械手与不良品收集机构配合的结构,但不以此为限。其中,第三检测机构85的结构和原理为本领域技术人员所熟知,故在此不赘述。
37.请参阅图2,本发明的arm推片线圈组立设备100还包括第四检测机构87,第四检测机构87设置于机架1上,且第四检测机构87沿第二转盘6的转动方向布置于基座上下料机械手81与线圈良品下料转运机构55之间,借由第二转盘驱动机构7驱动第二转盘6上的第二定位载具转动至与第四检测机构87对应的位置处,使得第四检测机构87检测第二定位载具上是否有基座。第四检测机构87可采用现有的接近传感器、红外检测传感器等等。
38.结合图1至图12,本发明的arm推片线圈组立设备100的具体工作原理如下:
39.在第一转盘3的位置处,第一转盘驱动机构4驱动第一转盘3上的第一定位载具31依次转动至与线圈上料机械手51、第二检测机构56、arm件上料机构52、除尘机构57、第一检测机构53、线圈不良品下料机构54及线圈良品下料转运机构55对应的位置处,使得线圈上料机械手51将输送载具21上的线圈组件搬运至第一定位载具31上,第二检测机构56检测第一定位载具31上是否有线圈组件,arm件上料机构52将arm件插接于线圈组件的铁架与挂钩之间,除尘机构57对第一定位载具31以及位于第一定位载具31上的工件进行除尘,第一检测机构53对arm件与挂钩的组装进行检测,线圈不良品下料机构54将检测不合格的装有arm件的线圈组件搬运下料,线圈良品下料转运机械手551将检测合格的线圈组件搬运至翻转机构552上,使得翻转机构552驱使线圈组件翻转180度,从而使得线圈良品下料转运机械手551将翻转后的线圈组件组装于位于第二定位载具上的基座上。
40.在第二转盘6的位置处,第二转盘驱动机构7驱动第二转盘6上的第二定位载具依次转动至与基座上下料机械手81、第四检测机构87、线圈良品下料转运机构55、压线圈机构82、推片上料机构83、压推片机构84、第三检测机构85、继电器不良品下料机构86及基座上下料机械手81对应的位置处,使得基座上下料机械手81先将输送载具21上的基座搬运至第二定位载具上,线圈良品下料转运机构55将线圈组件组装于位于第二定位载具上的基座上,压线圈机构82将线圈组件压合于基座上,推片上料机构83将推片组装于基座上,压推片机构84将推片压合在基座上,第三检测机构85检测基座上的推片组装是否正确,继电器不良品下料机构86将检测不合格的继电器模组搬运下料,基座上下料机械手81最后将第二定位载具上的检测合格的继电器模组搬运至输送载具21上,再把输送载具21上的基座搬运至第二定位载具上,如此循环。而主输送线2则将装有合格的继电器模组的输送载具21输送至下一工位。
41.综上,本发明的arm推片线圈组立设备100实现对arm件和线圈组件进行自动化组装,极大地降低了人工成本,并提高了继电器的生产效率。
42.以上所揭露的仅为本发明的较佳实例而已,不能以此来限定本发明之权利范围,因此依本发明权利要求所作的等同变化,均属于本发明所涵盖的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。