1.本发明属于烟草检测领域,更具体的说涉及一种在线烟支综合质量检测装置。
背景技术:
2.在现代化的卷烟生产中,随着科技的不断进步,卷烟企业对包装中的外观瑕疵需要进行严格的控制,在高速生产包装的同时严格控制产品质量。一根烟支的生产需要多道接收与输出工序。为减少细支烟吸阻、提高通风度及降低焦油等目的,细支卷接机组新增了在线烟支端、滤嘴端的激光打孔装置。
3.由于香烟的激光打孔是在线实现的,激光打孔设备由于激光头偶然出现污染,造成成型烟支出现激光打孔丢失或激光孔径的变化,从而产生不合格的废品烟支。在现有技术中,国内外尚没有激光打孔在线检测设备对烟支激光打孔孔径进行全检,国内各卷烟厂大多采用人工不定时取样几支卷烟进行观察的方式检查烟支的激光打孔,该种简单的人工抽检方式并不精确,更不能很好地从烟支生产的整体数量上起到检测作用。
4.在卷烟生产中,激光打孔设备还存在鼓轮风眼堵、拨烟轮拨烟效果不佳等问题,造成烟支出现激光打孔丢失、缺排、分布严重不均匀等问题。同时细支云龙滤嘴采用“中空”特殊滤嘴,存在少“中空”或“中空”被絮状物填充等现象,给生产操作及质量保证带来很大挑战。
5.因此,如何提供一种烟支滤嘴激光打孔的在线检测装置,以解决现有技术无法实现卷烟机设备在生产过程中对全部烟支滤嘴激光打孔的孔径和打孔数量实时检测,并对缺少激光打孔、孔径数量不对以及孔径尺寸偏差造成的废品烟支实现在线剔除等缺陷,成为本领域技术人员亟待解决的技术问题。
6.众所周知,传统的检测模式需要人工的参与,有的甚至是纯手工检测,人为的手工检测不仅工作效率低下,浪费了大量的人力物力,更重要的是,人为的检测技术不准确,存在较大的误差。此外,也没有统一的标准,质控参数得不到统一,进而机械设备的质量参差不齐。值得一提的是,人为在对工件进行监测时,监测质量还受到工作时间的影响,工人在长时间的工作中会出现视觉疲劳的现象,进而影响产品的检测质量。
技术实现要素:
7.本发明的目的在于,克服现有技术中存在的问题,提供一种在线烟支综合质量检测系统,利用机械视觉对工件进行检测,避免了人工监测的误差问题、质控问题以及视觉疲劳等一系列的问题。
8.为了实现上述目的,本发明是采用以下技术方案实现的:所述的在线烟支综合质量检测装置包括烟支端检测装置、中空滤嘴检测装置、剔除装置、图像控制器、io控制板。所述的烟支端检测装置和中空滤嘴检测装置与图像控制器连接,图像控制器与io控制板连接,烟机原机信号与io控制板通信连接,io控制板与剔除装置连接。
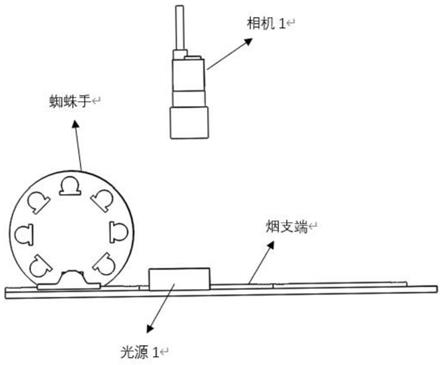
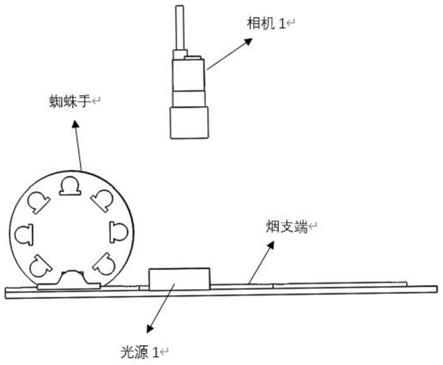
9.优选的,所述的烟支端检测装置包括相机一、光源一、蜘蛛手,所述相机一位于“蜘
蛛手”出口端的烟支上方,且镜头对准烟支上的激光打孔部位,所述相机一配套有光源一,所述光源一相对于烟支的激光打孔部位采用低角度打光。
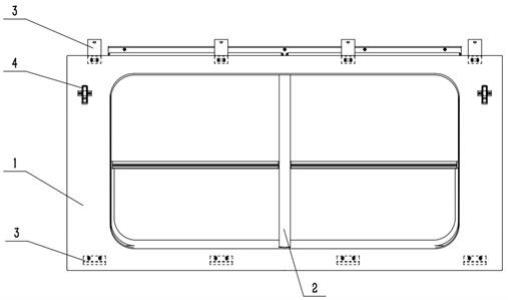
10.优选的,所述的中空滤嘴检测装置包括相机二、相机三和相机四,所述相机二检测滤嘴上半部的激光打孔质量;所述相机三检测滤嘴下半部激光打孔质量;所述相机四检测中空滤嘴质量。
11.优选的,所述相机二位于拨烟轮的上方,且镜头对准滤嘴上半部的激光打孔部位;所述相机三位于拨烟轮的下方,且镜头对准滤嘴下半部的激光打孔部位;所述相机四位于拨烟轮的下方,其镜头对准中空滤嘴的上端部,让光线从中空滤嘴的内部向外发散。
12.优选的,所述相机二配套有照射滤嘴侧壁的光源二,所述光源二照射滤嘴上半部的激光打孔部位;所述相机三配套有照射滤嘴侧壁的光源三,所述光源三照射滤嘴下半部的激光打孔部位;所述相机四配套有光源四,所述光源四照射滤嘴的外端头。
13.优选的,所述的烟支端检测装置、中空滤嘴检测装置都连接有对于的图像控制器,两个对象控制器通过切屏器连接有显示屏。
14.优选的,所述光源一、光源二及光源三分别为条形光源,所述光源四为点光源且光线穿过中空滤嘴的内孔。
15.优选的,所述相机通过高速串行端口与所述图像控制器相连,图像传输时间为1.7ms,含传输在内的图像处理时间为4.9ms;所述光源均为led冷光源。
16.优选的,所述的剔除装置包括传送鼓1、传送鼓2、采样鼓,烟支通过传送鼓1输送到传送鼓2,在通过传送鼓2输送到采样鼓,烟支采用采样鼓进行剔除。
17.优选的,所说的采样鼓进行剔除,剔除方式为:传送鼓内部有一个正压阀门,通常处于关闭状态,烟支正常生产过程中,传送鼓的负压压力大于取样鼓的负压压力。鼓烟支是吸附在传送鼓上流入到下一工序,当需要剔除时,传送鼓内的正压阀门打开,正压气体进入传送鼓内,使得传送鼓内内的负压压力降低直至小于取样鼓的负压压力,此时烟支在传送鼓和取样鼓的交接处即会吸附在取样鼓上进入剔除滑道落入。
18.本发明有益效果:本系统综合利用了光学、机械、电子、控制和自动化各学科的先进技术,可以有效地检测出缺陷,并将不合格的产品从生产线上剔出。
19.用户操作简单,无需单独对独立的源数据库进行操作,简化了操作步骤。能够及时响应卷烟企业的生产质量检测要求,摆脱了硬件固化、软件被动使用的束缚,且具有可持续升级优化,灵活性和适应性好等优点。该本装置可兼容多种机型。能够适应厂家复杂的检测需求,使其达到稳定、可靠、便捷的效果。
附图说明
20.图 1烟支端主视图;图2烟支端右视图;图3烟支端左视图;图4烟支端俯视图;图5上部中空滤嘴俯视图;图6下部中空滤嘴端主视图
图7取样鼓剔除结构;图8本发明控制框图;图9软件拍摄、剔除流程图。
具体实施方式
21.现在结合附图对本发明作进一步详细的说明。这些附图均为简化的示意图,仅以示意方式说明本发明的基本结构,因此其仅显示与本发明有关的构成。
22.如图1
‑
9所示,所述的在线烟支综合质量检测装置包括烟支端检测装置、中空滤嘴检测装置、剔除装置、图像控制器、io控制板。所述的烟支端检测装置和中空滤嘴检测装置与图像控制器连接,图像控制器与io控制板连接,烟机原机信号与io控制板通信连接,io控制板与剔除装置连接。
23.所述的烟支端检测装置包括相机一、光源一、蜘蛛手,所述相机一位于“蜘蛛手”出口端的烟支上方,且镜头对准烟支上的激光打孔部位,所述相机一配套有光源一,所述光源一相对于烟支的激光打孔部位采用低角度打光。采集检测烟支端激光打孔位置处于se“蜘蛛手”区域,采用低角度的打光方式,在现场高速生产的过程,结合现场现有空间,考虑相机和光源的安装空间,综合低角度打光方式特点,确定该安装检测位置采用低角度打光。低角度照射,表面平整部位反光无法进入镜头,图像亮度较低,不平整部位反光杂乱,部分光线进入镜头,图像亮度较高,便于安装,效果稳定,条形光源即可实现此打光方式。把合格的标准激光打孔图像存储起来,生产过程中实时检测烟支端激光打孔部位的图像进行实时图像处理分析,对原始图像进行图像滤波及信号增强,然后对烟支端激光打孔装置漏打、错打、打孔间距不均匀等问题进行分析,最后与标准模板数据进行对比,范围内为合格,超出范围为次品,并将其剔除。
24.所述的中空滤嘴检测装置包括相机二、相机三和相机四,所述相机二检测滤嘴上半部的激光打孔质量;所述相机三检测滤嘴下半部激光打孔质量;所述相机四检测中空滤嘴质量。
25.所述相机二位于拨烟轮的上方,且镜头对准滤嘴上半部的激光打孔部位;所述相机三位于拨烟轮的下方,且镜头对准滤嘴下半部的激光打孔部位;所述相机四位于拨烟轮的下方,其镜头对准中空滤嘴的上端部,让光线从中空滤嘴的内部向外发散。
26.所述相机二配套有照射滤嘴侧壁的光源二,所述光源二照射滤嘴上半部的激光打孔部位;所述相机三配套有照射滤嘴侧壁的光源三,所述光源三照射滤嘴下半部的激光打孔部位;所述相机四配套有光源四,所述光源四照射滤嘴的外端头。
27.采集检测滤嘴端激光打孔位置处于max鼓轮区域,滤嘴端激光打孔检测对滤嘴端面实施打光,是一种点光源打光方式应用。点光源直射至中空滤嘴端,光源穿透中空滤嘴,光通过激光孔发散出去,呈现出滤嘴背景较暗,激光孔较亮的图像。成像在烟支滤嘴端打孔外侧,可实现此位置的安装和检测。
28.点光源:该光源体积小,发光强度高,检测视野较小;亦可单独使用,适用于安装空间较小的视觉系统,铝合金外壳具有散热片,利于光源的散热。
29.如果从过滤嘴外部进行打光照射,激光孔的特征与滤嘴的的背景色特征差别不大,在高速运行过程中,激光孔的特征会受滤嘴的背景色而影响,从而影响软件的识别。相
反采用点光源,光源穿透中空滤嘴,光通过激光孔发散出去,呈现出滤嘴背景较暗,激光孔较亮的图像。这样激光孔的特征对比更加明显,易于软件的识别与判断,提高软件识别的准确性。
30.所述的烟支端检测装置、中空滤嘴检测装置都连接有对于的图像控制器,两个对象控制器通过切屏器连接有显示屏。
31.所述光源一、光源二及光源三分别为条形光源,所述光源四为点光源且光线穿过中空滤嘴的内孔。
32.所述相机通过高速串行端口与所述图像控制器相连,图像传输时间为1.7ms,含传输在内的图像处理时间为4.9ms;所述光源均为led冷光源。
33.1.根据权利要求1所述的一种在线烟支综合质量检测装置,其特征在于:所述的剔除装置包括传送鼓1、传送鼓2、采样鼓,烟支通过传送鼓1输送到传送鼓2,在通过传送鼓2输送到采样鼓,烟支采用采样鼓进行剔除。
34.所说的采样鼓进行剔除,剔除方式为:传送鼓内部有一个正压阀门,通常处于关闭状态,烟支正常生产过程中,传送鼓的负压压力大于取样鼓的负压压力。鼓烟支是吸附在传送鼓上流入到下一工序,当需要剔除时,传送鼓内的正压阀门打开,正压气体进入传送鼓内,使得传送鼓内内的负压压力降低直至小于取样鼓的负压压力,此时烟支在传送鼓和取样鼓的交接处即会吸附在取样鼓上进入剔除滑道落入。
35.本发明工作原理:io控制盒中的arm系统根据同步机构获取的原机编码器同步信号,判断烟支在拍摄位置已经到位,分别控制检测探头的led光源亮起,然后发送触发脉冲给相机。控制器1和控制器2通过相机,采集当前烟支的图像,并进行处理,同时整个图像处理软件显示于触摸屏。处理完,控制器1和控制器2分别通过通讯总线给arm系统发送好坏信号,arm系统根据好坏信号,来控制传送鼓内的正压阀门的打开与关闭,最终实时通过取样轮进行剔除。同时控制报警器进行报警。
36.以上述依据本发明的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项发明技术思想的范围内,进行多样的变更以及修改。本项发明的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。