1.本发明涉及加热式香烟。
背景技术:
2.已知如下加热式香烟(例如,参照专利文献1),其具有将含有香烟原料(例如、烟丝、烟草颗粒、烟草薄片的成型体等)以及气溶胶生成基材(甘油、丙二醇等)的烟草填充材料向卷纸的内侧充填而形成的烟杆。这种加热式香烟是由加热装置中的加热器对烟草填充材料不燃烧地加热,将烟草填充材料中生成的气溶胶向使用者传送的类型的香烟物品。作为加热器,刀片状或杆状等各种各样的形状的加热器被实用化,在使用中通过从烟杆的前端面向加热器插入烟杆而安装于加热装置。
3.现有技术文献
4.专利文献
5.专利文献1:日本(特许)第5920744号公报
6.专利文献2:日本(特许)第5348648号公报
技术实现要素:
7.发明所要解决的技术问题
8.但是,在以往的加热式香烟中,从烟杆的前端面插入电加热器时的插入阻力大,电加热器向烟杆(烟草填充材料)插入时电加热器可能发生折断、弯曲等损伤、构成烟杆的烟草填充材料可能被压入吸口侧或烟杆可能弯曲变形。
9.本发明鉴于上述实际情况,其目的在于在具备将含有香烟原料以及气溶胶生成基材的烟草填充材料填充于卷纸的内侧而形成的烟杆的加热式香烟中,提供用于抑制电加热器向烟杆(烟草填充材料)插入时电加热器发生折断、弯曲等损伤、构成烟杆的烟草填充材料被压入吸口侧或烟杆弯曲变形的技术。
10.用于解决技术问题的手段
11.用于解决上述技术问题的本发明的加热式香烟具有将含有香烟原料以及气溶胶生成基材的烟草填充材料向卷纸的内侧充填而形成的烟杆,其中,具备加热器插入用空洞部,其向所述烟杆的前端面侧开口的同时沿着该烟杆的轴向延伸,用于插入加热装置的加热器。
12.在此,所述加热器插入用空洞部的与所述烟杆的轴向正交的横截面积可以比处于以规定深度插入所述烟杆的状态中的所述加热器的各个对置部位的横截面积更小。
13.另外,所述加热器插入用空洞部的与所述烟杆的轴向正交的横截面积可以设定为相对处于以规定深度插入所述烟杆的状态中的所述加热器的各个对置部位的横截面积占比70%以上且99%以下的范围内。
14.另外,所述加热器插入用空洞部可以具有直径为1mm以上且4mm以下的圆柱形状。
15.另外,所述加热器插入用空洞部具有沿着所述烟杆的轴向前端变细的圆锥形状,
位于所述烟杆的前端面侧的第一端位置处的直径可以为1mm以上且4mm以下,位于与所述前端面相反侧的第二端位置处的直径可以为0mm以上且0.5mm以下。
16.另外,所述加热器插入用空洞部具有沿着所述烟杆的轴向前端变细的圆锥台形状,位于所述烟杆的前端面侧的第一端位置处的直径可以为1mm以上且4mm以下,位于与所述前端面相反侧的第二端位置处的直径可以为0.5mm以上且3.5mm以下。
17.另外,所述加热式香烟可以具有与所述烟杆中的基端侧同轴连结的过滤器,所述过滤器可以含有用于冷却从所述烟草填充材料所含有的气溶胶生成基材放出的挥发性物质的冷却部。
18.另外,在本发明的加热式香烟中,所述过滤器可以包括支承部,该支承部配置于与所述烟杆的基端侧连接的连接端,并在所述加热器插入所述加热器插入用空洞部时,该支承部为了抑制所述烟草填充材料被向所述过滤器的吸口端侧压入而支承所述烟草填充材料。
19.另外,在本发明的加热式香烟中,所述过滤器可以含有配置于该过滤器的吸口端侧的烟嘴部。
20.另外,所述加热器插入用空洞部可以形成为贯通所述烟杆的贯通孔,也可以形成为不贯通所述烟杆的凹部。
21.值得注意的是,为了解决本发明中的技术问题的手段能够尽可能地采用各种组合。
22.发明效果
23.根据本发明,在具有将含有香烟原料以及气溶胶生成基材的烟草填充材料填充于卷纸的内侧而形成的烟杆的加热式香烟中,能够提供用于抑制向烟杆插入时电加热器发生折断、弯曲等损伤、构成烟杆的烟草填充材料被压入吸口侧或烟杆弯曲变形。
附图说明
24.图1是概略地示出实施方式1的加热式香烟的内部构造的图。
25.图2是示出加热式香烟中的烟杆的详细构造的图。
26.图3是加热式香烟所适用的加热装置的概略结构图。
27.图4是示出在将烟杆安装于加热装置中的收纳腔时,电加热器以规定深度插入烟杆的状态的图。
28.图5是说明第一变形例的烟杆的图。
29.图6是示出将第一变形例的烟杆安装于加热装置中的收纳腔的状态的图。
30.图7是说明第二变形例的烟杆的图。
31.图8是示出将第二变形例的烟杆安装于加热装置中的收纳腔的状态的图。
32.图9a是说明第三变形例的加热器插入用空洞部的图。
33.图9b是说明第四变形例的加热器插入用空洞部的图。
34.图9c是说明第五变形例的加热器插入用空洞部的图。
具体实施方式
35.在此,基于附图对本发明的加热式香烟的实施方式说明。值得注意的是,本实施方
式中记载的构成要素的尺寸、材质、形状、其相对配置等如未特别地特定说明,并不旨在将发明的技术范围限定于此。
36.<实施方式1>
37.[加热式香烟]
[0038]
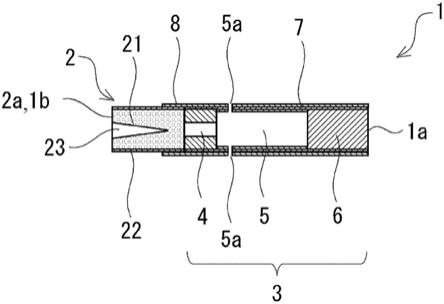
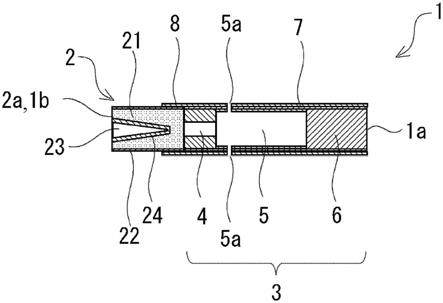
图1是概略地示出实施方式1的加热式香烟1的内部构造的图。加热式香烟1是对烟草填充材料不燃烧地加热,并向使用者传送在烟草填充材料生成的气溶胶的类型的香烟物品。
[0039]
加热式香烟1具备同轴排列配置的烟杆2以及过滤器3。加热式香烟1具有在使用中由使用者插入口腔内的吸口端1a和处于与该吸口端1a相反的一侧的端部的前端1b。过滤器3具有同轴排列配置的支承部4、冷却部5、以及烟嘴部6,这些部件从过滤器3的前端侧依次配置。过滤器3的支承部4、冷却部5、以及烟嘴部6由卷取纸7一体地卷绕。而且,烟杆2以及过滤器3通过被接装纸8卷绕而一体地连结。
[0040]
在加热式香烟1的使用时,空气由使用者从前端1b到吸口端1a穿过加热式香烟1而被吸入。加热式香烟1的前端1b可以视为烟杆2的前端或者上游端,加热式香烟1的吸口端1a可以视为烟嘴部3的后端或者下游端。
[0041]
烟杆2配置于加热式香烟1的前端1b。烟杆2是以覆盖含有香烟原料以及气溶胶生成基材的烟草填充材料21的侧面的方式由卷纸22包裹而成的棒状部件。在本实施方式中,烟草填充材料21所含有的香烟原料可以含有烟丝、烟草颗粒、再构成香烟材料中的任何一种或者多种。在本实施方式中,烟草填充材料21是再构成香烟材料。再构成香烟材料可以通过将再构成烟草薄片裁剪为小薄片、或粉碎形成粒状/粉状的形态、或者不裁剪该再构成烟草薄片而将其折叠来形成。再构成烟草薄片例如在均质化香烟中添加结合剂、胶凝剂、交联剂、香料、粘度调整剂等混炼,并通过适当的方法成型成薄片状。均质化香烟是通过将例如烟叶、干燥香烟叶、切碎香烟、膨化香烟、再生香烟等粉碎、磨碎后混和而得到的香烟材料。再构成烟草薄片可以是例如使用注型法、抄造法、压延法等适当方法而形成的再构成香烟注型薄片(再构成香烟
キャストシート
)、再构成香烟抄造薄片、再构成香烟压延薄片。例如再构成香烟注型薄片是通过将在平板上展开的再构成香烟注型干燥、脱水而制造的再构成烟草薄片。另外,再构成香烟抄造薄片是通过在再构成香烟注型上配合纸浆(硝化纤维)抄纸而制造的再构成烟草薄片。另外,再构成香烟压延薄片是通过将再构成香烟注型由辊等压延成薄片状,并使之干燥而制造的再构成烟草薄片。
[0042]
烟草填充材料21所含有的气溶胶生成基材是在挥发而放出的挥发性物质冷却时生成气溶胶的物质。气溶胶生成基材的种类未特别限定,能够根据用途适当选择从各种天然物中抽取物质。作为气溶胶生成基材例如有甘油、丙二醇、三醋精、1,3
‑
丁二醇、以及它们的混合物等。另外,烟草填充材料21可以含有香料。香料的种类未特别限定。
[0043]
支承部4是位于过滤器3的前端侧的部分。支承部4紧邻烟杆2的下游侧,以与烟杆2的后端抵接的状态配置。支承部4也可以是例如中空的醋酸纤维素管体。换言之,支承部4也可以在圆柱状的醋酸纤维素纤维束的横截面中央贯通形成中心孔。另外,作为另一种方式,支承部4也可以是填充了纤维素纤维的纸过滤器或纸管等。只要是具有某种程度的厚度的纸管,就能够作为支承部4有效地发挥功能。支承部4是用于在加热式香烟1所适用的加热装置的电加热器插入烟杆2内时防止烟草填充材料21在加热式香烟1内朝向冷却部5被向下游
侧压入的部分。另外,支承部4也可以作为用于使加热式香烟1的冷却部5从烟杆2分离的间隔件发挥功能。
[0044]
冷却部5紧邻支承部4的下游侧,与支承部4的后端抵接地配置。在加热式香烟1的使用中,从烟杆2(烟草填充材料21)放出的挥发性物质沿着冷却部5向下游侧流动。通过从烟杆2(烟草填充材料21)放出的挥发性物质由冷却部5冷却而形成供使用者吸入的气溶胶。在图1所示的方式中,冷却部5由具有能够导入外部的空气的通气孔5a的中空的纸管形成。但是,冷却部5也可以不具有通气孔5a。另外,冷却部5也可以具有以不妨碍挥发性物质、气溶胶的流动的方式配置的吸热剂。例如,也可以由沿着烟嘴部3的长度方向(轴方向)形成有多个流路(贯通孔)的过滤材料形成冷却部5。
[0045]
烟嘴部6是位于过滤器3的后端、即吸口端1a侧的部分。烟嘴部6也可以紧邻冷却部5的下游侧,并以与冷却部5的后端抵接的状态配置。在图1所示的方式中,烟嘴部6也可以具备例如由成型为圆柱状的醋酸纤维素纤维形成的过滤材料。另外,烟嘴部6也可以是中心孔过滤器、填充了纤维素纤维的纸过滤器,另外,也可以是不含有滤材的纸管。烟嘴部6可以由具有滤材的实心的过滤材料、中心孔过滤、纸过滤器、不含有滤材的纸管中的任何一个形成,也可以通过选择性地组合这些中的多个。
[0046]
图2是示出加热式香烟1中的烟杆2的详细结构的图。如图2所示,在烟杆2(烟草填充材料21)的前端面2a开口有用于插入加热装置的加热器的加热器插入用空洞部23。在图2所示的例中,加热器插入用空洞部23形成为沿着烟杆2(烟草填充材料21)的轴向的非贯通的凹部(空洞部)。但是,加热器插入用空洞部23也可以形成为沿着烟杆2(烟草填充材料21)的轴向贯通的空洞部。在图2所示的方式中,加热器插入用空洞部23具有从烟杆2(烟草填充材料21)的前端面2a朝向后端侧直径变小的前端变细的圆锥形状,但也可以具有从前端面2a朝向后端侧直径变小的前端变细的圆锥台形状。加热器插入用空洞部23的形状未特别限定,可以具有圆锥形状或圆锥台形状以外的形状,例如圆柱形状。图2所示的符号cl1是烟杆2的中心轴。加热器插入用空洞部23形成为与烟杆2的中心轴cl1同轴。
[0047]
在此,在烟杆2(烟草填充材料21)的加热器插入用空洞部23中,位于烟杆2的前端面2a侧的第一端23a的位置处于的直径优选为1mm以上且4mm以下,位于与前端面2a相反侧的第二端23b的位置处的直径优选为0mm以下且0.5mm以下。值得注意的是,加热器插入用空洞部23优选为位于烟杆2的前端面2a侧的第一端23a的位置处的直径相对于烟杆2的直径为10%以上且80%以下,第二端23b的位置处的直径相对烟杆2的直径为占比0%以上且10%以下。
[0048]
图3是实施方式1的加热式香烟1所适用的加热装置100的概略结构图。加热装置100具有作为用于收纳各种构成部件的外壳的壳体102。在壳体102内收纳有电加热器103、控制器(控制部)104、电源105等。壳体102具有收纳腔107,该收纳腔107含有插入加热式香烟1的烟杆2的开口部106。收纳腔107是具有圆柱形状的空洞部,并能够收纳烟杆2。
[0049]
如图3所示,在收纳腔107内设置有电加热器103。电加热器103具有圆锥形状,从收纳腔107中的底部107a的中央部垂直地朝向开口部106侧垂直地突出设置,并从基端部103a朝向先端部103b逐渐变细。另外,电加热器103的中心轴与收纳腔107的中心轴同轴。另外,电加热器103的种类没有特别地限定,能够使用例如在钢材上遍布地配置加热丝(例如镍铬合金、铁铬、铁镍等)而成的结构或者陶瓷加热器等。
[0050]
在像上述所构成的加热式香烟1中,在烟杆2(烟草填充材料21)上形成有加热器插入用空洞部23,因此在将烟杆2安装于加热装置100的收纳腔107时,通过将电加热器103插入烟杆2(烟草填充材料21)的加热器插入用空洞部23,能够减少将电加热器103插入烟草填充材料21时的插入阻力。由此,能够提高烟杆2对加热装置100的安装时(电加热器103插入烟杆2时)的可用性。另外,在将电加热器103插入烟杆2时,能够抑制电加热器103产生折断或弯曲等损伤或烟杆2弯曲变形。另外,在将烟杆2安装于加热装置100的收纳腔107时,能够抑制烟杆2的烟草填充材料21被压入吸口侧。
[0051]
另外,在本实施方式中,烟杆2(烟草填充材料21)的加热器插入用空洞部23具有圆锥形状,因此在将电加热器103插入加热器插入用空洞部23时,正好能够使包围加热器插入用空洞部23的侧方周围的烟草填充材料21和电加热器103紧贴,从而能够提高从电加热器103向烟草填充材料21的热传导。而且,在使用后将加热式香烟1的烟杆2从加热装置100的收纳腔107拔出时,在电加热器103和烟草填充材料21之间产生的摩擦力变小,因此不会引起烟草填充材料21的脱落。另外,在使用时难以引起烟草填充材料21烧结,因此在使用后将烟杆2从加热装置100的收纳腔107拔出时,能够使烟草填充材料21的脱落难以发生。
[0052]
在此,在本实施方式的烟杆2(烟草填充材料21)的加热器插入用空洞部23中,与烟杆2的中心轴cl1方向正交的横截面积可以比以规定深度插入烟杆2的状态中的电加热器103的各个对置部位的横截面积小。图4是示出在将烟杆2安装于加热装置100中的收纳腔107时,电加热器103以规定深度插入烟杆2的状态的图。在本实施方式中,加热器插入用空洞部23中的直径(横截面积)设定为以规定深度插入烟杆2的状态下的电加热器103的各个对置部位的直径(横截面积)的70%以上且99%以下的范围。在此所谓的各个对置部位是指在电加热器103以规定深度插入烟杆2的状态下在电加热器103和加热器插入用空洞部23中相互对置的部位。
[0053]
在本实施方式中的烟杆2(烟草填充材料21)的加热器插入用空洞部23中,相比于加热式香烟1所适用的加热装置100的电加热器103中的各个对应部位横截面积减小的情况下,将电加热器103插入加热器插入用空洞部23时,电加热器103一边向加热器插入用空洞部23扩张一边被插入。在该情况下,能够使包围加热器插入用空洞部23的侧方周围的烟草填充材料21与电加热器103更进一步紧贴,从而提高从电加热器103向烟草填充材料21的热传导效率。
[0054]
<第一变形例>
[0055]
图5是说明第一变形例的烟杆2(烟草填充材料21)的图。第一变形例中的烟杆2的加热器插入用空洞部23a具有沿着烟杆2的中心轴cl1方向直径为恒定的圆柱形状。图6是示出将第一变形例的烟杆2安装于加热装置100中的收纳腔107的状态的图。图6示出电加热器103a以规定深度插入烟杆2的状态。另外,在本变形例中,电加热器103a与第一变形例的加热器插入用空洞部23a相同地具有圆柱形状。
[0056]
在第一变形例的加热器插入用空洞部23a中,与电加热器103a相比直径(横截面积)可以设定为相对小的值。在该情况下,在将电热器103a插入加热器插入用空洞部23a时,电加热器103a一边向加热器插入用空洞部23a扩张一边被插入。由此,能够使包围加热器插入用空洞部23a的侧方周围的烟草填充材料21和电加热器103a紧贴。其结果能够提高从电加热器103a向烟草填充材料21的热传导效率。
[0057]
在此,若加热器插入用空洞部23a直径过小则将电加热器103a插入时的插入阻力易于变大,若加热器插入用空洞部23a直径过大则将电加热器103a插入时的接触性易于恶化。因此,在第一变形例的加热器插入用空洞部23a中,将其直径(横截面积)设定为电加热器103a的直径(横截面积)的70%以上且99%以下的范围。由此,能够同时满足使插入电加热器103a时的插入阻力和插入后的接触性。其结果,能够使烟杆2安装于加热装置100时(相对烟杆2电加热器103a的插入时)的可用性和电加热器103a对烟草填充材料21加热时的加热效率两者提高。
[0058]
而且,第一变形例的加热器插入用空洞部23a具有直径恒定的圆柱形状,因此在第二端23b侧也能够使加热器插入用空洞部23a的周围中的烟草填充材料21在加热器加热时充分地加热。从而,能够在加热器加热时沿着中心轴cl1方向在烟草填充材料21上难以产生温度分布,能够提高气溶胶的输送量和输送的稳定性。
[0059]
值得注意的是,第一变形例中的加热器插入用空洞部23a优选形成为直径1mm以上且4mm以下的圆柱形状。另外,加热器插入用空洞部23a的直径优选为烟杆2的直径的10%以上且80%以下。例如,在烟杆2的直径为7mm的情况下,优选为将加热器插入用空洞部23a的直径设为2.5mm左右。
[0060]
<第二变形例>
[0061]
图7是说明第二变形例的烟杆2(烟草填充材料21)的图。第二变形例中的烟杆2的加热器插入用空洞部23b具有沿着烟杆2的中心轴cl1方向前端变细的圆锥台形状(切头圆锥形状)。图8是示出将第二变形例的烟杆2安装于加热装置100中的收纳腔107的状态的图。图8示出烟杆2以规定深度插入电加热器103b的状态。另外,在本变形例中,电加热器103b与第二变形例的加热器插入用空洞部23b相同地具有圆锥台形状(切头圆锥形状)。
[0062]
在第二变形例的加热器插入用空洞部23b中,其直径(横截面积)也可以设定为比以规定深度插入烟杆2的状态中的电加热器103b的各个对置部位的直径(横截面积)更小的值。在该情况下,在将电热器103b插入加热器插入用空洞部23b时,电加热器103b一边向加热器插入用空洞部23b扩张一边被插入。由此,能够使包围加热器插入用空洞部23b的侧方周围的烟草填充材料21和电加热器103b紧贴。其结果能够提高从电加热器103b向烟草填充材料21的热传导效率。
[0063]
在此,若加热器插入用空洞部23b的直径过小则将电加热器103b插入时的插入阻力易于变大,若加热器插入用空洞部23b直径过大则将电加热器103b插入时的接触性易于恶化。因此,将在第二变形例的加热器插入用空洞部23b中的直径(横截面积)设定为在以规定深度插入烟杆2的状态的电加热器103b的各个对置部位的直径(横截面积)的70%以上且99%以下的范围。由此,能够同时满足使电加热器103b插入烟杆2时的插入阻力和插入后的接触性。其结果,能够使烟杆2安装于加热装置100时(相对烟杆2电加热器103b的插入时)的可用性和由电加热器103b对烟草填充材料21加热时的加热效率两者提高。
[0064]
另外,根据第二变形例中的加热器插入用空洞部23b,采用圆锥台形状(切头圆锥形状),因此能够同时实现采用圆锥形状的加热器插入用空洞部23和采用圆柱形状的加热器插入用空洞部23的优点。
[0065]
即,第二变形例的加热器插入用空洞部23b的位于吸口侧的第二端23b的位置处的直径与采用圆锥形状的加热器插入用空洞部23相比容易确保更大的尺寸,因此能够使加热
器加热时沿着烟草填充材料21中的中心轴cl1方向温度分布难以产生。另外,根据第二变形例的加热器插入用空洞部23b,具有沿着烟杆2的中心轴cl1方向前端变小的直径(横截面积),因此能够减少将电加热器103b插入烟杆2时的插入阻力的同时,提高插入后的接触性。
[0066]
在此,第二变形例的加热器插入用空洞部23b的位于烟杆2的前端面2a侧的第一端23a的位置处的直径优选为1mm以上且4mm以下,位于与前端面2a相反侧的第二端23b的位置处的直径优选为0.5mm以上且3.5mm以下。值得注意的是,加热器插入用空洞部23b的位于烟杆2的前端面2a侧的第一端23a的位置处的直径相对于烟杆2的直径优选为10%以上且80%以下,第二端23b的位置中的直径相对于烟杆2的直径优选为5%以上且70%以下。
[0067]
值得注意的是,本实施方式中的烟杆2(烟草填充材料21)的加热器插入用空洞部23、23a、23b不限于上述的圆锥形、圆柱形、圆锥台形,能够采用各种形状。另外,烟杆2(烟草填充材料21)中形成的加热器插入用空洞部23、23a、23b的数量未特别限定。例如在烟杆2(烟草填充材料21)中可以形成多个加热器插入用空洞部23、23a、23b。
[0068]
另外,说明了上述的加热器插入用空洞部23、23a、23b形成为沿着烟杆2的中心轴cl1方向不贯通烟杆2的非贯通的凹部的情形的示例,也可以形成为贯通烟杆2的贯通孔。图9a是说明第三变形例的加热器插入用空洞部23c的图。第三变形例的加热器插入用空洞部23c具有圆锥形状,除了形成贯通烟杆2的贯通孔的点之外与图2所示的加热器插入用空洞部23相同。图9b是说明第四变形例的加热器插入用空洞部23d的图。第四变形例的加热器插入用空洞部23d具有圆柱形状,除了形成为贯通烟杆2的贯通孔的点之外与图5所示的加热器插入用空洞部23a相同。图9c是说明第五变形例的加热器插入用空洞部23e的图。第五变形例的加热器插入用空洞部23e具有圆锥台形状,除了形成为贯通烟杆2的贯通孔的点之外与图7所示的加热器插入用空洞部23b相同。
[0069]
值得注意的是,如图9a~9c所示,在加热器插入用空洞部23c、23d、23e为沿着烟杆2的中心轴cl1方向贯通的贯通孔的情况下,使形成加热器插入用空洞部23c、23d、23e后的烟杆2通过过滤器嘴连接装置与过滤器3一体地连接。由此,例如通过将针插入烟杆2的前端面2a来形成加热器插入用空洞部23c、23d、23e时,即使烟草填充材料21被针向吸口侧押出,只要之后将烟杆2与过滤器3连接,则不会产生特别的影响。
[0070]
另外,如图9a~9c所示,通过作为贯通烟杆2的贯通孔而形成加热器插入用空洞部23c、23d、23e,在比电加热器103的前端更靠下游侧不存在烟草填充材料21,因此不会产生加热器加热时的热传导性下降。由此,能够抑制加热器加热时生成的气溶胶在位于电加热器103的前端附近的烟草填充材料21冷却、凝缩。其结果,能够增加使用时的气溶胶的输送量。
[0071]
另一方面,如图2、图5、图7所示,通过作为不贯通烟杆2的非贯通孔而形成加热器插入用空洞部23、23a、23b,例如通过将针插入烟杆2的前端面2a而形成加热器插入用空洞部23、23a、23b时,不会由针将烟杆2的烟草填充材料21向吸口侧押出。由此,在过滤器嘴连接装置中,在将过滤器3与烟杆2连结后,能够将加热器插入用空洞部23、23a、23b穿孔,制造适用性优越。
[0072]
以上,说明了本发明的实施方式,但本发明的加热式香烟不限于此。
[0073]
附图标记说明
[0074]
1:加热式香烟;
[0075]
2:烟杆;
[0076]
3:过滤器;
[0077]
4:支承部;
[0078]
5:冷却部;
[0079]
6:烟嘴部;
[0080]
21:烟草填充材料;
[0081]
23:加热器插入用空洞部。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。