楔形填料预成型坯
1.本公开涉及楔形填料预成型坯、包含楔形填料预成型坯的纤维复合材料、生产楔形填料预成型坯的方法和生产包含楔形填料预成型坯的纤维复合材料的方法。
2.半径填料是现有技术中已知的。尤其在航空航天应用中,整体加强复合结构的开裂经常在位于复合结构的外皮和整体加强元件之间界面处的半径填料(即noodle)中开始。传统半径填料,也称为“noodles”具有大量树脂。
3.填料预成型坯是近乎具有最终产品的三维形式的三维干式结构。因此,其是预成型产品。预成型坯与最终产品的区别在于仅在最终产品的制造过程中施加到预成型坯上的树脂量。因此,预成型坯被描述为含有较少树脂的干式结构。“较少树脂”是指相对于预成型坯的总纤维重量计小于15重量%的树脂浓度。
4.例如在文献us 9,827,710中描述了一种半径填料。该专利的半径填料包括树脂,其中在编织步骤之前或之后加入树脂。根据上述文献的图5,编织干纤维,然后其在树脂浴中润湿,或作为用树脂预浸渍或预涂布的预浸料纤维提供纤维。但是,在us 9,827,710的所有实施方案中,半径填料中的树脂量远高于半径填料的总纤维重量的10重量%。因此,该文献没有公开预成型填料。由于高量树脂,该半径填料的重量高,且填料的寿命也至少与树脂材料的寿命相关联。
5.此外,现有技术的半径填料具有缺点在于它们不能顺应或较不顺应空腔(cavities)。
6.因此本发明的目标是创造一种楔形填料预成型坯,以克服现有技术的缺点。
7.通过根据权利要求1的楔形填料预成型坯实现该目标。
8.在本技术中,术语“楔形”是指填料预成型坯具有三角形。“楔形”形式是指包含两个侧面区、在它们之间的顶点和两个端面区的三角形。各端面的表面积小于各侧面区的表面积。术语“楔形”也包含梯形形式的楔形填料预成型坯。
9.本理念的楔形填料预成型坯包含增强纤维束,其中纤维束含有相对于纤维重量计1至10重量%的浓度的第一树脂组合物。至少60%,优选至少70%的增强纤维束作为弯曲增强纤维束以弯曲形式存在于楔形填料预成型坯中,由此借助第一树脂组合物将纤维束的弯曲形式可逆定型在楔形填料预成型坯中。弯曲增强纤维束(也称为弯曲纤维束)具有两个侧面,由此侧面形成开度角α’。该开度角小于120
°
。在楔形填料预成型坯内,弯曲纤维束以该弯曲形式的最小转折点朝向楔形填料预成型坯的顶点的方式排列。弯曲纤维束的开度角的打开方向与楔形填料预成型坯的开度角的打开方向大致相同。
10.由于可逆定型的弯曲形式,弯曲纤维束在楔形填料预成型坯内变得预荷载。
11.文献us 2013/0209724公开了由纤维束和粘合纤维组成的堆(pile)以使纤维束能够具有粘合剂材料。纤维束具有弯曲形状,这赋予它们优先取向,由此通过粘合纤维将纤维束固定在层内。但是,文献us 2013/0209724没有公开预成型坯。该文献也没有公开或教导其中纤维束以弯曲形式存在以使该弯曲形式对应于预成型坯的三维形式的预成型坯。此外,在该文献中也没有公开含有相对于纤维重量计1至10重量%树脂组合物的纤维束。
12.文献ep 3 446 864公开了一种包含碳纤维的间隙填料。碳纤维随机分散在间隙填
料各处以使纤维朝多个方向取向[0011]。在该文献中没有公开具有朝优先方向排列的纤维束的预成型坯。在根据ep 3 446 864的间隙填料的制造方法中,例如借助挤出机混合树脂和碳纤维[0030]。因此,在该文献中也没有公开相对于纤维重量计1至10重量%的树脂浓度。
[0013]
在us 5,650,229中,公开了一种填料预成型坯,其中将纤维束排列在空腔(cavity)内并且加盖装置将纤维束压入空腔。该文献没有公开弯曲纤维束。如图4b、4c和5b中所见,该填料内的纤维没有弯曲。
[0014]
楔形填料预成型坯中的增强纤维束根据本发明具有相对于纤维比例计1至10重量%,优选3至5重量%的第一树脂组分的含量。第一树脂组合物均匀分布在楔形填料预成型坯内。借此为增强纤维束提供足够的稳定性并避免解体成单长丝。同时,根据本发明的树脂的使用确保增强纤维束在楔形填料预成型坯的成型过程中彼此粘着,且楔形填料预成型坯由此实现足够的稳定性以供额外的操作。在本发明的一个优选实施方案中,第一树脂组合物是热可活化的粘合剂材料,例如热塑性塑料。但是,粘合剂材料优选基于环氧树脂,其中该粘合剂材料可多次熔融(multiply melted)并可通过冷却到室温转化成固定状态。这种类型的树脂组合物或具有这些类型的树脂组合物的增强纤维公开在例如wo 2005/095080中。wo 98/22644也公开了适合作为粘合剂的这些类型的树脂组合物。关于包含第一树脂组合物的增强纤维束,参考欧洲专利申请ep2736691a1,其经此引用并入本文。尤其是在第6至15页中的树脂复合材料的公开作为根据本公开的第一树脂组合物的参考并入本文。
[0015]
用第一树脂组合物预浸渍增强纤维束因此能够在楔形填料预成型坯的生产过程中实现这些增强纤维束的紧凑、稳定的铺设。
[0016]
优选地,增强纤维束的增强纤维是碳纤维。在一个优选实施方案中,各增强纤维束具有500至24,000个增强纤维长丝。为实现增强纤维束在楔形填料预成型坯中的最均匀分布,增强纤维束中的增强纤维长丝数特别优选在500至6,000的范围内,更特别优选在1,000至3,000的范围内。为实现楔形填料预成型坯中的高纤维体积比例,同样证实有利的是,楔形填料预成型坯具有多组增强纤维束,其具有不同的增强纤维长丝数,因为这能够实现这些束在楔形填料预成型坯中的高堆积密度。例如,可组合具有3,000、6,000和12,000个增强纤维长丝的增强纤维束。
[0017]
纤维束优选均匀分布在楔形填料预成型坯中。术语“均匀分布”是指在楔形填料预成型坯的每个部分中,纤维束的量大致相同。“大致”意味着包括小于5%的变化。尤其在楔形填料预成型坯的顶点部分,纤维束的量可能改变。
[0018]
在一个优选实施方案中,弯曲增强纤维束在平行于楔形填料预成型坯的开度角的方向上各向同性取向。“各向同性”因此被理解为是指尽管在单个增强纤维束内存在纤维的各向异性取向,但这些束整体上没有表现出优先取向。将增强纤维束喷射或倾倒在模具中,由此模具的顶点是模具的填充口的最远的点。
[0019]
应该理解的是,至少60%的弯曲增强纤维束具有与楔形填料预成型坯的开度角几乎相同方向的开度角。术语“几乎相同”是指数值相差小于30
°
,优选小于20
°
。此外,至少60%的弯曲增强纤维束具有与楔形填料预成型坯的开度角相关的开度角。这意味着弯曲增强纤维束的开度角的值与楔形填料预成型坯的开度角的值相差小于5
°
,优选小于2
°
。
[0020]
在进一步实施方案中,增强纤维束朝楔形填料预成型坯的一定方向取向。例如,增强纤维束总量的至少40%,更优选至少60%,最优选至少70%在楔形成型模具中取向以使纤维束的纤维方向近乎垂直于楔形成型模具的开度角。
[0021]
优选地,纤维束(增强纤维束)的宽度在0.5至10mm的范围内变化。“变化”意味着在所述范围内,所有宽度都是可能的,因此没有任何宽度比其它宽度更多地存在。由于宽度和统计分布的变化,纤维束可很好地填充用于构建楔形填料预成型坯的预成型坯。
[0022]
在楔形填料预成型坯的一个更特别优选的实施方案中,布置在楔形填料预成型坯内的增强纤维束具有不同长度和/或不同宽度和/或不同的增强纤维长丝数。这导致楔形填料预成型坯中(和因此包含该填料的复合材料中)的尤其高的纤维体积比例。根据本发明,楔形填料预成型坯在其整个延展范围内,即在其延展范围的每个点具有至少35体积%的增强纤维比例,优选至少40体积%的的增强纤维比例,特别优选45体积%。尤其有利的是,增强纤维比例达到至少50体积%,因为这带来稳固结构组件。但是,如果需要轻质结构组件,具有小于35体积%的增强纤维束的填料也是可能的。由于纤维束的宽度和长度和长丝数的变化可能性,填料内的纤维量可调节。
[0023]
可根据din en 2564:1998测定楔形填料预成型坯中的增强纤维的比例。为此,根据普通方法用环氧树脂,如hexflow rtm 6(hexcel)浸渍楔形填料预成型坯并固化成复合材料。从固化的复合材料上切割试验体,由其根据din en 2564:1998测定质量和密度,并在用浓硫酸处理以分离基质树脂后,测定试验体中所含的纤维的质量。根据din en 2564:1998的规定,由此可测定纤维质量比例并由其得出纤维体积比例或增强纤维的比例。这种方法也可用于测定复合材料的纤维体积比例。
[0024]
在一个优选实施方案中,整个楔形填料预成型坯中的树脂总量为相对于楔形填料预成型坯的总纤维重量计小于10重量%。优选的是,楔形填料预成型坯中的树脂仅以纤维束的第一树脂组合物的形式存在。在整个楔形填料预成型坯内不存在附加树脂。由于树脂量较小,该楔形填料预成型坯是轻质的。但是,楔形填料预成型坯内的树脂量足够使填料保持所需形式并保持纤维束的弯曲形式。
[0025]
楔形填料预成型坯优选具有恒定的每单位面积质量。即使楔形填料预成型坯的厚度在增强复合材料的制造过程中可变地调节,但每单位的质量仍恒定。
[0026]
优选地,在楔形填料预成型坯的至少一个表面上或作为包围楔形填料预成型坯的护套布置织物层。该织物层优选是由碳纤维制成的机织织物或ud层。该织物层优选被基质材料涂布,其中织物层的基质材料不是楔形填料预成型坯的基质材料的总量的一部分。
[0027]
在另一实施方案中,楔形填料预成型坯部分或完全分割成几部分并布置在织物层上。优选地,通过楔形填料预成型坯和织物层之间的胶粘连接实现该布置。用于这一实施方案的织物层优选是柔性织物层。柔性意味着织物层可容易地以弯曲形式布置。柔性织物层优选是机织织物、非织造物或ud层,或柔性织物层是包含所提到的层的组合的多层组合物。由于在柔性织物层上部分或完全分割的楔形填料预成型坯,该楔形填料预成型坯也容易顺应弯曲形式(其它预成型坯中的弯曲凹节(curved gabs in further preforms))。
[0028]
在一个实施方案中,楔形填料预成型坯具有梯形(trapeze)端面。这意味着,该楔形的两个端面具有梯形。弯曲纤维束的开度角α’以类似方向定位并与填料预成型坯的开度角α相关。具有梯形端面的楔形填料预成型坯的开度角α来自楔形的两个侧面区的假想延伸
线(见图5)。
[0029]
本发明的另一目的是包含根据上述设计的楔形填料预成型坯的纤维复合材料。该纤维复合材料优选是增强纤维复合材料。
[0030]
本发明的另一目的是一种生产楔形填料预成型坯的方法。为了生产楔形填料预成型坯,将由增强纤维长丝组成并包含相对于纤维重量计1至10重量%的第一树脂组合物的增强纤维束分布到楔形成型模具中,其中长丝在纤维束内互相平行走向。优选将上述纤维束喷入模具
‑
在这方面使用根据ep 2727694和ep 2727693的装置且这些文献经此引用并入本文。优选使用没有纵向切割机构的这些专利的方法和装置。但是,也可能将纤维束倒入楔形成型模具。为了制造楔形填料预成型坯,向模具施加力和热能。由于热能,第一树脂组合物熔融并变粘。楔形成型模具包含两个侧面和在它们之间的模具开度角β。此外,楔形成型模具包含两个端面,由此各侧面区的表面积大于各端面区的表面积。施加的力仅作用于至少一个侧面区。由于这种力,纤维束被压成弯曲形式并借助粘性的第一树脂组合物可逆固定为这种形式。增强纤维束总量的至少60%,优选至少70%被压成弯曲形式。“弯曲形式”意味着弯曲纤维束具有最小转折点(顶点),由此纤维端形成侧面(fiber ends build up flanks)。弯曲纤维束的侧面形成小于120
°
,优选小于100
°
,更优选小于90
°
,最优选小于45
°
的开度角。弯曲纤维束以最小转折点(顶点)朝向模具的最小转折点(顶点)的方式排列在楔形成型模具内。以将模具的侧面压向彼此的方式向模具施加力。此后第一树脂组合物冷却且增强纤维束的弯曲形式可逆定型在楔形填料预成型坯中。
[0031]
由于该生产方法,弯曲纤维束获得类似于弹簧张力的初始荷载。如果再次加热楔形填料预成型坯,第一树脂组合物再次熔融且弯曲纤维束再次变成柔性。弯曲纤维束具有松弛并试图回到伸长形式的倾向。这一效应用于生产包含楔形填料预成型坯的增强纤维复合材料的方法。模具的开度角β等于楔形填料预成型坯的开度角α。这是指开度角α和β的值大致相等并且打开方向也大致相等。
[0032]
对于生产增强纤维复合材料的方法,在另一模具内将楔形填料预成型坯布置在另一纤维预成型坯(further fiber preform)内。向所述另一模具施加第二(温)树脂组合物并由于热(例如第二树脂组合物的热或由于加热所述另一模具),第一树脂组合物被加热且弯曲纤维束变柔性,且弯曲增强纤维束的开度角增加。由于这一效应,在弯曲纤维束的开度角增加的楔形填料预成型坯的部分上,楔形填料预成型坯的厚度提高。这一过程受楔形填料预成型坯布置在其中的增强纤维复合材料(reinforcing fiber composition)的内部形式或空腔的影响。应该理解的是,楔形填料预成型坯的厚度提高直至楔形填料预成型坯直接物理接触增强纤维复合材料。因此,可通过楔形填料预成型坯补偿增强纤维复合材料的不合意或合意的空腔变化。
[0033]
优选对于至少20%,更优选至少30%,最优选至少60%的弯曲纤维束,开度角由于施加第二树脂组合物而增加。优选地,与将楔形填料预成型坯布置在增强纤维复合材料(reinforcing fiber composition)或另一模具内之前的开度角相比,弯曲纤维束的开度角增加至少5
°
,更优选至少10
°
,最优选至少20
°
。
[0034]
在一个优选实施方案中,用于生产增强纤维复合材料的楔形填料预成型坯具有恒定厚度梯度,且所述另一纤维预成型坯具有至少一个存在厚度变化的空腔。
[0035]
在这种情况下用于浸注或注入附加树脂组合物的可能的方法是所谓的液体成型
(lm)法或与其相关的方法,如树脂传递模塑(rtm)、真空辅助树脂传递模塑(vartm)、树脂膜熔渗(rfi)、液体树脂灌注(lri)或树脂灌注柔性工装(resin infusion flexible tooling)(rift)。
[0036]
通过附图描述本发明。
[0037]
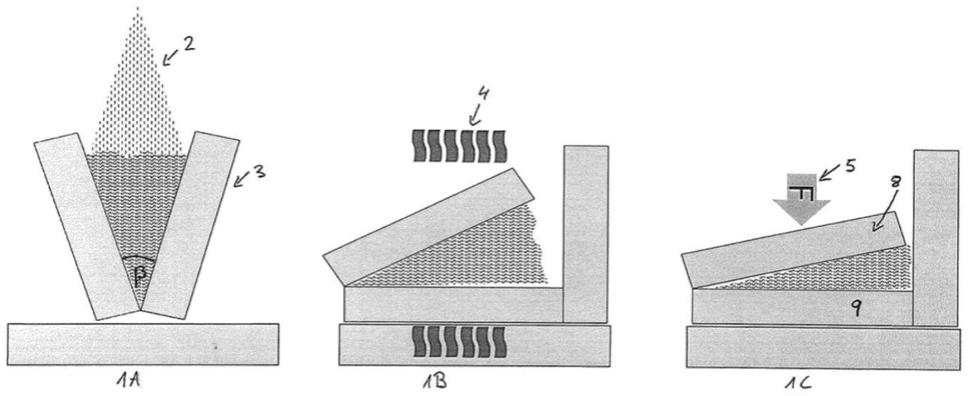
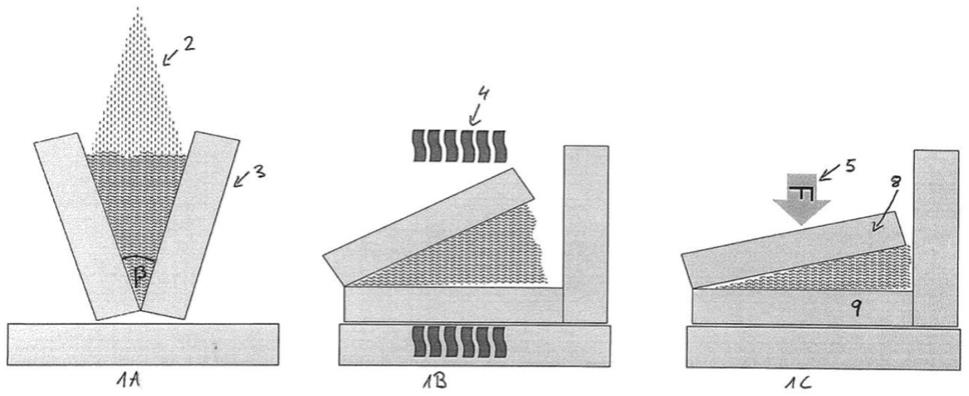
图1示意性显示一种生产楔形填料预成型坯的方法。
[0038]
图2示意性显示楔形填料预成型坯的侧视图。
[0039]
图3示意性显示一种形式的增强复合材料。
[0040]
图4显示一种楔形填料预成型坯。
[0041]
图5示意性显示楔形填料预成型坯的两个实施方案。
[0042]
图6示意性显示弯曲形式的楔形填料预成型坯。
[0043]
在图1中示意性显示一种生产楔形填料预成型坯1(未显示)的方法。在步骤a中将增强纤维束2喷入楔形成型模具3。纤维束2均匀分布到楔形成型模具3中。在这一加工步骤中,在楔形成型模具3内存在几乎零弯曲的纤维束2`(未显示)。
[0044]
在工艺步骤b中,关闭楔形成型模具1并向楔形成型模具3和因此向分布的纤维束2施加热能4。由于热能4,纤维束2的第一树脂组合物至少部分熔融并获得粘性特征。
[0045]
在工艺步骤c中,向楔形成型模具3和因此向纤维束2施加力5。力5作用于楔形成型模具3的侧面8并在楔形成型模具3内将纤维束2压成弯曲形式。由于至少部分熔融的第一树脂组合物,将纤维束2的弯曲形式可逆定型在楔形成型模具3内(和因此在楔形填料预成型坯内)。形成弯曲增强纤维束。在这一实施例中没有使用另外的树脂组合物生产楔形填料预成型坯1。力5也可同时经由两个侧面8和9作用于纤维束2。
[0046]
在图2中显示从侧面看的楔形填料预成型坯1。在侧视图中可以看出,楔形填料预成型坯1具有顶点7、两个侧面8’、9’和开度角α。在楔形填料预成型坯1内,纤维束以弯曲形式排列和可逆定型(弯曲纤维束2`)。弯曲纤维束2`具有顶点、第一和第二侧面8``、9``和开度角α`。弯曲纤维束2`的顶点平行于楔形填料预成型坯1的顶点7。楔形填料预成型坯1的开度角α也朝与弯曲纤维束2`的开度角α`相同的方向打开。
[0047]
在图2的实施方案中,楔形填料预成型坯1具有织物层,例如纤维层13作为在楔形填料预成型坯1的外侧的护套。由于纤维层13,楔形填料预成型坯1的操作更容易。
[0048]
在图3中显示一种形式的增强纤维复合材料的实例。该形式表现出具有不同厚度变化的空腔12。厚度变化可被楔形填料预成型坯1再填充而不改变楔形填料预成型坯1的单位质量。在将楔形填料预成型坯1填入空腔12后,空腔部分14空着。在加热该复合材料后,空腔部分14也被楔形填料预成型坯材料填充。
[0049]
在图4中显示一种楔形填料预成型坯1。在楔形填料预成型坯1的顶侧15,增强纤维束2以随机(各向同性)方式取向,由此束形式(长丝在束内互相平行)仍存在于楔形填料预成型坯1中。
[0050]
在图5中显示楔形成型模具3和所得楔形填料预成型坯1的两个实施方案。在图5的顶部,显示具有三角形端面11和开度角β的楔形成型模具3。开度角β对应于楔形填料预成型坯1的开度角α。这是指开度角α的值大致等于开度角β的值。此外,开度角α的方向大致等于开度角β的打开方向。在图5的底部,显示具有梯形端面11的楔形成型模具3。通过楔形成型模具3的侧面8和9的假想延长线形成开度角β。通过这种楔形成型模具3获得的楔形填料预
成型坯1也包含三角形端面。
[0051]
在图6中,楔形填料预成型坯1在楔形填料预成型坯1的背面具有附加柔性织物层13(例如无屈曲织物)。楔形填料预成型坯1可部分或完全分割成几部分,由此柔性织物层13将这些部分固定在一起(例如通过将这些部分胶粘在柔性织物层13上)。因此,柔性织物层13没有分割。由于该分割,楔形填料预成型坯1可顺应弯曲的其它预成型坯。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。