1.本发明涉及极其视觉跟踪技术领域,特别是指一种基于机器视觉的冷区钢板自动上料方法。
背景技术:
2.目前钢板冷区生产线上料过程多通过人工观看辊道监控视频去控制辊道启停。当行车上料时操作人员观察到行车上料,在操作室关闭辊道转动开关,行车离开后确定辊道上存在钢板后恢复辊道转动开关,进行钢板的运送。
3.在促进上料自动化的进程中,也有技术提出了利用光检信号来确定辊道上钢板的有无,当存在钢板是控制辊道开启,运送钢板前进,当不存在钢板是控制辊道停止。这种方案虽然在一定程度上实现了自动化,但是不能跟踪到行车的状态,当行车上料过程中,容易对光检信号产生干扰,不能准确的控制辊道的启停,并且由于工厂环境复杂,灰尘多等原因极容易导致光检设备损坏,维修成本较高,无法完全的实现自动上料。
4.本发明提出的基于机器视觉的冷区钢板自动上料技术利用多组相机同时监控辊道和行车的状态信息,通过不同状态的组合控制辊道的启停。此技术实现冷区上料的自动化、智能化,减少了人工劳动成本和设备维护成本,对无人化钢厂的检设具有重大意义。
技术实现要素:
5.本发明要解决的技术问题是提供一种基于机器视觉的冷区钢板自动上料方法。
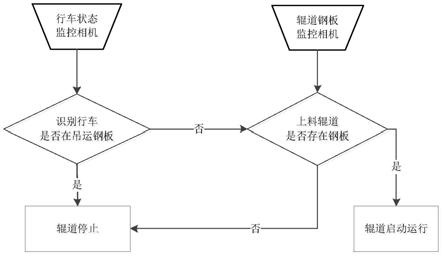
6.该方法在冷区钢板上料辊道操作侧等距离安装监控相机,相机分别用于拍摄辊道上钢板状态和行车位置状态,通过图像处理技术判断出辊道上是否存在钢板,并计算出行车到辊道表面的距离,然后通过辊道钢板状态和行车状态的不同组合来确定辊道的启停,实现冷区钢板的自动上料,当行车位置状态监控相机识别行车在吊运钢板时,辊道停止,否则进一步通过辊道上钢板状态监控相机判断上料辊道上是否存在钢板,如存在,则辊道启动,否则辊道停止。
7.其中,上料辊道中的每组辊道用一组相机进行拍摄,相机安装在每组辊道的正中间位置,拍摄范围为这一组辊道的长度,其中相机距离被拍摄辊道中心的直线距离d为:
[0008][0009]
其中,α为相机水平视场角,l为每组辊道的长度。
[0010]
上述一组相机包括2个相机,其中一个相机沿平行辊道方向拍摄图像,用于监控行车距离辊道的高度,最大监控高度为1.5m,另一个相机位于距辊道平面上方高为h的位置沿斜45度角拍摄辊道钢板状态,用于监控辊道上是否存在钢板,其中h为:
[0011][0012]
上述通过图像处理技术判断出辊道上是否存在钢板具体为:
[0013]
对于监控辊道钢板状态的相机采集到的图像,首先将拍摄图像进行透视变换处理,得到接近矩形的辊道区域,然后标定出图像中各辊道间的空隙位置,并在图像上将每个空隙位置区域裁剪出一张子图,由于辊道间隙位置处钢板存在相较于钢板不存在时画面差异较大,采用vgg网络训练得到一个二分类的模型对子图进行分类,其中类别0代表钢板不存在,类别1代表钢板存在,通过多张子图类别值组合判断,在超过80%的子图识别为1时认为钢板存在,在超过80%的子图识别为0时认为钢板不存在,其余情况给予人工提醒,进行人工确认,防范异常干扰的情况。
[0014]
行车到辊道表面的距离具体计算方法如下:
[0015]
对于监控行车位置状态的相机采集到的图像,采用角点匹配的方式判断出行车在图像中的中心坐标位置(x,y)及行车区域像素大小(w,h),事先在图像中标定的辊道平面的纵坐标位置为y
′
,则行车到辊道的垂直距离d
′
为:
[0016]
d
′
=|y
‑
y
′
|*f
[0017]
其中,f为相机的分辨精度。
[0018]
辊道启停的具体确定标准如下:
[0019]
1)存在行车,行车距辊道高度d
′
大于1m,辊道存在钢板,控制辊道开启;
[0020]
2)存在行车,行车距辊道高度d
′
大于1m,辊道不存在钢板,控制辊道停止;
[0021]
3)存在行车,行车距辊道高度d
′
小于1m,不判断钢板,控制辊道停止;
[0022]
4)不存在行车,不计算行车距离辊道高度,辊道存在钢板,控制辊道开启;
[0023]
5)不存在行车,不计算行车距离辊道高度,辊道不存在钢板,控制辊道停止。
[0024]
本发明的上述技术方案的有益效果如下:
[0025]
上述方案中,实现了冷区钢板自动上料过程,在实际生产线上可以节省2
‑
3个人工,方案中涉及到的硬件设备成本较低,安装较为简单,适合批量性复制。应用此技术可以实现生产线的智能化,减少人工劳动力成本和设备维护成本,对无人化钢厂实现具有重大意义。
附图说明
[0026]
图1为本发明的基于机器视觉的冷区钢板自动上料方法的辊道控制逻辑流程图;
[0027]
图2为本发明的基于机器视觉的冷区钢板自动上料方法的单组相机安装位置示意图;
[0028]
图3为本发明的基于机器视觉的冷区钢板自动上料方法的行车监控相机和辊道监控相机安装位置示意图。
具体实施方式
[0029]
为使本发明要解决的技术问题、技术方案和优点更加清楚,下面将结合附图及具体实施例进行详细描述。
[0030]
本发明提供一种基于机器视觉的冷区钢板自动上料方法。
[0031]
如图1所示,该方法在冷区钢板上料辊道操作侧等距离安装监控相机,相机分别用于拍摄辊道上钢板状态和行车位置状态,通过图像处理技术判断出辊道上是否存在钢板,并计算出行车到辊道表面的距离,然后通过辊道钢板状态和行车状态的不同组合来确定辊
道的启停,实现冷区钢板的自动上料,当行车位置状态监控相机识别行车在吊运钢板时,辊道停止,否则进一步通过辊道上钢板状态监控相机判断上料辊道上是否存在钢板,如存在,则辊道启动,否则辊道停止。
[0032]
如图2所示,上料辊道中的每组辊道用一组相机进行拍摄,相机安装在每组辊道的正中间位置,拍摄范围为这一组辊道的长度,其中相机距离被拍摄辊道中心的直线距离d为:
[0033][0034]
其中,α为相机水平视场角,l为每组辊道的长度。
[0035]
如图3所示,一组相机包括2个相机,其中一个相机沿平行辊道方向拍摄图像,用于监控行车距离辊道的高度,最大监控高度为1.5m,另一个相机位于距辊道平面上方高为h的位置沿斜45度角拍摄辊道钢板状态,用于监控辊道上是否存在钢板。
[0036]
下面结合具体实施过程予以说明。
[0037]
具体实施中,按上述安装好相机,选择监控相机参数为4mm镜头,水平视场角为79
°
,假设拍摄的辊道长度为6m,则依据上述公式相机需安装在距离辊道中心点7.1m的位置。
[0038]
每组相机包含2个相机,其中一个相机沿平行辊道方向拍摄图像,用于监控行车距离辊道的高度,最大监控高度为1.5m,另一个相机位于距辊道平面高为h的位置沿斜45度角拍摄辊道钢板状态,用于监控辊道上是否存在钢板,高度h的确定在于拍摄辊道状态的相机只需保证在行车离辊道大于1m的高度下可以清晰观测到辊道状态即可。
[0039]
对于监控辊道钢板状态的相机采集到的图像,首先将拍摄图像进行透视变换处理,得到接近矩形的辊道区域,然后标定出图像中各辊道间的空隙位置,并在图像上将每个空隙位置区域裁剪出一张子图,对于6m的辊道范围大约存在8根辊道,也即存在7个辊道间隙,这样将裁剪出7张子图用于图像分类。
[0040]
由于辊道间隙位置处钢板存在相较于钢板不存在时画面差异较大,采用vgg网络训练得到一个二分类的模型对子图进行分类,其中类别0代表钢板不存在,类别1代表钢板存在,通过多张子图组合判断,在超过5张子图识别为1时认为钢板存在,在超过5张子图识别为0时认为钢板不存在,其余情况给予人工提醒,进行人工确认,防范异常干扰的情况。
[0041]
对于监控行车状态的相机采集到的图像,采用角点匹配的方式判断出行车在图像中的中心坐标位置(x,y)及行车区域像素大小(w,h),事先在图像中标定的辊道平面的纵坐标位置为y
′
,则行车到辊道的垂直距离为:
[0042]
d
′
=|y
‑
y
′
|*f
[0043]
其中f为相机的分辨精度。
[0044]
最后,行车状态和辊道钢板状态与辊道启停的关系为:
[0045]
1)存在行车,行车距辊道高度d
′
大于1m,辊道存在钢板,控制辊道开启。
[0046]
2)存在行车,行车距辊道高度d
′
大于1m,辊道不存在钢板,控制辊道停止。
[0047]
3)存在行车,行车距辊道高度d
′
小于1m,不判断钢板,控制辊道停止。
[0048]
4)不存在行车,不计算行车距离辊道高度,辊道存在钢板,控制辊道开启。
[0049]
5)不存在行车,不计算行车距离辊道高度,辊道不存在钢板,控制辊道停止。
[0050]
以上所述是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明所述原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。