1.本发明涉及一种陶瓷成型体以及陶瓷构造体的制造方法。
背景技术:
2.陶瓷构造体在各种用途中使用。例如,具备用于划分形成从第一端面延伸至第二端面的多个隔室的隔壁的蜂窝形状的陶瓷构造体广泛用于催化剂载体、柴油颗粒过滤器(dpf)、汽油颗粒过滤器(gpf)等各种过滤器等。
3.陶瓷构造体通过将包含陶瓷原料的陶瓷成型材料(混炼物)进行挤出成型而得到陶瓷成型体后,将陶瓷成型体切断为给定长度并进行干燥、烧成来制造。此外,在本说明书中,将烧成前的状态物称为陶瓷成型体,将烧成后的状态物称为陶瓷构造体。
4.近年,从提高陶瓷构造体的生产性等的观点出发,要求提高陶瓷构造体的尺寸精度。为了应对该要求,提出了提高烧成前的陶瓷成型体的尺寸精度的方法。例如,在专利文献1中提出了如下方法,即:取得通过挤出成型而得到的陶瓷成型体的外周面的形状信号,将该形状信号与基准的形状信号实时地进行比较来控制挤出成型工艺参数(例如,挤出压力)。此外,在专利文献2中提出了如下方法,即,对挤出成型并干燥后的陶瓷成型体的尺寸进行计测,基于该计测结果来调整向混炼物中添加的液体的量。现有技术文献专利文献
5.专利文献1:日本特表2017
‑
536549号公报专利文献2:日本特许第6436928号公报
技术实现要素:
(发明所要解决的课题)
6.通过挤出成型而得到的陶瓷成型体在切断为给定长度时,有时由于挤出成型时蓄积的应力而导致形状变形。因此,在刚挤出成型后对形状进行计测来控制挤出成型工艺参数的专利文献1的方法中,无法考虑由于切断而产生的变形,不能稳定地提高陶瓷成型体的尺寸精度。此外,由于陶瓷成型体的干燥需要时间,因此在干燥后对陶瓷成型体的形状进行计测来调整向混炼物中添加的液体的量的专利文献2的方法中,直到反映该调整为止花费时间过长。因此,根据情况,直到反映该调整为止所制造的陶瓷成型体有可能会浪费。
7.本发明是为了解决上述那样的问题而完成的,其目的在于提供一种能够迅速且稳定地提高陶瓷成型体的尺寸精度的陶瓷成型体的制造方法。此外,本发明的目的在于提供一种能够稳定地提高陶瓷构造体的尺寸精度的陶瓷构造体的制造方法。(用于解决课题的技术方案)
8.本发明人等为了解决上述问题而进行了深入研究,结果发现在切断工序中切断的
陶瓷成型体的尺寸与成型工序中的温度调节部的温度之间存在相关关系,并基于这样的见解,发现通过对在切断工序中切断的陶瓷成型体的尺寸进行计测,并基于该计测出的尺寸来调节成型工序中的温度调节部的温度,从而能够迅速且稳定地提高陶瓷成型体的尺寸精度,由此完成了本发明。
9.即,本发明是一种陶瓷成型体的制造方法,包括:成型工序,使用具有温度调节部的挤出成型机对陶瓷成型材料进行挤出成型而得到陶瓷成型体;切断工序,将所述陶瓷成型体切断为给定长度;以及尺寸计测工序,对切断后的所述陶瓷成型体的尺寸进行计测,在该陶瓷成型体的制造方法中,预先求出所述温度调节部的温度与切断后的陶瓷成型体的尺寸之间的关系,根据在所述尺寸计测工序中计测出的所述陶瓷成型体的尺寸并基于所述关系来计算所述温度调节部的适当温度,在所述成型工序中将所述温度调节部调节为所述适当温度。
10.此外,本发明是一种陶瓷构造体的制造方法,包括:干燥工序,使通过所述陶瓷成型体的制造方法得到的陶瓷成型体干燥;以及烧成工序,对干燥后的所述陶瓷成型体进行烧成。(发明效果)
11.根据本发明,能够提供一种能够迅速且稳定地提高陶瓷成型体的尺寸精度的陶瓷成型体的制造方法。此外,根据本发明,能够提供一种能够稳定地提高陶瓷构造体的尺寸精度的陶瓷构造体的制造方法。
附图说明
12.图1是表示适用于本发明的实施方式所涉及的陶瓷成型体的制造方法的挤出成型机的概略结构的示意图。图2是从筒侧观察的温度调节筒的主视图。图3是表示温度调节部的温度与陶瓷成型体的尺寸之间的关系的一例的曲线图。图4是表示基于温度调节部的温度与陶瓷成型体的尺寸之间的关系而制作的陶瓷成型体的尺寸在时间上的变化的曲线图。
具体实施方式
13.下面,对于本发明的实施方式进行具体说明。本发明并不限于以下的实施方式,应该理解为在不脱离本发明的主旨的范围内,基于本领域技术人员的通常的知识,对以下的实施方式适当地施加变更、改进等而得到的方式也落入本发明的范围内。
14.(1)陶瓷成型体的制造方法本发明的实施方式所涉及的陶瓷成型体的制造方法包括:成型工序,使用具有温度调节部的挤出成型机对陶瓷成型材料进行挤出成型而得到陶瓷成型体;切断工序,将陶瓷成型体切断为给定长度;以及尺寸计测工序,对切断后的陶瓷成型体的尺寸进行计测。
15.(成型工序)
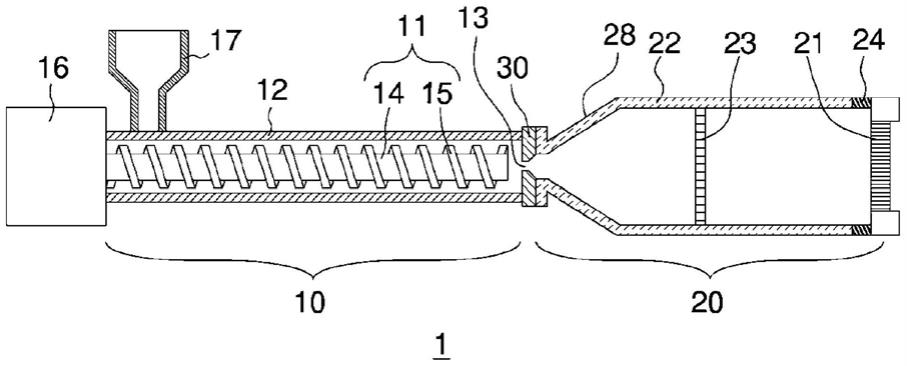
成型工序是使用具有温度调节部的挤出成型机对陶瓷成型材料进行挤出成型而得到陶瓷成型体的工序。作为挤出成型机,只要是具有温度调节部的挤出成型机则并无特别限定,可以使用该技术领域中公知的挤出成型机。在此,图1表示典型的挤出成型机的概略结构的示意图。如图1所示,挤出成型机1具有挤出部10、与挤出部10连接的成型部20、以及配置于挤出部10与成型部20之间的整流板30。挤出部10具有螺杆11、以及能够收容螺杆11的滚筒12。此外,成型部20在一端具有口模21,另一端与挤出部10的挤出口13连接,在口模21的上游侧设有网筛(过滤网)23及温度调节部24。
16.挤出部10只要具有螺杆11以及能够收容螺杆11的滚筒12则并无特别限定,可以使用该技术领域中公知的挤出部。螺杆11优选具有螺杆轴14、以及沿着螺杆轴14形成为螺旋状的叶片部15。此外,关于螺杆11,从陶瓷成型材料的混炼性的观点出发,优选为在相同方向上旋转的双轴螺杆,更优选为啮合型的双轴螺杆。在该情况下,一对螺杆11平行地并列设置于滚筒12的内部。
17.螺杆11的根部连接于驱动装置16。驱动装置16包括电动机以及齿轮箱(未图示),控制转速而使螺杆11旋转,以使得成为预先规定的挤出压力。在挤出部10的上游侧设置原料投入部17,该原料投入部17用于将陶瓷原料混合物供给到挤出部10内。从原料投入部17供给的陶瓷原料混合物通过螺杆11混炼而成为陶瓷成型材料,并供给至成型部20。
18.成型部20包括在内部具有空间的筒22,在一端具有口模21,另一端连接于挤出部10的挤出口13。筒22的形状没有特别限定,可以在一部分具有缩径部或扩径部。例如,如图1所示,筒22在挤出口13侧具有缩径部。具有这样的结构的筒22可以由一个部件构成,也可以由多个部件构成。在由多个部件构成筒22的情况下,可以通过将扩径筒与直筒组合而得到筒22。
19.口模21的形状没有特别限定,可以根据所制造的陶瓷成型体的形状适当设定。例如,在制造具有蜂窝形状的陶瓷成型体的情况下,使用具有狭缝的口模21,所述狭缝与蜂窝形状的隔壁的厚度对应。
20.网筛23设置于筒22(成型部20)内,由网目状的原材料形成。网筛23能够除去混入到陶瓷成型材料中的粗粒或其他夹杂物,使向口模21供给的陶瓷成型材料稳定。
21.温度调节部24设置于网筛23与口模21之间。作为温度调节部24只要是能够调节陶瓷成型材料的温度的温度调节部则并无特别限定,可以使用该技术领域中公知的温度调节部。其中,优选使用流体能够在内部流通的温度调节筒作为温度调节部24。温度调节筒能够通过调整流体的温度来进行温度控制,因此与使用加热元件等加热单元的情况相比,能够减少电量的消耗。例如,通过使利用锅炉等进行温度控制的温水在温度调节筒中流通,能够容易且有效地对陶瓷成型材料进行加温。
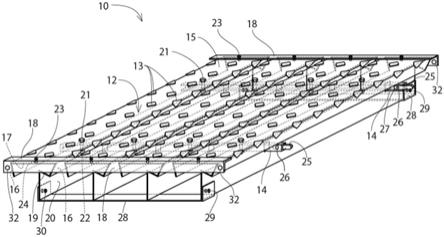
22.在此,图2表示从筒22侧观察的温度调节筒的主视图。如图2所示,温度调节筒25具有流体的供给口26及排出口27,遍及周向形成有流体的流路。虽未图示,但供给口26及排出口27经由管等与流体的供给装置连接。通过利用该供给装置管理流体的温度,同时使流体
循环,能够容易地进行温度调节。
23.温度调节部24的温度基于在尺寸计测工序中计测出的尺寸的结果来决定。具体地说,预先求出温度调节部24的温度与切断为给定长度的陶瓷成型体(下面,有时简称为“切断陶瓷成型体”)的尺寸之间的关系,根据在后述的尺寸计测工序中计测出的陶瓷成型体的尺寸,基于该关系来计算温度调节部24的适当温度,将温度调节部24调节为适当温度。
24.温度调节部24的温度与切断陶瓷成型体的尺寸之间的关系能够基于通过进行陶瓷成型体的制造而蓄积的过去的数据而求出。此外,通过反映连续实施本发明的实施方式所涉及的陶瓷成型体的制造方法而得到的数据,能够实时地使该关系成为最佳。
25.温度调节部24的温度与切断陶瓷成型体的尺寸之间的关系由于存在根据陶瓷成型体的材质或大小、挤出成型机1的种类等条件而不同的情况,因此优选在使这些条件相同的基础上求出该关系。作为用于求出该关系的切断陶瓷成型体的尺寸并无特别限定,但优选使用切断陶瓷成型体的切断面的径尺寸(例如,在陶瓷成型体为圆柱状的情况下为切断面的半径或直径),更优选使用从测定出的切断陶瓷成型体的切断面的径尺寸的实测值减去预先规定的基准陶瓷成型体的切断面的径尺寸的基准值所得的值(δr)。通过使用这些,容易得到该关系的相关性。另外,在本说明书中“基准陶瓷成型体”是指具有理想(作为目标的)尺寸的陶瓷成型体。
26.在此,图3表示温度调节部24的温度与切断陶瓷成型体的尺寸之间的关系的一例。作为用于求出图3所示的关系的切断陶瓷成型体的尺寸,使用了从测定出的切断陶瓷成型体的切断面的半径的实测值减去预先规定的基准陶瓷成型体的切断面的半径的基准值所得的值δr。作为切断陶瓷成型体,使用了将温度调节部24的温度以外的条件设为相同而制作出的圆柱蜂窝形状的陶瓷成型体。切断陶瓷成型体的制造如下进行。作为陶瓷原料而使用将氧化铝、高岭土及滑石粉混合而成的堇青石化原料,将包含有机粘合剂的粘结剂、作为造孔材料的吸水性树脂、作为分散介质的水(42质量%)与堇青石化原料混合而形成为陶瓷原料混合物,并供给到图1所示的挤出成型机1的原料投入部17。原料投入部17在挤出部10混炼而成为陶瓷成型材料,将陶瓷成型材料从成型部20的口模21挤出而得到陶瓷成型体。使用挂设于一对筒管间的线材将得到的陶瓷成型体切断为给定长度,从而得到切断陶瓷成型体。该切断陶瓷成型体具有蜂窝结构,该蜂窝结构具备用于划分形成从第一端面延伸至第二端面的多个隔室的隔壁,隔室形状(与隔室延伸的方向正交的截面中的隔室形状)为四边形。此外,该陶瓷成型体的含水率为20%。
27.关于上述得到的切断陶瓷成型体,使用后述的使用端面检查机的方法,在使切断陶瓷成型体的轴向为水平方向的状态下进行切断面的上半部分的半径的计测。计算从如此测定出的切断陶瓷成型体的切断面的半径的实测值减去预先规定的基准陶瓷成型体的切断面的半径的基准值所得的值(δr)。使温度调节部24的温度变化而制作多个切断陶瓷成型体,求出温度调节部24的温度与切断陶瓷成型体的尺寸(δr)之间的关系。图3是表示该关系的曲线图。
28.δr的值具有根据温度调节部24的温度而如图3所示那样变化的关系。因此,根据在后述的尺寸计测工序中计测出的切断陶瓷成型体的尺寸(δr)基于该关系计算温度调节
部24的适当温度,并调节温度调节部24的温度即可。例如,在将温度调节部24的温度设为25℃来进行陶瓷成型体的制造的情况下,在想要将在后述的尺寸计测工序中计测的切断陶瓷成型体的尺寸(δr)减小0.1mm时,将温度调节部24的温度调节为30℃即可。图4表示通过如此调节温度调节部24的温度而制造的切断陶瓷成型体的尺寸(δr)在时间上的变化(表示为“切断后”)的曲线图。另外,在图4中,作为参考,对于切断前的陶瓷成型体,求出与上述相同的关系,一并示出通过调节温度调节部24的温度而制造的切断陶瓷成型体的尺寸(δr)在时间上的变化(表示为“切断前”)。
29.如图4所示,在基于使用切断后的陶瓷成型体(切断陶瓷成型体)的尺寸(δr)的关系来调节温度调节部24的适当温度的情况下,与基于使用切断前的陶瓷成型体的尺寸(δr)的关系来调节温度调节部24的适当温度的情况相比,能够稳定地减小切断陶瓷成型体的尺寸。因此,预先求出温度调节部24的温度与切断陶瓷成型体的尺寸之间的关系,根据在尺寸计测工序中计测出的切断陶瓷成型体的尺寸基于该关系来计算温度调节部24的适当温度,并在成型工序中调节温度调节部24的温度,由此能够迅速且稳定地提高切断陶瓷成型体的尺寸精度。
30.根据需要,筒22(成型部20)的外周优选由绝热薄板(未图示)包覆。通过采用这样的结构,能够将筒22内的温度保持为规定的温度,因此提高陶瓷成型体的尺寸精度的效果变高。
31.成型工序可以使用具有上述那样的结构的挤出成型机1来进行。在成型工序中,从原料投入部17向滚筒12的内部供给陶瓷原料混合物。陶瓷原料混合物通过螺杆11的旋转而被赋予剪断力并且同时被混炼而成为陶瓷成型材料,并被输送到滚筒12的前端的挤出口13侧。从滚筒12的挤出口13挤出的陶瓷成型材料通过整流板30的贯通孔,并通过网筛23而供给到口模21。陶瓷成型材料通过口模21挤出,成型为期望的形状。
32.陶瓷成型材料可以通过将陶瓷原料混合物进行混炼而得到。作为陶瓷原料混合物没有特别限定,但包含陶瓷原料及水。作为陶瓷原料没有特别限定,可以使用堇青石化原料、堇青石、碳化硅、硅
‑
碳化硅系复合材料、莫来石、钛酸铝等。这些可以单独使用或两种以上组合使用。另外,所谓堇青石化原料,是指进行混合使得成为二氧化硅处于42~56质量%、氧化铝处于30~45质量%、氧化镁处于12~16质量%的范围的化学组成的陶瓷原料。而且,堇青石化原料是进行烧成而成为堇青石的原料。
33.此外,陶瓷原料混合物除了陶瓷原料及水以外,还可以包括水以外的分散介质、粘结剂(例如,有机粘合剂、无机粘合剂等)、造孔材料、表面活性剂等。各原料的组成比没有特别限定,优选设为与要制作的陶瓷成型体的结构、材质等相匹配的组成比。
34.通过挤出成型而得到的陶瓷成型体优选含水率为10~50%。若是具有这样的范围的含水率的陶瓷成型体,则通过本发明的实施方式所涉及的陶瓷成型体的制造方法,能够稳定地提高陶瓷成型体的尺寸精度。在此,在本说明书中,所谓陶瓷成型体的含水率,是指通过红外线加热式水分计测定的含水率。
35.(切断工序)切断工序是将通过挤出成型而得到的陶瓷成型体切断为给定长度的工序。
作为切断方法没有特别限定,可以使用该技术领域中公知的方法。例如,可以通过使用挂设于一对筒管间的线材来进行陶瓷成型体的切断。切断的陶瓷成型体的长度没有特别限定,只要根据用途切断为适当的长度即可。
36.作为切断陶瓷成型体的结构没有特别限定,但优选具有蜂窝结构,该蜂窝结构具备用于划分形成从第一端面延伸至第二端面的多个隔室的隔壁。
37.作为具有蜂窝结构的陶瓷成型体(下面,称为“蜂窝成型体”)的形状没有特别限定,但可以为圆柱状、椭圆柱状、端面为正方形、长方形、三角形、五边形、六边形、八边形等的多棱柱状等。此外,作为蜂窝成型体的隔室形状(与隔室延伸的方向正交的截面中的隔室形状)没有特别限定,但可以为三角形、四边形、六边形、八边形、圆形或它们的组合。
38.(尺寸计测工序)尺寸计测工序是对切断陶瓷成型体的尺寸进行计测的工序。作为对切断陶瓷成型体的尺寸进行计测的方法没有特别限定,可以使用该技术领域中公知的方法。例如,切断陶瓷成型体的尺寸可以使用端面检查机、激光式外径尺寸测定器等进行计测。但是,在尺寸计测工序中使用的计测方法优选与为了得到温度调节部24的温度与切断陶瓷成型体的尺寸之间的关系而使用的陶瓷成型体的尺寸的计测方法相同。此外,作为在尺寸计测工序中计测的切断陶瓷成型体的尺寸,优选为与为了得到温度调节部24的温度与切断陶瓷成型体的尺寸之间的关系而使用的陶瓷成型体的尺寸相同。作为在尺寸计测工序中计测的切断陶瓷成型体的尺寸没有特别限定,但优选使用切断陶瓷成型体的切断面的径尺寸(例如在陶瓷成型体圆柱状的情况下为切断面的半径或直径),更优选使用从测定出的切断陶瓷成型体的切断面的径尺寸的实测值减去预先规定的基准陶瓷成型体的切断面的径尺寸的基准值而得到的值(δr)。切断陶瓷成型体的切断面的径尺寸能够通过在后述的中心位置的校正处理后在多个位置处测定半径并平均化来计算。
39.切断陶瓷成型体的尺寸的计测能够在切断陶瓷成型体的端面(切断面)或侧面进行。此外,切断陶瓷成型体的尺寸的计测虽然也可以在切断陶瓷成型体的端面或侧面的整体进行,但是优选在切断陶瓷成型体的端面或侧面的一部分进行。在切断陶瓷成型体的端面或侧面的整体进行尺寸的计测的情况下,需要将切断陶瓷成型体的轴向(挤出成型方向)与铅垂方向对齐来进行,因此必须使切断陶瓷成型体旋转90
°
来进行尺寸的计测,计测花费时间。因此,优选将切断陶瓷成型体的轴向(挤出成型方向)保持为水平方向不变,从上方在切断陶瓷成型体的端面或侧面的一部分(例如,上半部分)进行尺寸的计测。通过进行这样的计测,能够缩短化计测的时间。在该情况下,优选进行对计测出的形状的中心位置进行校正的处理,以使得与作为基准的形状的误差最小。
40.在切断陶瓷成型体的端面处对尺寸进行计测的情况下,用构成端面检查机的拍摄照相机对切断陶瓷成型体的端面图像进行拍摄。根据得到的端面图像通过图像解析来检测切断陶瓷成型体的轮廓,并计算切断陶瓷成型体的尺寸(外径、半径)即可。在切断陶瓷成型体的侧面处对尺寸进行计测的情况下,从构成激光式外径尺寸测
定器的激光位移计向切断陶瓷成型体的侧面照射激光。从激光位移计振荡出的激光到达至切断陶瓷成型体的侧面并弹回。只要用受光元件检测该弹回的激光,并基于三角测距法的原理计算切断陶瓷成型体的尺寸即可。
41.包括上述那样的工序的本发明的实施方式所涉及的陶瓷成型体的制造方法由于基于切断陶瓷成型体的尺寸的计测结果将成型工序中的温度调节部24的温度调节为适当的温度,因此能够迅速且稳定地提高陶瓷成型体的尺寸精度。
42.(2)陶瓷构造体的制造方法本发明的实施方式所涉及的陶瓷构造体的制造方法包括:干燥工序,使通过上述的陶瓷成型体的制造方法得到的陶瓷成型体干燥;以及烧成工序,对干燥后的陶瓷成型体进行烧成。
43.(干燥工序)干燥工序是使陶瓷成型体干燥的工序。作为使陶瓷成型体干燥的方法没有特别限定,可以使用该技术领域中公知的方法。例如,配置干燥试验台的陶瓷成型体并输送到一对电极间,使电流在该电极间流动,由此进行介电干燥即可。另外,所谓介电干燥,是指通过使电流在一对电极间流动而产生的高频能量使陶瓷成型体内的水的偶极子进行分子运动,通过其摩擦热使陶瓷成型体干燥。另外,干燥条件能够根据所制作的蜂窝构造体的外形、材质等适当选择公知的条件。
44.(烧成工序)烧成工序是对干燥后的陶瓷成型体进行烧成的工序。作为对陶瓷成型体进行烧成的方法没有特别限定,可以使用该技术领域中公知的方法。例如,可以在烧成炉中对陶瓷成型体进行烧成。另外,烧成条件能够根据所制作的蜂窝构造体的外形、材质等适当选择公知的条件。此外,在烧成前也可以通过预烧来去除粘合剂等有机物。
45.包括上述那样的工序的本发明的实施方式所涉及的陶瓷构造体的制造方法由于使用通过上述的陶瓷成型体的制造方法而得到的陶瓷成型体,因此能够稳定地提高陶瓷构造体的尺寸精度。符号说明
[0046]1ꢀꢀ
挤出成型机10
ꢀꢀ
挤出部11
ꢀꢀ
螺杆12
ꢀꢀ
滚筒13
ꢀꢀ
挤出口14
ꢀꢀ
螺杆轴15
ꢀꢀ
叶片部16
ꢀꢀ
驱动装置17
ꢀꢀ
原料投入部20
ꢀꢀ
成型部21
ꢀꢀ
口模
22
ꢀꢀ
筒23
ꢀꢀ
网筛24
ꢀꢀ
温度调节部25
ꢀꢀ
温度调节筒26
ꢀꢀ
供给口27
ꢀꢀ
排出口
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。