1.本发明涉及空调器、电冰箱等制冷设备的电动压缩机领域,尤其是涉及一种电机定子固定结构和方法、电机以及压缩机。
背景技术:
2.压缩机是一种将低压气体提升为高压气体的从动的流体机械,是制冷系统的心脏。它从吸气管吸入低温低压的制冷剂气体,通过电机运转带动活塞对其进行压缩后,向排气管排出高温高压的制冷剂气体,为制冷循环提供动力。而全封闭制冷压缩机是制冷系统的核心部件,通常将压缩机构和电机装在一个由熔焊或钎焊焊死的外壳内,共用一根主轴,这样既取消了轴封装置,又大大减轻和缩小了整个压缩机的尺寸和重量。露在机壳外表的只焊有吸排气管、工艺管及其他(如喷淋管)必要的管道、输入电源接线柱和压缩机支架等。但由于整个压缩机构和电动机组是装在一个不能拆开的密封机壳中,不易打开进行内部修理,因而要求这类压缩机的使用可靠性高,寿命长,对整个制冷系统的安装要求也高,这种全封闭结构形式一般用于大批量生产的小冷量制冷压缩机中。
3.请参考图1,图1为现有的封闭式电动压缩机中电机定子的固定方式,均采用电机定子1与电机壳体2热套固定的方式,由于热套工艺的原因,电机定、转子气隙即使在夹具的固定下也会出现定、转子气隙不均匀的现象,并且造成电机定子1承受径向压应力导致铁损增加电机效率下降。现有的封闭式电动压缩机,均采用电机定子与壳体热套固定的方式,由于热套工艺的原因,电机定转子气隙即使在夹具的固定下也会出现定转子气隙不均匀的现象,并且造成定子电工钢产生应力,影响电机效率。
4.请参考图2,现有技术中还提出一种电动压缩机定子固定结构,将电机定子热套改为胶接固定在壳体上后,可以减少定子承受的径向的压受力导致的电机效率下降,并且提高定、转子装配精度,提高定、转子气隙的均匀性,降低噪音。利用图2中的技术方案解决了定转子气隙精度问题,但是,发明人在具体实践应用中发现由于其利用胶接固定,操作较为复杂,因此生产效率较低。
5.因此,需要提出一种可以提高生产效率的方案。
6.需要说明的是,公开于该发明背景技术部分的信息仅仅旨在加深对本发明一般背景技术的理解,而不应当被视为承认或以任何形式暗示该信息构成已为本领域技术人员所公知的现有技术。
技术实现要素:
7.本发明的目的在于提供一种电机定子固定结构和方法、电机以及压缩机,用于解决现有技术中操作较为复杂,生产效率较低的问题。
8.为了解决上述技术问题,本发明提出一种电机定子固定结构,电机包括壳体以及定子,所述壳体内具有一容置空间,所述定子设置在所述容置空间内;
9.所述定子具有一定子外壁,所述壳体具有一壳体内壁,所述定子外壁的形状大小
与所述壳体内壁的形状大小相配合,所述定子外壁套设在所述壳体内壁内,所述壳体内壁与所述定子外壁间通过焊接方式以及过盈配合或间隙配合连接;
10.其中,所述壳体包括上壳体以及下壳体,所述上壳体与所述定子通过所述焊接方式固定连接并形成一第一组件;
11.所述第一组件与所述下壳体间通过所述过盈配合或所述间隙配合连接。
12.可选地,所述焊接方式包括激光焊接、气体保护焊接或钎焊。
13.可选地,所述焊接方式的熔深大于所述壳体的厚度。
14.可选地,所述过盈配合的过盈量为0mm-0.1mm,或所述间隙配合的间隙为0mm-0.3mm。
15.可选地,所述下壳体的内壁上设置有一凸起部,所述定子的一端与所述凸起部连接。
16.可选地,所述凸起部为台阶。
17.可选地,所述台阶的高度为0.1mm-2mm。
18.可选地,所述壳体还具有一连接部,所述连接部为所述上壳体与所述下壳体的连接处,所述上壳体、所述下壳体在所述连接部的位置通过所述焊接方式固定连接。
19.基于同一发明构思,本发明还提出一种电机定子固定方法,电机包括壳体以及定子,所述定子具有一定子外壁,所述壳体具有一壳体内壁,所述定子外壁的形状大小与所述壳体内壁的形状大小相配合,所述壳体包括上壳体以及下壳体;
20.所述电机定子固定方法包括以下步骤:
21.利用焊接方式固定连接所述上壳体与所述定子,并形成一第一组件;
22.通过过盈配合或间隙配合连接所述第一组件与所述下壳体。
23.可选地,还包括以下步骤:
24.在所述上壳体、所述下壳体在连接部的位置通过所述焊接方式固定连接;
25.其中,所述连接部为所述上壳体与所述下壳体的连接处。
26.基于同一发明构思,本发明还提出一种电机,包括上述特征描述中任一项所述的电机定子固定结构或利用所述的电机定子固定方法。
27.基于同一发明构思,本发明还提出一种压缩机,包括所述的电机。
28.与现有技术相比,本发明具有以下有益效果:
29.1、本发明提出的电机定子固定结构,利用焊接方式固定定子与壳体,可以减少定子受力导致的电机效率下降,并且提高定转子装配精度,提高定转子气隙的均匀性,降低噪音。与现有技术中定子的胶接固定,利用焊接方式固定的效率更高,操作性更简便。并且,定子与上壳体焊接成组件后再与所述下壳体间过盈配合或间隙配合,抵消了焊接引起的位置偏差,从而保证定子与转子的位置精度,进一步提高定转子气隙的均匀性。
30.2、还可通过机加工在壳体的内壁上做出台阶,使定子保证一定的位置精度。
31.3、在所述上壳体与所述下壳体的连接处利用焊接方式固定连接,可以保证保证后续组装的电机或压缩机的密封性。
32.本发明提出的电机定子固定方法、电机以及压缩机,与所述电机定子固定结构属于同一发明构思,因此,其具有相同的有益效果。
附图说明
33.图1为现有技术中封闭式电动压缩机中电机定子的固定方式的示意图;
34.图2为现有技术中一种电动压缩机定子固定结构的示意图;
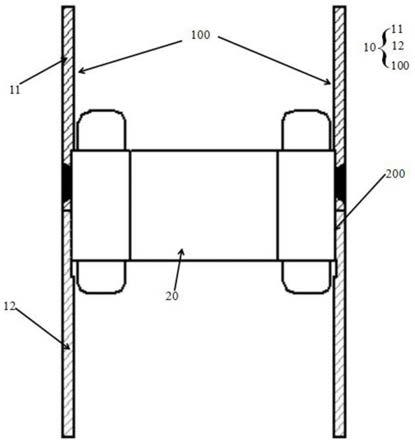
35.图3为本发明一实施例提出的一种电机定子固定结构中第一组件的内部结构示意图;
36.图4为本发明一实施例提出的一种电机定子固定结构的内部结构示意图;
37.图5位本发明另一实施例提出的一种电机定子固定方法的流程示意图;
38.其中,图1中:1-电机定子,2-电机壳体;
39.图3和图4中:10-壳体,11-上壳体,12-下壳体,100-壳体内壁,20-定子,200-定子外壁,30-凸起部。
具体实施方式
40.下面将结合示意图对本发明的具体实施方式进行更详细的描述。根据下列描述,本发明的优点和特征将更清楚。需说明的是,附图均采用非常简化的形式且均使用非精准的比例,仅用以方便、明晰地辅助说明本发明实施例的目的。
41.在本发明的描述中,需要理解的是,术语“中心”、“上”、“下”、“左”、“右”等指示的方位或者位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
42.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
43.请参考图3和图4,本发明提出一种电机定子20固定结构,电机包括壳体10以及定子20,所述壳体10内具有一容置空间,所述定子20设置在所述容置空间内。所述定子20具有一定子外壁200,所述壳体10具有一壳体内壁100,所述定子外壁200的形状大小与所述壳体内壁100的形状大小相配合,所述定子外壁200套设在所述壳体内壁100内,所述壳体内壁100与所述定子外壁200间通过焊接方式以及过盈配合或间隙配合连接。其中,所述壳体10包括上壳体11以及下壳体12,所述上壳体11与所述定子20通过焊接方式固定连接并形成一第一组件。所述第一组件与所述下壳体12间通过过盈配合或间隙配合连接。
44.与现有技术不同之处在于,本发明提出的电机定子20固定结构,利用焊接方式固定所述定子20与所述壳体10,可以减少所述定子20受力导致的电机效率下降,并且提高定转子装配精度,提高定转子气隙的均匀性,降低噪音。与现有技术中定子20的胶接固定,利用焊接方式固定的效率更高,操作性更简便。并且,所述定子20与所述上壳体11焊接成组件后再与所述下壳体12间过盈配合或间隙配合,抵消了焊接引起的位置偏差,从而保证所述定子20与转子的位置精度,进一步提高定转子气隙的均匀性。
45.在具体实践中,首先将所述上壳体11与所述定子20通过焊接方式固定连接,请参考图3,此时,所述上壳体11与所述定子20通过焊接之后会形成所述第一组件,再把所述第一组件通过过盈配合或间隙配合并冷压进与转子有较高位置精度的所述下壳体12上,请参
考图4。由此可进一步保证定子和转子的位置精度,并进一步提高定转子气隙的均匀性。
46.优选地,所述焊接方式可利用激光焊接,需要注意的是,本发明实施例的技术方案没有为定子20固定而增加任何附加工艺,在焊接上壳体11时,焊接方式使用激光焊接,利用激光焊接具有大熔深小热量的优点,可同时把上壳体11与定子20固定在一起。所述激光焊接属于熔化焊。所谓熔化焊是指焊接过程中,将联接处的金属在高温等的作用下至熔化状态而完成的焊接方法,可形成牢固的焊接接头。由于被焊工件是紧密贴在一起的,在温度场、重力等的作用下,不加压力,两个工件熔化的融液会发生混合现象。待温度降低后,熔化部分凝结,两个工件就被牢固的焊在一起,完成焊接的方法。由于在焊接过程中固有的高温相变过程,在焊接区域就产生了热影响区。可以理解的是,在其它实施例中,还可以选用其它类型的焊接方式,例如还可选择电弧焊接、气体保护焊接、钎焊接、电渣焊接、电子束焊接、或等离子焊接等,还有很多其它类型的焊接方式,在此不一一赘述。
47.进一步地,所述激光焊接的熔深大于所述壳体10的厚度,通过将所述激光焊接的熔深设置为大于所述壳体10的厚度,可以进一步保证同时把所述壳体10与所述定子20固定在一起。
48.所述定子20套设于所述壳体10内,并与所述壳体内壁100固定连接。其中,所述壳体内壁100的形状大小与所述定子外壁200的形状大小相配合是指所述定子20的外表面的形状与所述壳体10的内表面的形状相吻合,并大小相适合,以使得所述定子20套设于所述壳体10的内壁时,所述定子20的外表面与所述壳体10的内表面之间可形成间隙稳定的间隙配合或者过盈量适合的过盈配合。在本发明实施例中,当所述定子20设于所述壳体10内时,若使用间隙配合,则所述定子外壁200与所述壳体内壁100之间的间隙为0mm-0.3mm,并优选为0.3mm;若使用过盈配合,则所述定子外壁200与所述壳体内壁100之间的过盈量为0mm-0.1mm,并优选为0.1mm。在较好的尺寸精度下,可保证焊接固定之后的周向一致性时,能够提高定、转子装配精度,提高定子20和转子气隙的均匀性。需要说明的是,本发明实施中,所述定子外壁200与所述壳体内壁100之间的间隙实际上指的是所述第一组件中的定子20的外表面与所述下壳体12之间的间隙,同理,所述定子外壁200与所述壳体内壁100之间的过盈量指的是所述第一组件中的定子20的外表面与所述下壳体12之间的过盈量。
49.在本发明型实施例中,所述壳体内壁100与所述定子外壁200间通过焊接方式以及过盈配合或间隙配合连接。且所采用的焊接方式可为激光焊接,使得所述定子20和所述壳体10之间的固定强度满足:在各方向均大于1kn,也即在径向大于1kn,在轴向向下大于1kn,在轴向向上大于1kn。由于压缩机安装方式为立式,电机定子20在安装时主要受力方向为重力方向,因此径向固定可采用焊接方式,使得所述定子20表面不产生径向压应力,优选焊接方式选用激光焊接以保证所述定子20和所述壳体10之间的固定强度在各方向均大于1kn。
50.此外,在本发明实施例中,优选所述定子20的材料为电工钢,所述电工钢也被称为硅钢片,英文名称是siliconlamination,它是一种含碳极低的硅铁软磁合金,一般含硅量为0.5~4.5%。加入硅可提高铁的电阻率和最大磁导率,降低矫顽力、铁芯损耗(铁损)和磁时效。电工钢是电力、电子和军事工业不可缺少的重要软磁合金,亦是产量最大的金属功能材料,主要用作各种电机、发电机和变压器的铁芯。并优选电机壳体10的材料为碳钢,碳钢是含碳量在0.0218%-2.11%的铁碳合金,也叫碳素钢,一般还含有少量的硅、锰、硫、磷,一般碳钢中含碳量较高则硬度越大,强度也越高。优选所述壳体10的材料为碳钢,所述碳钢是
含碳量在0.0218%~2.11%的铁碳合金。也叫碳素钢。一般还含有少量的硅、锰、硫、磷。一般碳钢中含碳量越高则硬度越大,强度也越高,但塑性越低。本领域技术人员可以理解的是,所述电工钢以及所述碳钢均具有很多种不同级别的类型,在具体实施时需根据实际需要来选择合适的类型,在此不一一赘述。
51.请继续参考图3和图4,在本发明实施例中,优选所述下壳体12的内壁上设置有一凸起部30,所述定子20的一端与所述凸起部30连接。并优选所述凸起部30沿所述下壳体12的内壁上环绕一周。当所述定子20设于所述壳体10内时,所述定子20的一端与所述凸起部30连接,即当所述第一组件与所述下壳体12配合连接时,所述定子20的一端设置于所述凸起部30上,从而在轴向上固定住所述定子20的位置。在本发明实施例中,优选所述凸起部30为台阶、卡簧或挡块。
52.当所述凸起部30为台阶时,所述凸起部30和所述下壳体12一体成型。本发明中的一体成型是指所述下壳体12的本身直接形成或者通过加工形成的,而不需要另外在所述下壳体12上安装或设置其他组件形成。当所述凸起部30设置为台阶时,由于其具有不需要另外在所述下壳体12上安装或设置其他组件形成的优点,因此可作为优选方案实施。
53.请参考图3和图4,在本发明实施例中,优选通过机加工使电机的下壳体12内径做出台阶。在所述下壳体12中装入电机定子20时,台阶可使电机定子20轴向固定。所述台阶的高度优选为0.1mm-2mm。
54.在其它实施例中,所述凸起部30还可为卡簧,卡簧可通过槽或者直接固定连接在所述下壳体12的内壁上。本发明实施例的卡簧,也可称为挡圈或扣环,属于紧固件的一种,供装在机器、设备的轴槽或孔槽中,起着阻止轴上或孔上的零件轴向运动的作用。可以理解的是,在其它实施例中,所述凸起部30还可为挡块,通过焊接或其他方式固定在所述下壳体12的内壁上,阻挡电机的定子20轴向移动。
55.优选地,请参考图4,通过上述分析可知所述壳体10包括上壳体11以及下壳体12,另外,所述壳体10还具有一连接部,所述连接部为所述上壳体11与所述下壳体12的连接处,在所述第一组件与所述下壳体过盈配合或间隙配合之后,为了保证其密封性,可将所述上壳体11、所述下壳体12在所述连接部的位置通过所述焊接方式固定连接。优选利用激光焊接把所述上壳体11、所述下壳体12的连接处熔合在一起。利用焊接方式固定的效率更高,操作性更简便。需要注意的是,此时的熔深可不必大于所述壳体的厚度,只要能保证将所述上壳体11以及所述下壳体12密封连接即可。
56.基于同一发明构思,本发明另一实施例提出一种电机定子20固定方法,电机包括壳体10以及定子20,所述定子20具有一定子外壁200,所述壳体10具有一壳体内壁100,所述定子外壁200的形状大小与所述壳体内壁100的形状大小相配合,所述壳体10包括上壳体11以及下壳体12。请参考图5,所述电机定子20固定方法包括以下步骤:
57.s1:利用焊接方式固定连接所述上壳体11与所述定子20,并形成一第一组件;
58.s2:通过过盈配合或间隙配合连接所述第一组件与所述下壳体12。
59.本发明实施例提供的电机定子20固定方法,利用焊接方式固定定子20与壳体10,可以减少定子20受力导致的电机效率下降,并且提高定转子装配精度,提高定转子气隙的均匀性,降低噪音。与现有技术中定子20的胶接固定,利用焊接方式固定的效率更高,操作性更简便。并且,所述定子20与所述上壳体11焊接成组件后再与所述下壳体12间过盈配合
或间隙配合,抵消了焊接引起的位置偏差,从而保证所述定子20与转子的位置精度,进一步提高定转子气隙的均匀性。
60.优选地,还包括以下步骤:
61.在所述上壳体11、所述下壳体12在连接部的位置通过所述焊接方式固定连接;
62.其中,所述连接部为所述上壳体11与所述下壳体12的连接处。
63.利用焊接方式将所述上壳体11以及所述下壳体12密封连接,最终可形成一封闭式电机或压缩机。
64.基于同一发明构思,本发明又一实施例提出一种电机,包括上述特征描述中任一项所述的电机定子固定结构或利用所述的电机定子固定方法。
65.基于同一发明构思,本发明又一实施例还提出一种压缩机,包括所述的电机。
66.综上所述,本发明提出的电机定子固定结构,利用焊接方式固定定子与壳体,可以减少定子受力导致的电机效率下降,并且提高定转子装配精度,提高定转子气隙的均匀性,降低噪音。与现有技术中定子的胶接固定,利用焊接方式固定的效率更高,操作性更简便。并且,定子与上壳体焊接成组件后再与所述下壳体间过盈配合或间隙配合,抵消了焊接引起的位置偏差,从而保证定子与转子的位置精度,进一步提高定转子气隙的均匀性。
67.还可通过机加工在壳体的内壁上做出台阶,使定子保证一定的位置精度。
68.本发明提出的电机定子固定方法、电机以及压缩机,与所述电机定子固定结构属于同一发明构思,因此,其具有相同的有益效果。
69.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”或“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例中以合适的方式结合。此外,本领域的技术人员可以将本说明书中描述的不同实施例或示例进行接合和组合。
70.上述仅为本发明的优选实施例而已,并不对本发明起到任何限制作用。任何所属技术领域的技术人员,在不脱离本发明的技术方案的范围内,对本发明揭露的技术方案和技术内容做任何形式的等同替换或修改等变动,均属未脱离本发明的技术方案的内容,仍属于本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。