1.本实用新型涉及金属复合管加工领域,特别涉及一种双金属复合管拼接结构。
背景技术:
2.随着我国油气田的逐步深入开发,双金属复合管已被大量应用于油气集输管网中。双金属复合管由两部分组成,基管(外管)为普通碳钢管或低合金钢管,内衬管为耐蚀合金管,复合管两部分采用特殊结构或特殊焊接工艺连接而成。内衬管选用的耐蚀合金可根据腐蚀环境不同而选用不锈钢、镍基合金、双相不锈钢或其他耐蚀合金材料。基管则根据输送介质压力等级来确定,以满足油气输送强度及压力的要求。双金属复合管不仅综合了基管的机械性能和内衬管耐蚀合金的防腐性能,而且与碳钢和耐蚀合金管相比,具有较高的性价比,因而得到越来越广泛的应用。
3.在双金属复合管使用过程中,经常需要对双金属复合管进行拼接,现有的方式通常采用接头进行连接,但是采用接头连接,存在接头处易泄漏或开裂,连接的稳定性和安全性差,目前80%以上的双金属复合管泄露或腐蚀开裂都发生在接头处,因此,接头的质量安全无法得到保障,需求一种安全性好的用于双金属复合管进行拼接的拼接结构。
技术实现要素:
4.为解决上述技术问题,本实用新型提供了一种双金属复合管拼接结构,通过固定式的连接结构,采用激光熔覆、电阻焊与堆焊工艺相结合,解决了现有的双金属复合管通过接头进行拼接,存在易泄露或开裂,可靠性和安全性差的问题。
5.为达到上述目的,本实用新型的技术方案如下:一种双金属复合管拼接结构,包括第一复合管和第二复合管;所述第一复合管和第二复合管结构相同,都包括基管和内衬管;所述基管套设在所述内衬管外;所述第一复合管和第二复合管的一端为接头端;所述第一复合管的接头端的内衬管伸出所述第一复合管的接头端的基管;所述第二复合管的接头端的基管凸出所述第二复合管接头端的内衬管;所述第一复合管和第二复合管的接头端相互插接,在所述第一复合管的内衬管与所述第二复合管的基管进行搭接处的两搭接面上设置有激光熔覆层;两所述第一复合管和第二复合管通过滚压电阻焊对搭接处进行焊接连接;所述第一复合管的基管和第二复合管的基管之间设置有第一堆焊连接层;在所述第一复合管的内衬管和第二复合管的内衬管之间设置有第二堆焊连接层。
6.作为本实用新型的一种优选方案,所述第一堆焊连接层呈t形结构。
7.作为本实用新型的一种优选方案,所述第二堆焊连接层由不锈钢材料堆焊而成。
8.作为本实用新型的一种优选方案,所述第二堆焊连接层呈梯形结构,所述第二堆焊连接层的表面与所述第一复合管和第二复合管的内衬层内表面齐平。
9.作为本实用新型的一种优选方案,所述激光熔覆层为铁基合金粉末激光熔覆后形成。
10.作为本实用新型的一种优选方案,所述激光熔覆层的厚度为1
‑
3mm。
11.作为本实用新型的一种优选方案,所述内衬管为双相不锈钢材料制成。
12.作为本实用新型的一种优选方案,所述内衬管的厚度为5
‑
30mm。
13.本实用新型具有如下有益效果:本实用新型结构简单,能够用于双金属复合管之间的固定式拼接,具有安全可靠性好、连接强度高的优点,同时能够保证双金属复合管在拼接处的耐蚀性能,使用效果好。
附图说明
14.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
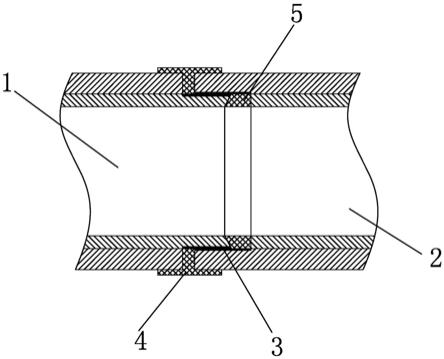
15.图1为本实用新型的结构示意图。
16.图中数字和字母所表示的相应部件名称:
17.1.第一复合管
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2.第二复合管
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
3.激光熔覆层
18.4.第一堆焊连接层
ꢀꢀꢀꢀꢀꢀꢀ
5.第二堆焊连接层。
具体实施方式
19.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
20.实施例
21.结合图1,本实用新型为一种双金属复合管拼接结构,用于双金属复合管之间的固定式拼接。本实用新型包括第一复合管1和第二复合管2。第一复合管1和第二复合管2结构相同,都包括基管和内衬管。优选的,内衬管为双相不锈钢材料制成。为了保证双金属复合管的耐蚀性能和耐磨性能,同时保证拼接的有效实现,内衬管的厚度为5
‑
30mm。基管套设在内衬管外。第一复合管1和第二复合管2的一端为接头端。第一复合管1的接头端的内衬管伸出第一复合管1的接头端的基管。第二复合管2的接头端的基管凸出第二复合管2接头端的内衬管。第一复合管1和第二复合管2的接头端相互插接,在第一复合管1的内衬管与第二复合管2的基管进行搭接处的两搭接面上设置有激光熔覆层3。两第一复合管1和第二复合管2通过滚压电阻焊对搭接处进行焊接连接。激光熔覆层3通过滚压电阻焊焊接,结合强度高。第一复合管1的基管和第二复合管2的基管之间设置有第一堆焊连接层4。在第一复合管1的内衬管和第二复合管2的内衬管之间设置有第二堆焊连接层5。
22.为了保证基管的强度,优选的,第一堆焊连接层4呈t形结构。
23.为了保证背衬管的耐腐蚀性能,第二堆焊连接层5由不锈钢材料堆焊而成。第二堆焊连接层5呈梯形结构,第二堆焊连接层5的表面与第一复合管1和第二复合管2的内衬层内表面齐平。
24.由于双相不锈钢材料热敏感度高,容易产生相变而降低抗腐蚀性能,而激光熔覆工艺对周边材料的热影响较小,同时结合强度高。在进行激光熔覆时,先对熔覆面进行打
磨,打磨掉激光熔覆的层厚,优选的,激光熔覆层3为铁基合金粉末激光熔覆后形成。激光熔覆层3的厚度为1
‑
3mm。
25.结合以上实施例,可以看出本实用新型具有优点:本实用新型结构简单,能够用于双金属复合管之间的固定式拼接,具有安全可靠性好、连接强度高的优点,同时能够保证双金属复合管在拼接处的耐蚀性能,使用效果好。
26.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本实用新型。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本实用新型的精神或范围的情况下,在其它实施例中实现。因此,本实用新型将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
技术特征:
1.一种双金属复合管拼接结构,其特征在于,包括第一复合管和第二复合管;所述第一复合管和第二复合管结构相同,都包括基管和内衬管;所述基管套设在所述内衬管外;所述第一复合管和第二复合管的一端为接头端;所述第一复合管的接头端的内衬管伸出所述第一复合管的接头端的基管;所述第二复合管的接头端的基管凸出所述第二复合管接头端的内衬管;所述第一复合管和第二复合管的接头端相互插接,在所述第一复合管的内衬管与所述第二复合管的基管进行搭接处的两搭接面上设置有激光熔覆层;两所述第一复合管和第二复合管通过滚压电阻焊对搭接处进行焊接连接;所述第一复合管的基管和第二复合管的基管之间设置有第一堆焊连接层;在所述第一复合管的内衬管和第二复合管的内衬管之间设置有第二堆焊连接层。2.根据权利要求1所述的双金属复合管拼接结构,其特征在于,所述第一堆焊连接层呈t形结构。3.根据权利要求2所述的双金属复合管拼接结构,其特征在于,所述第二堆焊连接层由不锈钢材料堆焊而成。4.根据权利要求3所述的双金属复合管拼接结构,其特征在于,所述第二堆焊连接层呈梯形结构,所述第二堆焊连接层的表面与所述第一复合管和第二复合管的内衬层内表面齐平。5.根据权利要求4所述的双金属复合管拼接结构,其特征在于,所述激光熔覆层为铁基合金粉末激光熔覆后形成。6.根据权利要求4所述的双金属复合管拼接结构,其特征在于,所述激光熔覆层的厚度为1
‑
3mm。7.根据权利要求4所述的双金属复合管拼接结构,其特征在于,所述内衬管为双相不锈钢材料制成。8.根据权利要求4所述的双金属复合管拼接结构,其特征在于,所述内衬管的厚度为5
‑
30mm。
技术总结
本实用新型公开了一种双金属复合管拼接结构,包括第一复合管和第二复合管;第一复合管和第二复合管结构相同,都包括基管和内衬管;基管套设在内衬管外;第一复合管和第二复合管的一端为接头端;第一复合管和第二复合管的接头端相互插接,在第一复合管的内衬管与第二复合管的基管进行搭接处的两搭接面上设置有激光熔覆层;第一复合管的基管和第二复合管的基管之间设置有第一堆焊连接层;在第一复合管的内衬管和第二复合管的内衬管之间设置有第二堆焊连接层。本实用新型结构简单,能够用于双金属复合管之间的固定式拼接,具有安全可靠性好、连接强度高的优点,同时能够保证双金属复合管在拼接处的耐蚀性能,使用效果好。使用效果好。使用效果好。
技术研发人员:何建忠
受保护的技术使用者:上海天阳钢管有限公司
技术研发日:2021.01.12
技术公布日:2021/11/24
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。