一种全自动贴底生产线
【技术领域】
1.本实用新型属于鞋子生产的技术领域,尤其涉及一种全自动贴底生产线。
背景技术:
2.鞋子生产过程中需要经过多道工序如喷胶、贴底和保压工序,传统的贴底和保压工序一般采用人工操作完成,生产效率和质量低下,增加工人劳动强度,各工序之间衔接缓慢。
技术实现要素:
3.本实用新型的目的就是解决背景技术中的问题,提出一种全自动贴底生产线,能够实现全自动贴底,鞋底抓取贴合精准。
4.为实现上述目的,本实用新型提出了一种全自动贴底生产线,包括控制单元、依次设置的鞋底传动定位模块和贴底模块;
5.所述鞋底定位模块包括机架、安装在机架上的传输单元、移转机构、翻转机构和平台,所述传输单元用于将鞋底传输至第一位置,所述移转机构安装在传输单元一侧并将鞋底移放到翻转机构上,所述翻转机构对鞋底进行反面翻转并将翻转后的鞋底放置在平台上;
6.所述贴底模块包括工作台、安装在工作台上的鞋底取放机构、鞋楦传送机构和滚压机构,所述鞋楦传送机构包括鞋楦传输线,所述鞋楦传输线上放置有鞋楦载盘,所述鞋楦载盘上放置有鞋楦,所述鞋底取放机构用于拿取放置在所述平台上的鞋底并将该鞋底贴放在鞋楦的帮面上,所述滚压机构对贴合鞋底后的鞋楦帮面四周进行滚压;
7.所述控制单元用于控制各模块的工作情况。
8.作为优选,所述鞋底定位模块还包括安装在机架上的视觉识别定位机构和视觉识别机构,所述视觉识别定位机构位于传输单元上方并用于定位传输单元上的鞋底是否到达所述第一位置,所述视觉识别机构可识别鞋底的鞋型鞋码,通过设置视觉识别定位机构以保证鞋底到达指定位置,以便后续移转机构从第一位置处有效抓取鞋底,通过设置视觉识别机构可对鞋底的鞋型鞋码进行有效识别,以便进行多尺寸鞋底的灵活贴底加工。
9.作为优选,所述视觉识别机构和视觉识别定位机构均包括相机支架、安装在相机支架上的第一2d视觉相机,所述平台两侧安装有至少一组光纤对射组,所述机架内部安装有第一plc控制装置,所述第一2d视觉相机、光纤对射组均与第一plc控制装置电性相连,光纤对射组可检测鞋底是否到达平台上,第一2d视觉相机可有效对鞋底进行拍照并经后续处理器进行图像识别处理后可有效对鞋底的鞋型鞋码进行识别和位置进行定位识别。
10.作为优选,所述翻转机构包括翻转台、步进电机、与步进电机输出端相连的升降固定板,所述升降固定板远离步进电机一侧安装有滑台气缸,所述滑台气缸的活塞端安装有吸盘固定板,所述吸盘固定板上安装有吸盘,所述翻转台上设有与吸盘固定板相对应的开口,翻转台上安装有鞋底到位检测组件,鞋底到位检测组件的设置可对鞋底是否到达翻转
台有效检测,升降固定板的转动控制精准,滑台气缸可有效控制吸盘固定板的线性移动轨迹,吸盘可平稳吸附鞋底。
11.作为优选,所述移转机构包括多轴机械手、安装在多轴机械手前端的固定板,所述固定板的左、右端底部均安装有气缸,气缸的活塞端均安装有吸盘组件,多轴机械手可实现多角度活动使得移转机构的活动范围和灵活度相对较高且可精准控制其活动轨迹,通过气缸作用可有效控制吸盘组件线性移动以便更平稳地吸取鞋底。
12.作为优选,所述鞋底取放机构包括多轴机器人、安装在多轴机器人前端的压座固定板,所述压座固定板左、右侧上靠近多轴机器人一端安装有鞋底贴合辅助压板,压座固定板中部安装有两块平行设置的支撑板,所述支撑板的左、右侧分别安装有弹性电动夹爪和吸盘,多轴机器人可多角度活动使得鞋底取放机构的整体活动范围和灵活度相对较高且可精准控制其活动轨迹,鞋底贴合辅助压板可有效抵住鞋底头部两侧,弹性电动夹爪则可有效夹住鞋底尾部两侧,吸盘可有效吸附住鞋底正面或反面中部,使得鞋底移动过程中不易发生错位移动,保证鞋底放置后位置较为稳定。
13.作为优选,所述贴底模块还包括安装在工作台上的鞋楦定位机构,所述鞋楦定位机构包括相机支架、安装在相机支架上的第二2d视觉相机,所述工作台内部安装有第二plc控制装置,所述第二2d视觉相机与第二plc控制装置相连,鞋楦定位机构用于对鞋楦进行有效定位,便于贴底工作精准进行。
14.作为优选,所述滚压机构包括多轴机械臂、安装在多轴机械臂前端的滚轮支架,所述滚轮支架左、右侧上设有防护板,滚轮支架上安装有滚轮组件、驱动滚轮组件线性移动用的驱动单元,多轴机械臂可多角度活动使得滚压机构的整体活动范围和灵活度相对较高且可精准控制其活动轨迹,驱动单元可有效驱动滚轮组件移动以保证对鞋底和鞋楦贴合部位进行平稳有效滚压。
15.作为优选,全自动贴底生产线还包括保压模块,所述鞋楦传输线与保压模块相连并可将贴合鞋底后的鞋楦传输至保压模块,保压模块用于对鞋楦和鞋底贴合部位进行保压,保压模块包括底板、承压板、扣板、压盖、压盖控制机构和顶升机构,所述承压板、扣板上分别设有相适应的第一限位槽和第二限位槽,承压板通过立板与底板平行安装且承压板底部与立板顶部之间滑动连接,所述立板一侧安装有线性驱动单元,所述线性驱动单元与承压板侧面相连并驱动承压板靠近或远离扣板使得第一限位槽和第二限位槽闭合或脱离,所述承压板上转动安装有压盖,所述压盖控制机构与压盖一端相连并驱动控制压盖的转动开闭状态,所述压盖内壁适应安装有气囊,所述压盖向下转动扣在承压板和扣板的上表面,所述气囊充气膨胀后可包住鞋楦以形成一个封闭的保压区间,所述扣板上安装有压盖扣紧机构以控制压盖的锁紧或松动状态,所述顶升机构安装在扣板下方用于顶升所述鞋楦载盘,所述鞋楦传输线穿过贴底模块,保压模块和鞋楦传输线相嵌合保证了贴底后的鞋楦和鞋底可自动传输至保压模块进行自动保压,气囊充气时间、充气量可精准控制,保压过程中鞋楦不易发生松动错位使得保压效果好,压盖扣合后相对密封性好,保压模块可对贴底后的鞋楦进行自动高效保压。
16.作为优选,所述压盖扣紧机构包括扣接部和旋转控制装置,所述旋转控制装置与扣接部相连并驱动扣接部按顺时针或逆时针方向旋转一定角度,所述扣接部按顺时针旋转一定角度后压住压盖,扣接部按逆时针旋转一定角度后与压盖相脱离,可自动控制压盖的
锁紧状态。
17.本实用新型的有益效果:本实用新型通过依次设置鞋底传动定位模块、贴底模块,鞋楦传送机构连通贴底模块,实现鞋子贴底工序的连续自动化操作,提高整体生产效率和质量;通过设置视觉识别机构可对鞋底的鞋型鞋码进行自动识别,可根据不同加工需求,可对不同鞋型鞋码的鞋底进行贴底加工以便适用多种型号鞋底进行贴底加工;通过设置鞋底取放机构可从平台位置定点夹取鞋底并放置在鞋楦上,使得鞋底的抓取效果好;通过设置保压模块,鞋楦传输线穿设在保压模块上并可将贴合鞋底后的鞋楦传输至保压模块,可对贴底后进行自动高效保压。
18.本实用新型的特征及优点将通过实施例结合附图进行详细说明。
【附图说明】
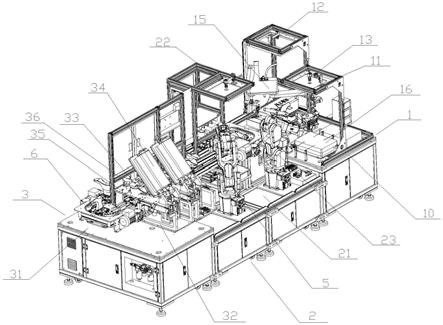
19.图1是本实用新型一种实施例的整体结构示意图;
20.图2是本实用新型一种实施例的内部整体结构示意图;
21.图3是本实用新型一种实施例的鞋底定位模块示意图;
22.图4是本实用新型一种实施例的贴底模块局部示意图;
23.图5是本实用新型一种实施例的鞋底取放机构局部示意图;
24.图6是本实用新型一种实施例的滚压机构示意图;
25.图7是本实用新型一种实施例的贴底模块和保压模块局部示意图;
26.图8是本实用新型一种实施例的保压模块示意图;
27.图9是本实用新型一种实施例的保压模块局部示意图;
28.图10是本实用新型一种实施例的扣板示意图;
29.图11是本实用新型一种实施例的保压模块使用状态示意图;
30.图12是本实用新型一种实施例的保压模块局部示意图;
31.图13是本实用新型一种实施例的保压模块局部示意图;
32.图14是本实用新型一种实施例的扣板示意图;
33.图15是本实用新型一种实施例的顶升机构示意图;
34.图16是本实用新型一种实施例的鞋底定位模块局部示意图;
35.图17是本实用新型一种实施例的鞋楦传送机构示意图。
36.图中:1
‑
鞋底定位模块、2
‑
贴底模块、3
‑
保压模块、4
‑
翻转机构、5
‑
滚压机构、6
‑
鞋楦传输线、10
‑
机架、11
‑
传输单元、12
‑
视觉识别定位机构、13
‑
视觉识别机构、14
‑
不良品盒、15
‑
移转机构、16
‑
平台、17
‑
固定板、21
‑
工作台、22
‑
鞋楦定位机构、23
‑
四轴机器人、24
‑
压座固定板、25
‑
鞋底贴合辅助压板、26
‑
支撑板、27
‑
弹性电动夹爪、28
‑
吸盘、30
‑
顶升机构、31
‑
柜体、32
‑
底板、33
‑
承压板、34
‑
压盖、35
‑
扣板、36
‑
扣接部、37
‑
立板、38
‑
推杆气缸、39
‑
压盖控制机构、41
‑
翻转台、42
‑
步进电机、43
‑
升降固定板、44
‑
滑台气缸、45
‑
吸盘固定板、51
‑
四轴机械臂、52
‑
滚轮支架、53
‑
滚轮组件、61
‑
鞋楦载盘、62
‑
鞋楦、63
‑
背景板、350
‑
旋转限位板、351
‑
顶杆、361
‑
压板、362
‑
转轴、363
‑
挡板。
【具体实施方式】
37.参阅图1至图17,本实施例提供了一种全自动贴底生产线,包括防护框、安装在防
护框内部且依次连接的鞋底传动定位模块1、贴底模块2和保压模块3;
38.鞋底定位模块1包括机架10、安装在机架10上的传输单元11、移转机构15、翻转机构4和视觉识别机构13,传输单元11用于将鞋底传输至第一位置,移转机构15安装在传输单元11右侧并将鞋底移放到翻转机构4上,翻转机构4对鞋底进行反面翻转并将翻转后的鞋底放置在视觉识别机构13下方的平台16上,视觉识别机构13可识别鞋底的鞋型鞋码,传输单元11为同步带同步带轮传输机构,平台16安装在机架10上且位于翻转机构4右侧;
39.贴底模块2包括工作台21、安装在工作台21上的鞋底取放机构、鞋楦传送机构和滚压机构5,鞋楦传送机构包括呈环状的鞋楦传输线6,鞋楦传输线6中部空隙处设置有防护栅栏和若干光电检测开关,鞋楦传输线6上放置有鞋楦载盘61,鞋楦传输线6上一侧设置有背景板63,鞋楦载盘61上放置有鞋楦62,鞋底取放机构用于拿取放置在所述平台16上的鞋底并将该鞋底贴放在鞋楦的帮面上,滚压机构5对贴合鞋底后的鞋楦帮面四周进行滚压,鞋楦传输线61与保压模块3相连并可将贴合鞋底后的鞋楦传输至保压模块3;
40.保压模块3用于对鞋楦和鞋底贴合部位进行保压;
41.鞋底定位模块1、贴底模块2和保压模块3上均安装有控制单元,控制单元用于控制各模块的工作情况,控制单元包括plc控制装置。
42.进一步地,鞋底定位模块1还包括安装在机架10上的视觉识别定位机构12和不良品盒14,移转机构15可将鞋底中的不良品抓取至不良品盒14内,视觉识别定位机构12位于传输单元11上方并用于定位传输单元11上的鞋底是否到达所述第一位置。
43.进一步地,视觉识别机构13和视觉识别定位机构12均包括相机支架、安装在相机支架上的第一2d视觉相机,平台16两侧安装有两组光纤对射组,机架10内部安装有第一plc控制装置,第一2d视觉相机、光纤对射组均与第一plc控制装置电性相连。
44.进一步地,翻转机构4包括翻转台41、步进电机42、与步进电机42输出端相连的升降固定板43,翻转台41包括平板,平板底部用若干支撑杆安装在机架10上,升降固定板43远离步进电机42一侧安装有滑台气缸44,滑台气缸44的活塞端安装有吸盘固定板45,吸盘固定板45上通过吸盘支杆安装有吸盘,吸盘外接有抽真空装置,平板上设有两个对射光纤、与吸盘固定板45相对应的开口,对射光纤、步进电机42、滑台气缸44、抽真空装置均与第一plc控制装置相连。
45.进一步地,移转机构15包括四轴机械手、安装在四轴机械手前端的固定板17,固定板17的左、右端底部均安装有气缸,气缸的活塞端均安装有吸盘组件,吸盘组件连接有辅助抽真空装置,辅助抽真空装置、四轴机械手、气缸均与第一plc控制装置相连。
46.进一步地,鞋底取放机构位于平台16的左侧,鞋底取放机构包括四轴机器人23、安装在四轴机器人23前端的压座固定板24,压座固定板24左、右侧上靠近四轴机器人23一端安装有鞋底贴合辅助压板25,鞋底贴合辅助压板25背面设有线性气缸,压座固定板24中部安装有两块平行设置的支撑板26,支撑板26的左、右侧分别安装有弹性电动夹爪27和两个吸盘28,弹性电动夹爪27上安装有探针,吸盘外接有主抽真空装置。
47.进一步地,贴底模块2还包括安装在工作台21上的鞋楦定位机构22和加热装置,加热装置可对鞋楦的帮面进行高温加热,鞋楦定位机构22包括相机支架、安装在相机支架上的第二2d视觉相机,第二2d视觉相机位于背景板63的正上方,工作台21内部安装有第二plc控制装置,加热装置、四轴机器人23、主抽真空装置、弹性电动夹爪27、线性气缸、第二2d视
觉相机均与第二plc控制装置相连,第二plc控制装置和第一plc控制装置之间可进行信息交互。
48.进一步地,滚压机构5包括四轴机械臂51、安装在四轴机械臂51前端的滚轮支架52,滚轮支架52左、右侧上设有防护板,滚轮支架52上安装有滚轮组件53、驱动滚轮组件53线性移动用的气缸,气缸安装在滚轮支架52靠近四轴机械臂51一侧内壁,气缸、四轴机械臂51均与第二plc控制装置相连。
49.进一步地,保压模块3包括底板32、承压板33、扣板35、压盖34、压盖控制机构39和顶升机构30,底板32、顶升机构30安装在柜体31上,柜体31、工作台21和机架10之间用连接块相连,承压板33、扣板35上分别设有相适应的第一限位槽和第二限位槽,承压板33通过立板37与底板32平行安装且承压板33底部与立板37顶部之间滑动连接,立板37一侧安装有推杆气缸38,推杆气缸38与承压板33侧面相连并驱动承压板33靠近或远离扣板35使得第一限位槽和第二限位槽闭合或脱离,承压板33上转动安装有压盖34,压盖控制机构39与压盖34一端相连并驱动控制压盖34的转动开闭状态,压盖34内壁适应安装有气囊,压盖34向下转动扣在承压板33和扣板35的上表面,气囊充气膨胀后可包住鞋楦以形成一个封闭的保压区间,扣板35上安装有压盖扣紧机构以控制压盖34的锁紧或松动状态,顶升机构30位于扣板35下方用于顶升鞋楦载盘61,扣板35两端底部用竖板固定在底板32上,鞋楦传输线6穿过竖板和立板37之间区域并位于底板32的上方,底板32下方安装有第三plc控制装置,第三plc控制装置控制推杆气缸38、压盖控制机构39、顶升机构30、压盖扣紧机构的工作情况,第三plc控制装置安装在柜体31上;
50.压盖34上设有与气囊相连通的充气接头,充气接头与与气源相连通,第三plc控制装置与气源相连并控制气源的供气状态,压盖34下端转动安装在承压板33上,压盖控制机构39安装在底板上,第一限位槽和第二限位槽的内壁及上端边沿处均设有防护垫,第一限位槽呈u型;
51.立板37顶部设有导轨,承压板33左、右侧底部安装有滑块,滑块滑动安装在导轨上,底板32上安装有用于检测是否有工作人员靠近用的人体温度传感器,人体温度传感器与第三plc控制装置相连;
52.承压板33底部设有两个关于第一限位槽左右对称设置的鞋面到位检测开关和缓冲部,鞋面到位检测开关与第一限位槽相互垂直设置,缓冲部位于承压板33底部靠近扣板35的一端,扣板35靠近承压板33一端底面设有承压垫板和压盖到位检测开关,承压垫板与缓冲部相对应,压盖到位检测开关位于承压垫板的后方位置,压盖到位检测开关、鞋面到位检测开关均与第三plc控制装置相连。
53.进一步地,压盖扣紧机构包括扣接部36和旋转控制装置,旋转控制装置与扣接部36相连并驱动扣接部36按顺时针或逆时针方向旋转一定角度,扣接部36按顺时针旋转一定角度后压住压盖34,扣接部36按逆时针旋转一定角度后与压盖34相脱离;
54.旋转控制装置包括横向推杆气缸,横向推杆气缸安装在固定板上,固定板垂直安装在扣板35的底部,扣板35底部远离横向推杆气缸一端垂直安装有接近开关,横向推杆气缸的推杆端连接有带齿条的滑动板,滑动板通过导轨滑块机构滑动安装在固定板上,扣接部36包括转轴362、压板361,转轴362通过轴承座转动安装在扣板35上,压板361与转轴362上端相连,转轴362下端安装有与齿条相啮合的齿轮,横向推杆气缸、接近开关均与第三plc
控制装置相连;
55.压板361底面设有两块互成90
°
夹角的挡板363,扣板35上设有旋转限位板350,旋转限位板350正面与轴承座外沿相适应,旋转限位板350上垂直安装有顶杆351,扣接部36在转动90
°
后顶杆351刚好抵住挡板363侧面;
56.承压板33上安装有两块相互平行的支撑板,压盖34下端穿设有平行设置的第一旋转杆和第二旋转杆,第二旋转杆的两端与支撑板相连,压盖控制机构39包括升降气缸,升降气缸的活塞端安装有连接件,连接件上端穿设有第三旋转杆,第三旋转杆两端分别与旋转支板相连,旋转支板分别和第一旋转杆、第二旋转杆相连;
57.压盖34的上端设有安全块、把手、摩擦块和两块左右对称设置的下压限位块,压盖34的底面环设有压条,扣板35上设有与安全块、下压限位块相适应的插槽;
58.顶升机构30抬升后将鞋楦顶升至第一限位槽内,顶升机构30包括顶升气缸,顶升机构30穿过底板32。
59.本实施例工作过程:
60.该全自动贴底生产线在工作过程中,鞋底由传输单元11进入鞋底定位模块1内,当视觉识别定位机构12上的第一2d视觉相机拍摄到鞋底到达第一位置后,第一plc控制装置输出控制信号给移转机构,移转机构15将鞋底吸附至翻转台41上,之后,翻转机构4上的吸盘吸附住翻转台41上的鞋底,步进电机驱动42带动升降固定板43转动直至将鞋底翻转后反面放在平台16上,视觉识别机构13和光纤对射组检测到鞋底到达平台16后,视觉识别机构13上的第一2d视觉相机可对鞋底的鞋型鞋码进行识别,鞋底取放机构将鞋底从平台16处抓取,与上述鞋底型号对应的鞋楦62放置在鞋楦载盘61上,鞋楦输送线6将鞋楦载盘61输送至加热装置以对鞋楦鞋面进行高温活化,之后传输回至鞋楦定位机构22下方并夹紧固定,第二2d视觉相机对其位置进行定位识别,鞋底取放机构将鞋底精准贴合在鞋楦的帮面上,滚压机构5对贴合部位进行滚压,然后待鞋面保压,其中,鞋楦传输线6上的到位检测开关可对鞋楦托盘61位置进行检测,第一plc装置、第二plc装置和第三plc装置之间可进行信息交互;
61.鞋面保压时,鞋楦传输线61将放置有贴底后鞋楦62的鞋楦载盘61传输至顶升机构30的上方位置,顶升机构30将鞋楦载盘61和鞋楦62同步向上抬升至所需高度位置,推杆气缸38启动并推动承压板33朝扣板35方向运动直至承压板33刚好与扣板35端面相互接触使得第一限位槽与第二限位槽的槽口刚好接通形成封闭的鞋面限位区,鞋楦62的鞋面刚好位于鞋面限位区内,之后,升降气缸工作使得连接件向上运动,连接件向上运动后可通过第三旋转杆及旋转支板带动第一旋转杆和第二旋转杆旋转使得压盖34向下转动,压盖34转动下压至承压板33和扣板35上表面后横向推杆气缸启动并带动滑动板向左移动,滑动板移动时在齿轮齿条传动作用下转轴362开始转动,转轴362转动带动压板361顺时针转动,当压板361顺时针转动90
°
后压板361刚好压住压盖34且顶杆351刚好抵住其中一块挡板363侧面,气源给气囊充气,气囊充气后可膨胀可充分挤压鞋面以达到所需鞋面保压效果,充气一端时间后断气,横向推杆气缸反向工作带动滑动板向右移动使得压板361逆时针转动90
°
后脱离压盖34,此时,顶杆351刚好抵住另一块挡板363侧面,之后升降气缸反向工作使得压盖34向上转动并远离承压板33直至恢复原来位置,推杆气缸38反向工作带动承压板33与扣板35相脱离直至恢复原来位置,顶升气缸下降使得鞋楦载盘61重新落在鞋楦输送线6上,之后下
一鞋楦载盘61输送至顶升气缸正上方后重复上述工作即可完成鞋面保压,其中,第三plc控制装置可接收传感器及接近开关的信号并输出控制信号给各气缸和气源实现气缸工作时间和气源供气时间的自动化精准控制,压盖34下压至扣板35上时下压限位块和安全块刚好插入扣板上对应的插槽内,压板361刚好压在摩擦块上。
62.上述实施例是对本实用新型的说明,不是对本实用新型的限定,任何对本实用新型简单变换后的方案均属于本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。