1.本实用新型实施例涉及电池管理技术领域,尤其涉及一种电池面垫检测装置。
背景技术:
2.为了避免由于电池发生漏液可能引起电池对地短路而带来的危害,通常会在电池的端部设置面垫或绝缘垫。然而,在电池面垫安装中,常常会发生电池面垫漏装的情况,从而导致无面垫电池流出存在安全隐患,尤其是当无面垫电池流到客户时,会造成客诉。
技术实现要素:
3.本实用新型提供一种电池面垫检测装置,以实现对电池有无面垫进行检测。
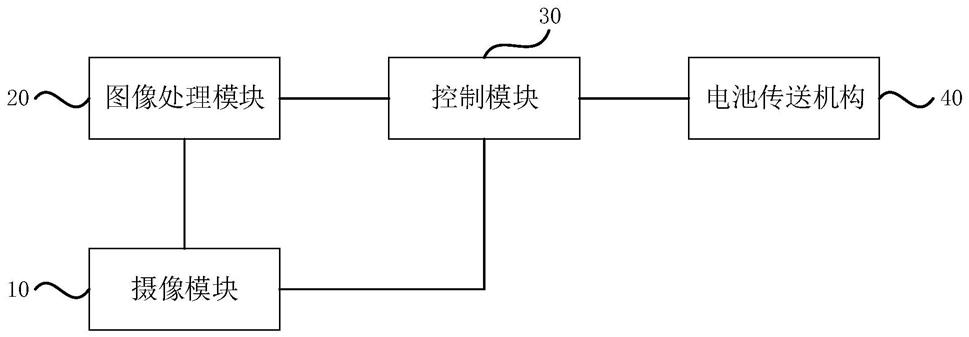
4.本实用新型实施例提供了一种电池面垫检测装置,电池面垫检测装置包括:摄像模块、图像处理模块、控制模块和电池传送机构;
5.其中,所述摄像模块分别与所述图像处理模块和所述控制模块电连接,所述控制模块分别与所述图像处理模块和所述电池传送机构连接,所述摄像模块用于采集待测电池的图像数据,所述图像处理模块用于根据所述待测电池的图像数据判断所述待测电池有无面垫。
6.可选地,所述摄像模块为ccd相机。
7.可选地,电池面垫检测装置还包括ccd相机安装治具,所述ccd相机安装治具包括第一固定板、第二固定板、第三固定板、光源固定板和ccd相机固定板,所述第一固定板通过所述第二固定板与所述第三固定板固定连接,所述第三固定板与所述电池传送机构固定连接,所述光源固定板和所述ccd相机固定板分别固定连接在所述第二固定板上。
8.可选地,所述第一固定板和所述第二固定板为l型板,所述ccd相机固定板为u型板,所述光源固定板包括第一连接部和第二连接部,所述第一连接部与所述第二连接部固定连接,所述第一连接部为l型板,所述第二连接部为圆环板。
9.可选地,所述控制模块为plc控制器。
10.可选地,所述电池传送机构包括电机、电机驱动单元和传送带,所述电池置于所述传送带上,所述电机驱动单元分别与所述控制模块和所述电机电连接,所述电机驱动单元驱动所述电机转动带动所述传送带运动以控制所述电池的传送。
11.可选地,所述电池传送机构还包括电磁阀和吹气装置,所述电磁阀分别与所述控制模块和所述吹气装置连接,所述控制模块用于当所述待测电池无面垫时通过所述电磁阀控制所述吹气装置排出无面垫电池。
12.可选地,还包括报警模块,所述报警模块与所述控制模块电连接,所述控制模块用于当所述待测电池无面垫时向所述报警模块发出报警信号。
13.可选地,所述图像处理模块为ccd工控机。
14.本实用新型提供一种电池面垫检测装置,该电池面垫检测装置包括:摄像模块、图像处理模块、控制模块和电池传送机构;其中,摄像模块分别与图像处理模块和控制模块电
连接,控制模块分别与图像处理模块和电池传送机构连接,摄像模块用于采集待测电池的图像数据,图像处理模块用于根据待测电池的图像数据判断待测电池有无面垫。通过该电池面垫检测装置可以实现对电池面垫的有无进行检测,以确保流出的电池都安装有面垫,有利于提高电池使用的安全性和可靠性,同时可避免无面垫电池流出到客户,造成客诉。
附图说明
15.图1是本实用新型实施例一中的一种电池面垫检测装置的结构示意图;
16.图2是本实用新型实施例一中的一种ccd相机安装治具的结构示意图;
17.图3是本实用新型实施例二中的一种电池面垫检测装置的结构示意图;
18.图4是本实用新型实施例二中的吹气装置的结构示意图;
19.图5是本实用新型实施例二中的电池面垫检测装置的控制原理图;
20.图6是本实用新型实施例二中的伺服定位控制指令t形图;
21.图7是本实用新型实施例二中的无面垫电池检出控制指令t形图;
22.图8是本实用新型实施例二中的无面垫电池排出控制指令t形图。
具体实施方式
23.下面结合附图和实施例对本实用新型作进一步的详细说明。可以理解的是,此处所描述的具体实施例仅仅用于解释本实用新型,而非对本实用新型的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与本实用新型相关的部分而非全部结构。
24.实施例一
25.图1为本实用新型实施例一中提供的一种电池面垫检测装置的结构示意图。参考图1,该电池面垫检测装置包括:摄像模块10、图像处理模块20、控制模块30和电池传送机构40;其中,摄像模块10分别与图像处理模块20和控制模块30电连接,控制模块30分别与图像处理模块20和电池传送机构40连接,摄像模块10用于采集待测电池的图像数据,图像处理模块20用于根据待测电池的图像数据判断待测电池有无面垫。
26.其中,摄像模块10可安装于电池传送机构40的正上方,电池传送机构40用于传输待测电池。控制模块30用于当待测电池被传送至摄像模块10的下方时,向摄像模块10发送摄像触发指令。摄像模块10用于根据控制模块30发送的摄像触发指令采集待测电池的图像数据并发送给图像处理模块20,图像处理模块20将接收到的待测电池的图像数据与预设电池的图像数据进行比对,当待测电池的图像数据与预设电池的图像数据一致时,则待测电池为有面垫电池,将通过电池传送机构40直接输送到下一个作业工位或合格电池区;当待测电池与预设电池的图像数据不一致时,则待测电池为无面垫电池,被排出到不合格电池区。其中,预设电池的图像数据为安装有面垫的电池,可预先存储于图像处理模块20中。由此,可以实现对电池面垫的有无进行检测,以确保流出的电池都安装有面垫,有利于提高电池使用的安全性和可靠性,同时可避免无面垫电池流出到客户,造成客诉。
27.其中,控制模块30判断待测电池是否传送到摄像模块10下方的方式有:可以根据电池在电池传送机构40上的传送速度、时间,以及相邻的电池在传送至摄像模块10正下方处的时间间隔等因素,在控制模块30中设置待测电池到达摄像模块10正下方处的逻辑控制指令;或者,可以在摄像模块10下方的电池传送机构的两侧边安装位置检测传感器,用于检
测是否有电池被传送到摄像模块10的正下方处,并将检测结果发送给控制模块30。
28.本实施例的技术方案提供一种电池面垫检测装置,该电池面垫检测装置包括:摄像模块、图像处理模块、控制模块和电池传送机构;其中,摄像模块分别与图像处理模块和控制模块电连接,控制模块分别与图像处理模块和电池传送机构连接,摄像模块用于采集待测电池的图像数据,图像处理模块用于根据待测电池的图像数据判断待测电池有无面垫。通过该电池面垫检测装置可以实现对电池面垫的有无进行检测,以确保流出的电池都安装有面垫,有利于提高电池使用的安全性和可靠性,同时可避免无面垫电池流出到客户,造成客诉。
29.实施例二
30.图2是本实用新型实施例二中提供的一种ccd相机安装治具的结构示意图,图3是本实用新型实施例二中提供的一种电池面垫检测装置的结构示意图,图4是实用新型实施例二中提供的吹气装置的结构示意图。在上述实施例一的基础上,可选地,摄像模块10为ccd相机11。
31.其中,ccd相机11具有输出信号的一致性较好、信号噪声比较低、成像质量好等优点。
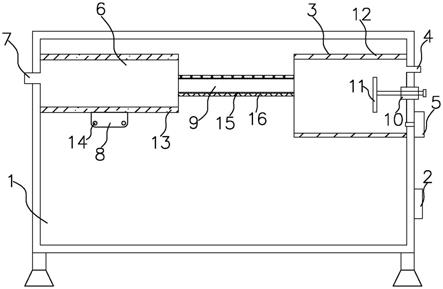
32.参考图2,该电池面垫检测装置还包括ccd相机安装治具100,ccd相机安装治具100包括第一固定板1、第二固定板2、第三固定板3、光源固定板4和ccd相机固定板5,第一固定板1通过第二固定板2与第三固定板3固定连接,第三固定板3与电池传送机构40固定连接,光源固定板4和ccd相机固定板5分别固定连接在第二固定板2上。
33.其中,第一固定板1通过第二固定板2与第三固定板3固定连接,第三固定板3与电池传送机构40固定连接形成固定支架,以便于将光源固定板4和ccd相机固定板5分别固定连接在第二固定板2上;其中,ccd相机固定板5用于安装ccd相机,光源固定板4用于安装ccd相机摄像所需的光源设备。
34.可选地,继续参考图2,第一固定板1和第二固定板2为l型板,ccd相机固定板5为u型板,光源固定板4包括第一连接部l41和第二连接部l42,第一连接部l41与第二连接部l42固定连接,第一连接部l41为l型板,第二连接部l42为圆环板。
35.其中,第一固定板1设置为l型板,有利于固定安装光源固定板4和ccd相机固定板5;第二连接部l42设置为圆环板,有利于固定安装ccd相机摄像所需的光源设备。
36.需要说明的是,第一固定板1、第二固定板2为l型板、第三固定板3、第一连接部l41、第二连接部l42以及ccd相机固定板5的尺寸可根据实际情况进行设置,在此不做具有的限定。
37.可选地,参考图3,控制模块30为plc控制器31。
38.可选地,继续参考图3,电池传送机构40包括电机41、电机驱动单元42和传送带43,电池置于传送带43上,电机驱动单元42分别与控制模块30和电机41电连接,电机驱动单元42驱动电机41转动带动传送带43运动以控制电池41的传送。
39.其中,电机驱动单元42可以为伺服驱动器,例如,melser
‑
j4伺服驱动器。
40.可选地,为了提高电机转速控制的,还包括编码器44,编码器44分别与电机41和电机驱动单元42电连接,编码器44用于实时检测电机的转速并发送给电机驱动单元42。
41.可选地,继续参考图3,电池传送机构40还包括电磁阀45和吹气装置46,电磁阀45
分别与控制模块30和吹气装置46连接,控制模块30用于当待测电池无面垫时通过电磁阀45控制吹气装置46排出无面垫电池。
42.其中,当待测电池被检测出无面垫时,控制模块30通过控制电磁阀45控制吹气装置46将无面垫电池吸出传送带排出到不合格电池区域。
43.其中,吹气装置46可以为吹气阀,其三视图可参考图4,图中n为吹气口。
44.可选地,参考图3,该电池面垫检测装置还包括报警模块50,报警模块50与控制模块30电连接,控制模块30用于当待测电池无面垫时向报警模块50发出报警信号。
45.其中,报警模块50可以为声光报警传感器。
46.可选地,图像处理模块20为ccd工控机21。
47.可选地,图5是本实用新型实施例二中提供的电池面垫检测装置的控制原理图,图6是本实用新型实施例二中提供的伺服定位控制指令t形图,图7是本实用新型实施例二中提供的无面垫电池检出控制指令t形图,图8是本实用新型实施例二中提供的无面垫电池排出控制指令t形图。其中,x54表示伺服定位完成,d380表示检测位置数据信号,d381表示传送数据,t142表示定位完成信号延时,d350表示ccd相机输出的无面垫电池ng信号,m9009表示ccd拍照屏蔽,t138表示ng信号延时,d386表示传送数据,y472表示排出电磁阀on,t139表示电磁阀on延时,m2010表示运行中,x400表示自动模式,m4015表示ng电池排出。
48.在本实施例的技术方案中,结合图5
‑
8,该电池面垫检测装置的实现过程为:参考图5,ccd相机11分别与ccd工控机21和plc控制器31电连接,plc控制器31与伺服驱动器电连接,伺服驱动器分别与编码器44和电机m电连接,plc控制器31控制伺服驱动器带动电机m转动带动传送带43传动以带动待测电池在传送带43上向前传送,结合图6,plc控制器31根据电池在传送带43上的运行速度、时间等控制传送带43每前进一次x54就向ccd相机11发出触发摄像指令以触发ccd相机11进行摄像,以此将检测位置数据d380往后传送,传送后0.1秒将检测位置的数据清零;ccd相机11接收到触发摄像指令后对待测电池进行摄像以获取待测电池的图像数据并发送给ccd工控机21,ccd工控机21将待测电池的图像数据与预设电池的图像数据进行比对,当待测电池与预设电池的图像数据不一致时,则待测电池为无面垫电池,此时ccd工控机21向plc控制器31发出ng信号,当plc控制器31接收到ng信号(即图7中的d350指令)后,将该电池的当前位置数据d380置1,表示该电池为无面垫电池;当ng排出位置数据d386为1时(如图8所示),plc控制器31控制电池阀45动作带动吹气装置46产生气动将检测出的无面垫电池排出,同时,plc控制器31向报警模块50发出报警信号以提示相关人员进行确认。其中,在plc控制器31接收到ng信号后延时0.2秒,将信号清零,以减少存储空间,提高数据处理运算的速度。
49.注意,上述仅为本实用新型的较佳实施例及所运用技术原理。本领域技术人员会理解,本实用新型不限于这里所述的特定实施例,对本领域技术人员来说能够进行各种明显的变化、重新调整和替代而不会脱离本实用新型的保护范围。因此,虽然通过以上实施例对本实用新型进行了较为详细的说明,但是本实用新型不仅仅限于以上实施例,在不脱离本实用新型构思的情况下,还可以包括更多其他等效实施例,而本实用新型的范围由所附的权利要求范围决定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。