1.本实用新型涉及雕刻刀制造领域,具体涉及一种便于雕刻羽毛的雕刻刀头。
背景技术:
2.随着物质生活的不断丰富,消费者们越来越追求美的享受,木雕工艺品越来越受欢迎。我国的消费者十分偏爱于木雕上雕刻的禽鸟图案,禽鸟的姿态和羽毛等特征雕刻的越细致,工艺品的价值就越高。
3.但禽鸟羽毛细节的刻画一直是木雕技术的难点,如果想把羽毛的细节刻画到极致,就需要雕刻师傅具有很高的雕刻技术和十分趁手的雕刻刀。雕刻禽鸟羽毛的主要用到v字型的三角刀,市面上销售的三角刀多为锻打或切削成型,v字型的底部内侧不可避免的会出现平面,该平面会增大雕刻刀进刀时的阻力,影响雕刻的精细度,降低雕刻师傅的工作效率。
技术实现要素:
4.为解决上述问题,本实用新型提供一种便于雕刻羽毛的雕刻刀头,该雕刻刀头采用两块钢材拼接固定而成,从根源上杜绝了v字型的底部内侧平面的出现,没有该平面的影响,可以使雕刻刀刀口更加锋利,雕刻禽鸟羽毛的细小细节时能更加省力,且雕刻精度也能得到一定的提高。
5.本实用新型的技术方案如下:
6.一种便于雕刻羽毛的雕刻刀头,所述雕刻刀头包括固定在一起的第一刀片和第二刀片,所述雕刻刀头分为支撑部和雕刻部两部分,所述雕刻部位于支撑部头部,其截面包括两个钝角三角形,所述第一刀片钝角相邻的长边与第二刀片的一条钝角相邻的短边重合,所述第二刀片的钝角相对的长边与第一刀片钝角相邻的短边在一条直线上,所述雕刻部的截面形成v字形,v字形截面的外侧分别为倾斜的第一主刀面和第二主刀面,内侧分别为第一副刀面和第二副刀面,所述第一主刀面与第一副刀面相交处形成第一刀刃,所述二主刀面与第二副刀面相交处形成第二刀刃,所述第一刀刃与第二刀刃连接形成v字形的刀口,所述第一主刀面和第二主刀面相交处形成第三刀刃。所述雕刻刀头采用第一刀片和第二刀片两块刀片拼接固定而成,所述v字形刀口底部内侧为锐利的锐角,杜绝了v字形刀口底部内侧平面的出现。
7.如上所述的一种便于雕刻羽毛的雕刻刀头,支撑部中所述第一刀片截面钝角相对的长边为其最短边的3
‑
8倍,所述第二刀片截面钝角相对的长边为其最短边的3
‑
8倍。
8.如上所述的一种便于雕刻羽毛的雕刻刀头,所述第一副刀面与第二副刀面之间的夹角为45
‑
100度。所述第一副刀面与第二副刀面之间的夹角的夹角大小直接影响到雕刻刀雕刻线条的粗细,相同的进给量之下,此夹角越大,雕刻出的线条越粗。
9.进一步的,所述第一主刀面和第二主刀面之间的夹角为30
‑
90度。
10.进一步的,所述第一主刀面和第一主刀面的形状包括三角形。
11.如上所述的一种便于雕刻羽毛的雕刻刀头,所述第三刀刃与第一刀片的外侧面夹角为135
‑
180度。
12.如上所述的一种便于雕刻羽毛的雕刻刀头,所述刀口与第一刀片的上表面的夹角为30
‑
70度。
13.如上所述的一种便于雕刻羽毛的雕刻刀头,所述雕刻刀头采用高速钢制成。所述高速钢是一种具有高硬度、高耐磨性和高耐热性的工具钢,高速钢的工艺性能好,强度和韧性配合好,因此主要用来制造复杂的薄刃和耐冲击的金属切削刀具,适合用来制造雕刻刀头。
14.本实用新型的有益效果在于:
15.本实用新型一种便于雕刻羽毛的雕刻刀头,采用第一刀片和第二刀片两块刀片拼接固定而成,所述v字形刀口底部内侧为锐利的锐角,杜绝了v字形刀口底部内侧平面的出现。所述雕刻刀头整体采用两块高速钢焊接制成,所述高速钢是一种具有高硬度、高耐磨性和高耐热性的工具钢,高速钢的工艺性能好,强度和韧性配合好,因此主要用来制造复杂的薄刃和耐冲击的金属切削刀具,适合用来制造雕刻刀头。
附图说明
16.通过阅读下文优选实施方式的详细描述,本技术的方案和优点对于本领域普通技术人员将变得清楚明了。附图仅用于示出优选实施方式的目的,而并不认为是对本实用新型的限制。
17.在附图中:
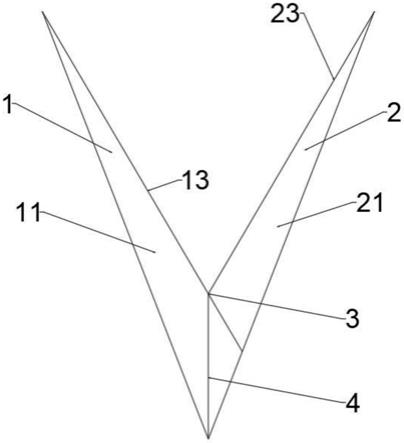
18.图1为本实施例的一种便于雕刻羽毛的雕刻刀头结构示意图;
19.图2为本实施例的支撑部截面示意图;
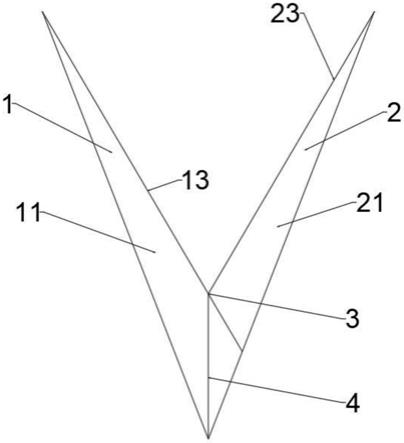
20.图3为本实施例的一种便于雕刻羽毛的雕刻刀头反放结构示意图;
21.图4为本实施例的一种便于雕刻羽毛的雕刻刀头正放结构示意图;
22.图中各附图标记所代表的组件为:
23.1、第一刀片,11、第一主刀面,12、第一副刀面,13、第一刀刃,2、第二刀片,21、第二主刀面,22、第二副刀面,23、第二刀刃,3、刀口,4、第三刀刃。
具体实施方式
24.下面将结合附图更详细地描述本公开的示例性实施方式。需要说明,提供这些实施方式是为了能够更透彻地理解本公开,并且能够将本公开的范围完整的传达给本领域的技术人员,可以以各种形式实现本公开,而不应被这里阐述的实施方式所限制。
25.实施例
26.参见图1
‑
图4,一种便于雕刻羽毛的雕刻刀头,所述雕刻刀头包括固定在一起的第一刀片1和第二刀片2,所述雕刻刀头分为支撑部和雕刻部两部分,所述支撑部位于支撑部头部,其截面包括两个钝角三角形,所述第一刀片1钝角相邻的长边与第二刀片2的一条钝角相邻的短边重合,所述第二刀片2的钝角相对的长边与第一刀片1钝角相邻的短边在一条直线上,所述雕刻部的截面形成v字形,v字形截面的外侧分别为倾斜的第一主刀面11和第二主刀面21,内侧分别为第一副刀面12和第二副刀面22,所述第一主刀面11与第一副刀面
12相交处形成第一刀刃13,所述二主刀面21与第二副刀面22相交处形成第二刀刃23,所述第一刀刃13与第二刀刃23连接形成v字形的刀口3,所述第一主刀面11和第二主刀面21相交处形成第三刀刃4。所述雕刻刀头采用第一刀片1和第二刀片2两块刀片拼接固定而成,所述v字形刀口3底部内侧为锐利的锐角,杜绝了v字形刀口3底部内侧平面的出现。
27.进一步的,支撑部中所述第一刀片截面的钝角相对的长边的长度,为钝角相邻的短边的4.5倍,所述第二刀片截面的钝角相对的长边的长度,为钝角相邻的短边的5倍。
28.进一步的,所述第一副刀面12与第二副刀面22之间的夹角为61度。所述第一副刀面12与第二副刀面22之间的夹角的夹角大小直接影响到雕刻刀雕刻线条的粗细,相同的进给量之下,此夹角越大,雕刻出的线条越粗。
29.进一步的,所述第一主刀面11和第二主刀面21之间的夹角为42度。
30.进一步的,所述第一主刀面11和第二主刀面21的形状包括三角形。
31.进一步的,所述第一主刀面11与第一刀片1的外侧面之间的夹角为123度,
32.进一步的,所述刀口3与第一刀片1的上表面的夹角为57度。
33.进一步的,所述雕刻刀头采用高速钢制成。所述高速钢是一种具有高硬度、高耐磨性和高耐热性的工具钢,高速钢的工艺性能好,强度和韧性配合好,因此主要用来制造复杂的薄刃和耐冲击的金属切削刀具,适合用来制造雕刻刀头。
34.制作本实施例所述刀头雕刻刀头的具体步骤:
35.1)提供2条完全相同的截面为矩形的高速钢钢条。
36.2)将其中一条钢条固定,然后将另外一条钢条的四条棱中的其中一条紧贴被钢条的表面,使之形成61度的夹角。
37.3)启动电焊机或激光焊接机,将两条钢条接接触处焊接在一起。
38.4)使用高目数的砂轮打磨掉雕刻刀头的焊接余料。
39.5)使用低目数的砂轮打磨出倾斜的所述v字形刀口3。
40.6)使用低目数的砂轮打磨出所述第一主刀面11和第二主刀面21,所述第一主刀面11和第二主刀面21相交处形成第三刀刃4。
41.7)使用高目数的砂轮打磨所述第一主刀面11、第二主刀面21和第三刀刃4,精修其各个角度以达到使用要求。打磨完成后所述新型雕刻刀完成制作。
42.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到的变化或增减替换,都应涵盖在本实用新型的保护范围之内。因此,本实用新型的保护范围应以所述权利要求的保护范围为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。