可快速插入的中心导管以及导管管件
1.优先权
2.本技术要求2019年10月27日提交的美国临时申请号62/926,559 的优先权权益,其通过引用以其全部并入本技术。
技术领域
3.本技术涉及医疗器械领域,更具体地涉及可快速插入的中心导管以及导管管件。
背景技术:
4.中心静脉导管(“cvc”)由具有相对低硬度的材料形成,这导致cvc缺乏柱强度。由于缺乏柱强度,通常借助于塞丁格(seldinger) 技术将cvc引入患者并且推进通过患者的脉管系统。塞丁格技术利用多个步骤和多个医疗设备(例如,针、外科手术刀、导丝、导引器护套、扩张器、cvc等)。虽然塞丁格技术是有效的,但是多个步骤是耗时的、操纵多个医疗设备是繁琐的,并且上述二者可能导致患者创伤。此外,由于在塞丁格技术的多个步骤期间需要互换多个医疗设备,所以触摸污染的可能性相对较高。由此,需要减少将导管引入患者并且推进导管通过患者的脉管系统涉及的步骤和医疗设备的数量。
5.本文公开了解决上述问题的可快速插入的中心导管(“ricc”) 及其方法。
技术实现要素:
6.本文公开了一种ricc,其在一些实施方案中包括:导管管件 (catheter tube);缝合翼部(suture wing),其布置在导管管件的中间部分上;衬套(hub),其联接至导管管件的近端部分;和从衬套延伸的多个延伸支脚(extension leg),其数量等于延伸通过ricc的内腔的数量。导管管件包括导管管件的远侧部分中的第一区段和在第一区段的近侧的第二区段。导管管件的第二区段包括导管管件的外层,该外层在导管管件的内层上挤出,使得导管管件在第二区段中的外径大于在第一区段中的外径。
7.在一些实施方案中,导管管件的内层由具有第一硬度的第一聚合物材料形成,并且导管管件的外层由具有第二硬度的第二聚合物材料形成,第二硬度小于第一硬度。
8.在一些实施方案中,导管管件的内层由具有第一硬度的第一聚合物材料形成,并且导管管件的外层由具有第二硬度的第二聚合物材料形成,第二硬度基本上等于第一硬度。
9.在一些实施方案中,第一聚合物材料和第二聚合物材料中的每种聚合物材料是聚氨酯。
10.在一些实施方案中,导管管件的内层和外层中的每层由相同的聚合物材料形成。
11.在一些实施方案中,聚合物材料是聚氨酯。
12.在一些实施方案中,导管管件进一步包括隆起部,该隆起部划定 (demarcate)导管管件的在第二区段的近侧的第三区段。第三区段的外径大于导管管件的第一区段和第二区段二者的外径。
13.在一些实施方案中,缝合翼部被布置在导管管件的隆起部上,使得在缝合翼部的近侧的导管管件的外径大于在缝合翼部的远侧的导管管件的外径。
14.在一些实施方案中,缝合翼部与衬套之间的导管管件具有倒锥形 (reverse taper),其中导管管件的外径从缝合翼部至衬套连续地增大。
15.在一些实施方案中,ricc是包括作为衬套的三分叉型 (trifurcated)衬套的三内腔导管。ricc还具有从衬套延伸的三个延伸支脚。三个延伸支脚中的每个延伸支脚包括联接至延伸支脚的近端部分的鲁尔连接器。
16.在一些实施方案中,ricc包括:第一内腔,其从第一鲁尔连接器的近端中的开口延伸至导管管件的第一区段的远端中的开口;第二内腔,其从第二鲁尔连接器的近端中的开口延伸至导管管件的第二区段的远侧部分中的第一孔眼(eyelet);和第三内腔,其从第三鲁尔连接器的近端中的开口延伸至导管管件的第二区段的远侧部分中的第二孔眼。
17.在一些实施方案中,ricc是包括作为衬套的二分叉型 (bifurcated)衬套的双内腔导管。ricc还具有从衬套延伸的两个延伸支脚。两个延伸支脚中的每个延伸支脚包括联接至延伸支脚的近端部分的鲁尔连接器。
18.在一些实施方案中,ricc包括:第一内腔,其从第一鲁尔连接器的近端中的开口延伸至导管管件的第一区段的远端中的开口;和第二内腔,其从第二鲁尔连接器的近端中的开口延伸至导管管件的第二区段的远侧部分中的孔眼。
19.在一些实施方案中,导管管件具有柱强度,该柱强度足以防止导管管件当插入到插入位点并且推进通过患者的脉管系统时屈曲。
20.本文还公开了一种导管管件,其在一些实施方案中包括导管管件的远侧部分中的第一区段和在第一区段的近侧的第二区段。导管管件的第二区段包括导管管件的外层,该外层挤出在导管管件的内层上,使得导管管件的在第二区段中的外径大于在第一区段中的外径。导管管件具有柱强度,该柱强度足以防止导管管件在不使用塞丁格技术的情况下插入到插入位点并且推进通过患者脉管时屈曲。
21.在一些实施方案中,导管管件的内层由具有第一硬度的第一聚合物材料形成,并且导管管件的外层由具有第二硬度的第二聚合物材料形成,第二硬度小于第一硬度。
22.在一些实施方案中,导管管件的内层由具有第一硬度的第一聚合物材料形成,并且导管管件的外层由具有第二硬度的第二聚合物材料形成,第二硬度基本上等于第一硬度。
23.在一些实施方案中,第一聚合物材料和第二聚合物材料中的每种聚合物材料是聚氨酯。
24.在一些实施方案中,导管管件的内层和外层中的每层由相同的聚合物材料形成。
25.在一些实施方案中,聚合物材料是聚氨酯。
26.在一些实施方案中,导管管件进一步包括隆起部,该隆起部划定导管管件的在第二区段的近侧的第三区段。第三区段的外径大于导管管件的第一区段和第二区段二者的外径。
27.在一些实施方案中,隆起部与导管管件的第三区段的近端之间的导管管件具有倒锥形,其中导管管件的外径从隆起部至导管管件的第三区段的近端连续地增加。
28.在一些实施方案中,导管管件是三内腔导管管件,其包括:第一内腔,其从导管管
件的近端中的第一开口延伸至导管管件的第一区段的远端中的开口;第二内腔,其从导管管件的近端中的第二开口延伸至导管管件的第二区段的远侧部分中的第一孔眼;和第三内腔,其从导管管件的近端中第三开口延伸至导管管件的第二区段的远侧部分中的第二孔眼。
29.在一些实施方案中,导管管件是双内腔导管管件,其包括:第一内腔,其从导管管件的近端中的第一开口延伸至导管管件的第一区段的远端中的开口;和第二内腔,其从导管管件的近端中的第二开口延伸至导管管件的第二区段的远侧部分中的孔眼。
30.本文还公开了一种用于制造分层导管管件比如前述导管管件的方法,其在一些实施方案中包括内层形成步骤:通过挤出第一聚合物材料的单内腔管件而形成导管管件的内层。方法进一步包括插入步骤:将单内腔管件的一端插入通过挤出机的模具。方法进一步包括第二层形成步骤:通过周期性地迫使第二聚合物材料的熔融物通过围绕单内腔管件的模具而形成导管管件的外层,从而形成混合层管材 (tubing),该混合层管材具有散布有分层管材的区段的单内腔管材的区段。方法进一步包括拉拔步骤:使用拉拔器(puller)将混合层管材拉拔通过冷却浴以冷却混合层管材。方法进一步包括切割步骤:使用切割器在至少单内腔管材的区段中切割混合层管材,以形成分层导管管件。
31.在一些实施方案中,方法进一步包括内腔形成步骤:通过将空气注入第二聚合物材料的熔融物,同时迫使第二聚合物材料的熔融物通过围绕单内腔管材的模具,而形成相对于单内腔管件的内腔的一个或多个附加的内腔。
32.在一些实施方案中,方法进一步包括孔眼产生步骤:在分层管材的区段中产生一个或多个孔眼,以针对一个或多个附加的内腔对应地建立一个或多个开口。
33.在一些实施方案中,方法进一步包括隆起部形成步骤:通过周期性地减慢使用拉拔器拉拔混合层管材的速率而在分层管材的区段中形成外径隆起部,以增加隆起部后的外径。
34.在一些实施方案中,方法进一步包括成倒锥形步骤:通过连续地减慢使用拉拔器拉拔混合层管材的速率,使分层管材的在隆起部后的区段的外径成倒锥形。
35.在一些实施方案中,方法进一步包括粘合层施加步骤:在迫使第二聚合物材料的熔融物通过围绕单内腔管材的模具前,在单内腔管材上施加粘合层。
36.在一些实施方案中,第一聚合物材料具有第一硬度,并且第二聚合物材料具有第二硬度,第二硬度小于第一硬度。
37.在一些实施方案中,第一聚合物材料具有第一硬度,并且第二聚合物材料具有第二硬度,第二硬度基本上等于第一硬度。
38.在一些实施方案中,第一聚合物材料和第二聚合物材料中的每种聚合物材料是聚氨酯。
39.鉴于附图和以下描述,本文提供的概念的这些和其他特征对于本领域技术人员将变得更显而易见,附图和以下描述更详细地描述了这些概念的特定实施方案。
附图说明
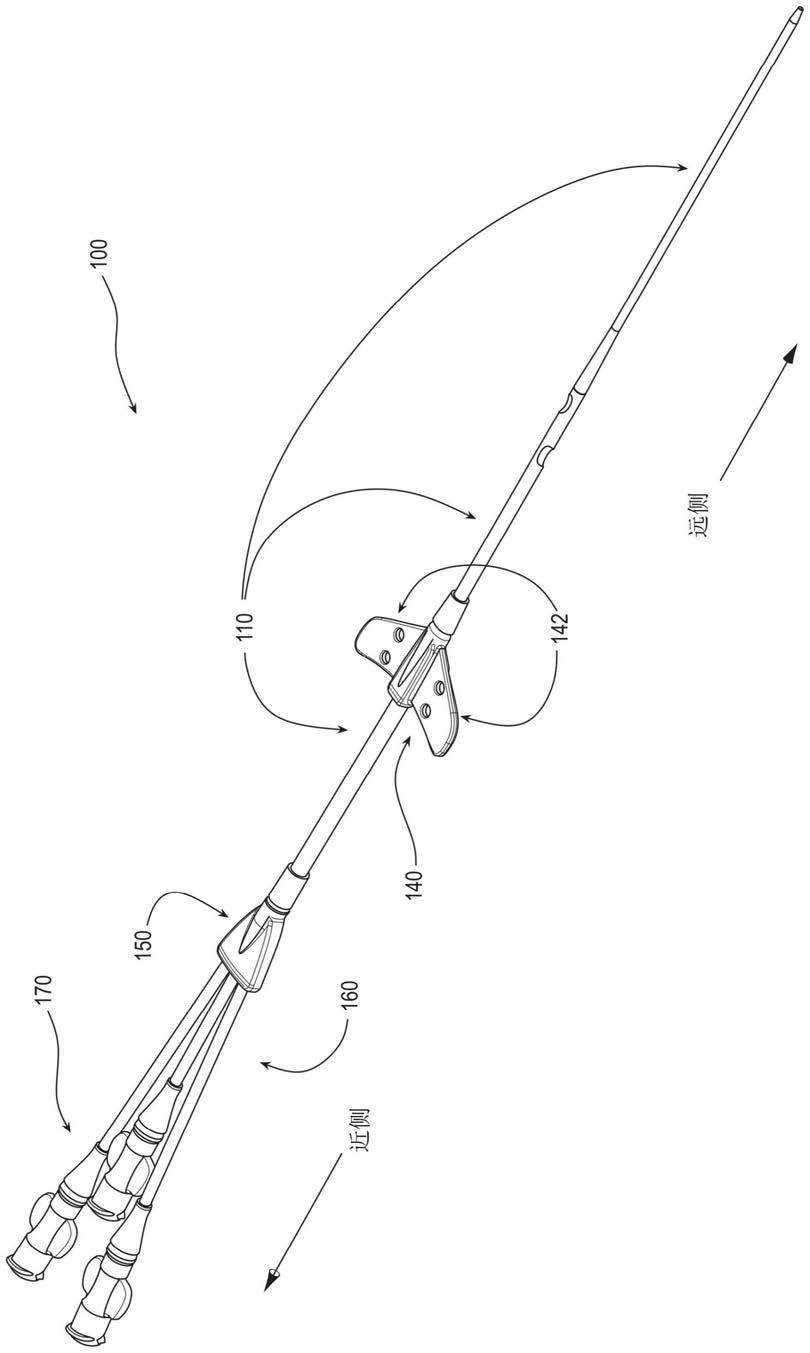
40.图1展示了根据一些实施方案的ricc的等距视图。
41.图2展示了根据一些实施方案的ricc的分解视图。
42.图3展示了根据一些实施方案的ricc的导管管件的远侧部分。
43.图4a展示了根据一些实施方案的导管管件的第一横向截面。
44.图4b展示了根据一些实施方案的导管管件的第二横向截面。
45.图4c展示了根据一些实施方案的导管管件的第三横向截面。
46.图4d展示了根据一些实施方案的导管管件的第四或第五横向截面。
47.图5展示了根据一些实施方案的制造导管管件的方法的一部分。
具体实施方式
48.在更详细地公开一些特定实施方案之前,应当理解,本文公开的特定实施方案不限制本文提供的概念的范围。还应当理解,本文公开的特定实施方案的特征能够很容易地与特定实施方案分离,并且任选地与本文公开的多个其他实施方案中的任意一个实施方案的特征组合或替代特征。
49.关于本文中使用的术语,还应当理解,这些术语是出于描述一些特定实施方案的目的,并且这些术语不限制本文提供的概念的范围。序数(例如,第一、第二、第三等)通常被用于区分或标识一组特征或一组步骤中的不同特征或不同步骤,并且不提供序列或数字限制。例如,“第一”、“第二”和“第三”特征或步骤并不一定需要以顺序出现,并且包括此类特征或步骤的特定实施方案并不一定需要局限于这三个特征或步骤。标签比如“左”、“右”、“上”、“下”、“前”、“后”是为了方便起见而使用的,而不是旨在暗示例如任何特定的固定位置、方位或方向。相反,此类标签被用于反映例如相对位置、方位或方向。除非上下文中另外明确指明,否则单数形式“一个”、“一种”和“该”包括复数引用。
50.例如,当导管被用在患者上时,关于本文公开的导管的“近侧”、“近侧部分”或“近端部分”包括导管的旨在接近临床医生的部分。同样地,例如,当导管被用在患者上时,导管的“近侧长度”包括导管的旨在接近临床医生的长度。例如,当导管被用在患者上时,导管的“近端”包括导管的旨在接近临床医生的一端。导管的近侧部分、近端部分或近侧长度可以包括导管的近端;然而,导管的近侧部分、近端部分或近侧长度不需要包括导管的近端。即,除非上下文另有说明,否则导管的近侧部分、近端部分或近侧长度不是导管的末端部分或末端长度。
51.例如,当导管被用在患者上时,关于本文公开的导管的“远侧”、“远侧部分”或“远端部分”包括导管的旨在靠近患者或在患者内的部分。同样地,例如,当导管被用在患者上时,导管的“远侧长度”包括导管的旨在靠近患者或在患者内的长度。例如,当导管被用在患者上时,导管的“远端”包括导管的旨在靠近患者或在患者内的一端。导管的远侧部分、远端部分或远侧长度可以包括导管的远端;然而,导管的远侧部分、远端部分或远侧长度不需要包括导管的远端。即,除非上下文另有说明,否则导管的远侧部分、远端部分或远侧长度不是导管的末端部分或末端长度。
52.除非另外定义,否则本文使用的所有技术和科学术语具有与本领域普通技术人员通常理解的相同的含义。
53.如上,需要减少将导管引入患者并且推进导管通过患者的脉管系统涉及的步骤和医疗设备的数量。本文公开了解决上述问题的ricc 及其方法。
54.可快速插入的中心导管
55.图1展示了根据一些实施方案的ricc 100的等距视图。图2展示了根据一些实施方案的ricc 100的分解视图。
56.如所示出的,ricc 100包括导管管件110、缝合翼部140、衬套 150和从衬套150延伸的多个延伸支脚160。
57.缝合翼部140被布置在导管管件110的导管管件110的近侧部分与远侧部分之间的中间部分上。缝合翼部140包括纵向延伸通过缝合翼部140的通孔,该通孔被配置用于将导管管件110通过其中插入(参见例如图2)。
58.缝合翼部140包括一对翼部142,一对翼部142包括用于将缝合翼部140缝合至患者的多个通孔244。一对翼部142中的每个翼部可以包括用于将缝合翼部140缝合至患者的一个通孔、两个通孔、三个通孔或四个通孔。
59.比如通过将导管管件110的近端部分插入衬套150的远端部分中的内孔(bore),衬套150被联接至导管管件110的近端部分。虽然未被示出,但是衬套150还包括在衬套150的近端部分中的数量上对应于延伸支脚160的数量的多个内孔。衬套150的远端部分中的多个内孔被配置为接受将多个延伸支脚160插入多个内孔。
60.ricc 100可以是单内腔导管或多内腔导管(比如双内腔导管、三内腔导管、四内腔导管、五内腔导管或六内腔导管)。因此,衬套 150对于单内腔导管是不分叉的,或根据延伸通过ricc 100的多个内腔而分叉。例如,衬套150对于双内腔导管可以是二分叉型,或对于三内腔导管可以是三分叉型。取决于选择的制造方法,衬套150可以被模制在多个芯销上而形成纵向延伸通过衬套150的多个流体通路,该多个流体通路配置为将导管管件110的多个导管管件内腔流体地连接至多个延伸支脚160的多个延伸支脚内腔。替代性地,衬套150 可以被模制在纵向延伸通过衬套150的多个套管上,该多个套管配置为将导管管件110的多个导管管件内腔流体地连接至多个延伸支脚 160的多个延伸支脚内腔。
61.多个延伸支脚160借助于它们的远端部分从衬套150延伸。延伸支脚160的数量等于延伸通过ricc 100的内腔的数量。例如:如果 ricc 100是单内腔导管,一个延伸支脚从衬套150延伸。如果ricc100是双内腔导管,两个延伸支脚从衬套150延伸。如果ricc 100 是三内腔导管,三个延伸支脚从衬套150延伸。
62.ricc 100进一步包括多个鲁尔连接器170,用于将多个医疗设备流体地连接至ricc 100。多个延伸支脚160中的每个延伸支脚包括联接至延伸支脚的近端部分的多个鲁尔连接器170中的鲁尔连接器。鉴于前述,鲁尔连接器170的数量等于延伸支脚160的数量,延伸支脚160的数量又等于延伸通过ricc 100的内腔的数量。例如:如果 ricc 100是单内腔导管,一个延伸支脚从衬套150延伸,并且一个鲁尔连接器被联接至一个延伸支脚。如果ricc 100是双内腔导管,两个延伸支脚从衬套150延伸,并且两个鲁尔连接器被分别联接至两个延伸支脚。如果ricc 100是三内腔导管,三个延伸支脚从衬套150 延伸,并且三个鲁尔接头被分别联接至三个延伸支脚。
63.导管管件11 0至少包括在导管管件110的远侧部分中的第一区段 212和在导管管件110的第一区段212的近侧的第二区段214。根据下面阐述的制造导管管件110的方法,导管管件110可以包括导管管件110的第一区段212与第二区段214之间的过渡部216。实际上,根据下面阐述的制造方法,导管管件110的第二区段214包括挤出在导管管件110的内层412(参见图4a至4d)上的导管管件110的外层414(参见图4a至4d),使得导管管件110在第二区
段214中的外径大于导管管件110在第一区段212中的外径,第二区段从导管管件110的第一区段212与第二区段214之间的过渡部216开始。
64.导管管件110的内层412由具有第一硬度的第一聚合物材料(例如,聚四氟乙烯、聚丙烯或聚氨酯)形成,而导管管件110的外层414 由具有第二硬度的第二聚合物材料(例如,聚氯乙烯、聚乙烯、聚氨酯或硅树脂)形成,第二硬度小于第一硬度、大于第一硬度或基本上等于第一硬度。例如,导管管件110的内层412和外层414中的每层可以由具有不同硬度的不同的聚氨酯(例如,与不同的二醇或三醇反应的相同或不同的二异氰酸酯或三异氰酸酯、与相同或不同的二醇或三醇反应的不同的二异氰酸酯或三异氰酸酯等)制成。实际上,聚氨酯对于导管管件110是有利的,因为聚氨酯在室温下可以是相对刚性的,但是在体温下的体内变得更加柔性,这减少了对血管壁的刺激和静脉炎。聚氨酯也是有利的,因为可以比一些其他聚合物更少地形成血栓。
65.应当理解,第一硬度和第二硬度可以处于不同的标度(例如,类型a或类型d)。因此,如果第二聚合物材料的第二硬度小于第一聚合物材料的第一硬度,则第二硬度可能在数值上不小于第一硬度。同样,如果第二聚合物材料的第二硬度大于第一聚合物材料的第一硬度,则第二硬度在数值上可能不大于第一硬度。也就是说,第二聚合物材料的硬度仍可以小于或大于第一聚合物材料的硬度,因为不同的标度(每个标度从0至100)被设计用于表征具有相似硬度的材料组中的不同材料。
66.尽管如前,但是导管管件110的内层412和外层414可以由具有基本上相等的硬度的相同聚合物材料(例如,聚氨酯)形成,前提是导管管件110的柱强度足以防止导管管件110当插入到插入位点并且推进通过患者的脉管系统时屈曲。
67.至少具有第一区段212(第一聚合物材料)和第二区段214(具有第一聚合物材料的内层412和第二聚合物材料的外层414)的导管管件110具有柱强度,该柱强度足以防止当导管管件110被插入到插入位点并且推进通过患者的脉管系统时导管管件110屈曲。导管管件 110的柱强度是显著的,因为它使得可以在不使用塞丁格技术的情况下,将导管管件110快速插入到插入位点并且推进导管管件110通过患者的脉管系统。
68.导管管件110可以包括在导管管件110的第二区段214的近侧的第三区段218,第三区段218包括由导管管件110的中间部分中的隆起部217划定的隆起直径。导管管件110的第三区段218的外径大于导管管件110的第一区段212和第二区段214二者的外径。缝合翼部 140可以被布置在隆起部217上,如图1和2中示出的。因此,导管管件110在缝合翼部140的近侧(在本文也称为导管管件延伸部)的外径大于导管管件110在缝合翼部140的远侧的外径。导管管件110 在缝合翼部140的近侧的第三区段218的较大的外径提供了更厚、更抗扭结的导管管件壁,该导管管件壁可以用于在ricc 100处于使用状态时使衬套150和多个延伸支脚160弯曲以远离患者的头部或颈部。此外,导管管件110中存在的任何内腔在导管管件110的第三区段218中的缝合翼部140的近侧的直径可以大于在缝合翼部140的远侧的直径。这防止了流速降低,特别当导管管件110的缝合翼部140 的近侧的第三区段218弯曲远离患者的头部或颈部时。
69.缝合翼部140与衬套150之间的导管管件110可以具有倒锥形,其中导管管件110的较大的外径从缝合翼部140至衬套150继续增大。换句话说,导管管件110从衬套150至缝合翼部140成锥形,但是继续以具有比缝合翼部140的远侧的导管管件110更大的外径。与导管
管件110的从缝合翼部140至衬套150的连续增大的外径相关联,导管管件壁的厚度可以连续增加、导管管件110的任何内腔的截面积可以连续增加或其组合。因此,缝合翼部140与衬套150之间的导管管件110可以更抗扭结和抗流速降低,特别当在缝合翼部140的近侧的导管管件110弯曲远离患者的头部或颈部时。尽管如前,缝合翼部140 与衬套150之间的导管管件110可以替代性地具有从缝合翼部140至衬套150的恒定的直径。
70.有利地,缝合翼部140与衬套150之间的导管管件110(例如,导管管件110的第三区段218)或导管管件延伸部是单个导管管件,该单个导管管件配置为减少施加在缝合翼部140上的敷料与患者的皮肤之间的细菌进入。现有的cvc或外周插入的中心导管(“picc”) 具有多个延伸支脚,该多个延伸支脚从对cvc和picc常见的缝合翼部
‑
衬套组合延伸。cvc或picc中的多个延伸支脚在敷料下为微生物进入提供了多种通路。导管管件110是至少缝合翼部140与衬套150 之间的单个导管管件,使得敷料能够比现有的cvc或picc的多个延伸支脚更紧密地箍缩在导管管件110周围。例如,敷料可以容易地缠绕在整个导管管件110周围,并且在导管管件110与患者之间的导管管件110下方箍缩在一起。相反,即使如针对导管管件延伸部描述的那样,将敷料缠绕在现有的cvc或picc的多个延伸支脚周围,也在相邻的延伸管之间留出间隙以使细菌进入。因此,作为单个导管管件的导管管件110限制了施加在缝合翼部140上的敷料与患者皮肤之间的细菌进入。
71.缝合翼部140与衬套150之间的导管管件110或导管管件延伸部还被配置为减轻患者的由于多个延伸支脚160靠近患者的头部或颈部造成的不适感。如上所述的,导管管件110在缝合翼部140的近侧的第三区段218提供了更厚的、更抗扭结的导管管件壁;然而,导管管件110的第三区段218是足够挠性的,以使导管管件110能够完全远离患者的头部或颈部并且为了舒适而固定至患者。
72.图3展示了根据一些实施方案的ricc 100的导管管件110的远侧部分。图4a至4d展示了根据一些实施方案的导管管件的各种横向截面。
73.并且,ricc 100可以是单内腔导管或多内腔导管(比如双内腔导管、三内腔导管、四内腔导管、五内腔导管或六内腔导管)。导管管件110可以对应地是单内腔导管或多内腔导管(比如双内腔导管、三内腔导管、四内腔导管、五内腔导管或六内腔导管)。
74.当ricc 100被配置成为如图1、2和4a至4d中所示出的三内腔导管时,ricc 100包括第一内腔、第二内腔和第三内腔。第一内腔从多个鲁尔连接器170中的第一鲁尔连接器的近端中的开口延伸至导管管件110的第一区段212的尖端中的或远端中的开口。第二内腔从多个鲁尔连接器170中的第二鲁尔连接器的近端中的开口延伸至导管管件110的第二区段214的远侧部分中的孔眼320。第三内腔从多个鲁尔连接器170中的第三鲁尔连接器的近端的开口延伸至导管管件 110的第二区段214的远侧部分中的在孔眼320近侧的孔眼322。在下面阐述的单独段落中进一步描述第一内腔、第二内腔和第三内腔中的每个内腔。
75.ricc 100的第一内腔包括流体连接的内腔区段,该流体连接的内腔区段包括沿着导管管件110的整个长度延伸的第一导管管件内腔 424、衬套150的第一流体通路或第一套管内腔、多个延伸支脚160 的第一延伸支脚(例如,在图1和2中标记为“远侧”的延伸支脚) 的第一延伸支脚内腔和多个鲁尔连接器170的第一鲁尔连接器的第一鲁尔连接器内腔。
76.ricc 100的第二内腔包括流体连接的内腔区段,该流体连接的内腔区段包括第二导管管件内腔426,第二导管管件内腔426从导管管件110的第二区段214的远侧部分中的孔
100。
85.图5展示了根据一些实施方案的制造导管管件110的方法的一部分。
86.用于制造分层导管比如导管管件110的方法包括内层形成步骤:通过挤出第一聚合物材料的单内腔管材512而形成导管管件110的内层412。
87.方法进一步包括插入步骤:将单内腔管材512的一端插入通过挤出机590的模具592。
88.方法进一步包括第二层形成步骤:通过周期性地迫使第二聚合物材料的熔融物594通过围绕单内腔管材512的模具592而形成导管管件110的外层414,从而形成混合层管材,该混合层管材具有有规律地散布有分层管材514的区段的单内腔管材512的区段。
89.方法可以进一步包括粘合层施加步骤:在第二层形成步骤中,在迫使第二聚合物材料的熔融物594通过围绕单内腔管材512的模具 592前,在单内腔管材512上施加粘合层。
90.方法进一步包括内腔形成步骤:通过将空气注入第二聚合物材料的熔融物594,同时迫使第二聚合物材料的熔融物594通过围绕单内腔管材512的模具592,而针对单内腔管材512的内腔形成一个或多个附加的内腔(例如,第二导管管件内腔426、第三导管管件内腔428 等)。
91.方法进一步包括孔眼产生步骤:在分层管材514的区段中产生一个或多个孔眼(例如,孔眼320、孔眼322等),以针对一个或多个附加的内腔对应地建立一个或多个开口。
92.方法可以进一步包括隆起部形成步骤:通过周期性地减慢使用拉拔器拉拔混合层管材的速率,而在分层管材514的区段中形成外径隆起部(例如导管管件110的中间部分中的隆起部217),以增加隆起部后的外径。
93.方法可以进一步包括成倒锥形步骤:通过连续地减慢使用拉拔器拉拔混合层管材的速率,而使分层管材514的在隆起后的区段的外径成倒锥形。
94.方法可以进一步包括拉拔步骤:使用拉拔器将混合层管材拉拔通过冷却浴以冷却混合层管材。
95.方法进一步包括切割步骤:使用切割器至少在单内腔管材512的区段中切割混合层管材,以形成分层导管管件。
96.使用ricc 100的方法包括产生步骤:使用布置在ricc 100的内腔内的针,产生插入位点以进入患者的脉管系统。插入位点可以在锁骨下静脉(比如右锁骨下静脉或左锁骨下静脉)、颈内静脉(比如右颈内静脉或左颈内静脉)或股静脉处。
97.方法进一步包括插入步骤:将导管管件110的远端部分插入到插入位点。
98.方法进一步包括抽出步骤:在形成插入位点并且将导管管件110 的第一区段212中的至少一些插入到插入位点后,将针从ricc 100 的内腔抽出。
99.方法进一步包括推进步骤:在不必使用塞丁格技术的情况下,使导管管件110推进通过患者的脉管系统。例如,如果插入位点在右锁骨下静脉或在右颈内静脉处,则推进步骤可以进一步包括将导管管件 110更远地插入到插入位点,使得推进导管管件110或其至少远端部分通过右锁骨下静脉或右颈内静脉,右头臂脑静脉,并且进入上腔静脉。其他插入位点比如在左锁骨下静脉或左颈内静脉处的那些需要推进导管管件110的远端部分通过对应的脉管系统。由于导管管件110 具有足以防止导管管件110当插入到插入位点并且推进通过患者的脉管系统时屈曲的柱强度,因此不需要使用塞丁格技术。
100.尽管本文已经公开了一些特定实施方案,并且尽管已经详细地公开了特定实施方案,但是特定实施方案并不旨在限制本文提供的概念的范围。对于本领域普通技术人员来说,额外的改编和/或修改是显而易见的,并且在更广泛的方面,这些改编和/或修改也包括在内。因此,在不脱离本文提供的概念的范围的情况下,可以脱离本文公开的特定实施方案。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。