1.本发明属于雪茄生产加工技术领域,具体涉及一种雪茄卷制加工的方法。
背景技术:
2.雪茄生产用个烟叶的调制分为遮阴晾晒调制和控温控湿调制。遮阴晾晒调制采用传统晾房遵循,“稀密稀密”的晾晒原则,利用自然温湿度进行调制,晾制时间约25天左右,此种调制法主要为茄芯烟叶,晾晒后烟叶颜色棕红,香气浓郁。茄衣烟叶主要采用控温控湿调制,在密闭调制房内遮光调制,并控制房内温湿度实现精准化控制,调制时间约30天,较长的调制周期使得烟叶内含物充分转化,烟叶调制后,叶色均匀一致,油分足,张力好。
3.雪茄烟叶发酵,烟叶发酵采用集中堆垛进行,通过利用烟叶自然含水率堆垛发热的方式促进内含物进一步转化,不同类型烟叶垛内发酵温度不同,一般控制在37~48℃不等,依据烟叶使用用途确定翻垛温度上限。茄芯烟叶发酵后能极大减少青杂土气,使烟叶吃味更加醇厚、均匀一致,香味更浓郁,工业配伍性更强。茄衣发酵后叶片颜色均匀一致、油分足、叶面光滑富有柔韧性,叶色加深,外观质量有较大提升。
4.雪茄烟卷制。一支雪茄烟的诞生由茄芯、茄套、茄衣卷制而成。茄芯烟叶由不同芯料配方组成,是一支雪茄的主要材料,内在品质是茄芯烟叶的重要考评指标,包括配伍性、刺激性、劲头、香气质、香气量、燃烧性、杂气等。茄套一般为一片较为完整的叶片,包裹茄芯原料完成定型。茄衣烟叶( wrapper)是成品雪茄的最外层烟叶,外观质量是重要的考评指标,包括颜色、香气、支脉、柔性、抗张强度等,因生产工艺精细复杂,其经济价值往往较高。
5.雪茄是由茄心、茄套和茄衣三部分组合而成。
6.茄衣;雪茄最外层的烟叶,在纱布遮盖下生长,单独发酵,光滑、不油腻、飘清香,柔软而有韧性。茄套;烟心位置的烟叶,使其成型,采用烟草植株上半部日照较多、材质较粗的烟叶,张力较佳。茄心;雪茄中心的烟叶,是主要的材料,分开烟叶根据长短经手工精心折叠而成,且经手工精制才是上品。雪茄是由茄心、茄套和茄衣三部分组合而成。
7.申请号为cn200710050156.0的中国专利中提供了一种全叶卷雪茄烟的卷制方法,该发明公开了一种全叶卷雪茄烟的卷制方法,采用如下步骤:将3~5匹雪茄烟叶重叠,上面的雪茄烟叶叠压下面的雪茄烟叶的一部分,上面的雪茄烟叶也露出一部分,所有的雪茄烟叶从下向上均向一个方向后退;从重叠的雪茄烟叶中央,沿平行雪茄烟后退的方向,将雪茄烟叶对折;从对折处将雪茄烟叶向一个方向卷紧,形成雪茄烟卷。本发明的方法卷制雪茄烟,不要求烟叶的性质相同,而且卷制的烟精密,截面美观,燃烧时均匀充分。
8.现有技术中雪茄烟的生产大多以手工卷制为主,将烟叶卷制成圆柱状。在卷制的过程中雪茄烟的茄芯是大块烟叶卷制的,这样很容易造成燃烧不均匀,烟气质量不易控制的现象。而且烟叶燃烧的速度不均匀,雪茄抽吸的过程中苦味浓,杂气多,口感差。
技术实现要素:
9.有鉴于此,本发明提供一种雪茄卷制加工的方法,能够卷制出茄芯燃烧均匀,烟气
温和,没有杂气,苦味淡的雪茄,在吮吸的过程中雪茄燃烧速度均匀,加工过程简单,生产条件易控。
10.本发明为一种雪茄卷制加工的方法,包括以下步骤:(1)将茄套烟叶、茄衣烟叶、茄芯烟叶备好,将茄芯烟叶进行切丝,将切丝放入模具中,分别压制上雪茄内胚、下雪茄内胚,所述上雪茄内胚包括第一内胚基体、多个设置于所述第一内胚基体上的凸起,所述下雪茄内胚包括第二内胚基体,所述第二内胚基体上设有多个用于容纳所述凸起的定位穴;(上雪茄内胚、下雪茄内胚能够合在一起形成圆柱体,这样设置的目的是为了在雪茄茄芯的内部留有接触缝,在燃烧的时候接触缝的存在,在雪茄燃烧的时候能够提高茄芯内部的氧气含量,有助于空气流通,这样设置雪茄茄芯内外的氧气含量几乎是一样的,在雪茄燃烧的时候能够均匀燃烧,不会出现燃烧不充分的现象,烟气中的杂气少,吮吸的时候烟气均匀,醇厚。所述茄套烟叶的破损率小于等于2
‑
3%,茄衣、茄套的破损率比较低能保证雪茄的品质。
11.(2)将上雪茄内胚、下雪茄内胚扣合,得到雪茄内胚;(3)采用卷制的方式将所述茄套烟叶包裹到雪茄内胚上,得到第一雪茄,将第一雪茄放到定型模具中,在外力的作用下进行定型,所述定型的时间为2
‑
3天,在一定压力下定型,能够使得茄芯内部的蓬松结构受到挤压,内部空间内包含的氧气能够均匀,不会出现因为内部空隙分布不均匀而导致雪茄燃烧速度难控的现象。定型的过程中每隔5小时打开一次模具,转动第一雪茄(目的是为了第一雪茄能够受力均匀);(4)采用卷制的方法用茄衣烟叶包裹定型以后的第一雪茄,得到半成品雪茄;(5)将半成品雪茄放入半成品库进行晾制,所述晾制的温度12
‑
15℃,湿度60
‑
70%,晾制时间为1
‑
3天,晾制以后半成品雪茄中的含水率为14.0
‑
15.5%;(6)在步骤(5)处理以后的半成品雪茄的一端打孔,以使得在所述半成品雪茄的一端形成吮吸腔;(7)将经步骤(6)处理的半成品雪茄二次晾制,使半成品雪茄的含水率为13
‑
14%,所述二次晾制的温度为12
‑
15℃,湿度60
‑
70%,所述二次晾制的时间为5
‑
7天;(8)将经步骤(7)处理的半成品雪茄放入发酵室,进行陈化、发酵,所述发酵的温度为30
‑
35℃,发酵的时间为35
‑
45天,得到成品雪茄。这样雪茄的味道会更加均匀,各个部分达到很好的融合,同时提高干燥程度,一支支雪茄烟平和下来进入可享用的状态。
12.本发明的一种雪茄卷制加工的方法加工的雪茄烟在抽吸的时候茄芯燃烧均匀,烟气温和,没有杂气,苦味淡,在吮吸的过程中雪茄燃烧速度均匀,加工过程简单,生产条件易控。
附图说明
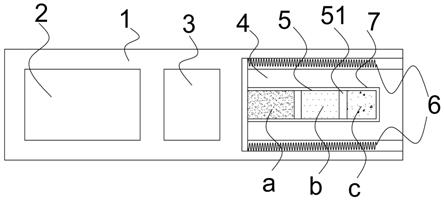
13.图1为本发明具体实施方式中提供的一种雪茄卷制加工的方法制备的雪茄的上雪茄内胚、下雪茄内胚的结构示意图;图2为本发明具体实施方式中提供的一种雪茄卷制加工的方法制备的雪茄的结构示意图。
14.其中:上雪茄内胚1、下雪茄内胚2、第一内胚基体11、凸起12、第二内胚基体21、定位穴22、雪茄3、吮吸腔31。
具体实施方式
15.下面结合具体实施方式对本发明进行详细描述。
16.实施例1 本发明为一种雪茄卷制加工的方法,包括以下步骤:(1)将茄套烟叶、茄衣烟叶、茄芯烟叶备好,将茄芯烟叶进行切丝,将切丝放入模具中,分别压制上雪茄内胚1、下雪茄内胚2,所述上雪茄内胚1包括第一内胚基体11、多个设置于所述第一内胚基体上的凸起12,所述下雪茄内胚2包括第二内胚基体21,所述第二内胚基体上设有多个用于容纳所述凸起的定位穴22;(上雪茄内胚、下雪茄内胚能够合在一起形成圆柱体,这样设置的目的是为了在雪茄茄芯的内部留有接触缝,在燃烧的时候接触缝的存在,在雪茄燃烧的时候能够提高茄芯内部的氧气含量,有助于空气流通,这样设置雪茄茄芯内外的氧气含量几乎是一样的,在雪茄燃烧的时候能够均匀燃烧,不会出现燃烧不充分的现象,烟气中的杂气少,吮吸的时候烟气均匀,醇厚。所述茄套烟叶的破损率小于等于2%,茄衣、茄套的破损率比较低能保证雪茄的品质,雪茄上雪茄内胚、下雪茄内胚的结构请参阅图1。
17.(2)将上雪茄内胚、下雪茄内胚扣合,得到雪茄内胚;(3)采用卷制的方式将所述茄套烟叶包裹到雪茄内胚上,得到第一雪茄,将第一雪茄放到定型模具中,在外力的作用下进行定型,所述定型的时间为2天,在一定压力下定型,能够使得茄芯内部的蓬松结构受到挤压,内部空间内包含的氧气能够均匀,不会出现因为内部空隙分布不均匀而导致雪茄燃烧速度难控的现象。定型的过程中每隔5小时打开一次模具,转动第一雪茄。(目的是为了第一雪茄能够受力均匀);(4)采用卷制的方法用茄衣烟叶包裹定型以后的第一雪茄,得到半成品雪茄;(5)将半成品雪茄放入半成品库进行晾制,所述晾制的温度12℃,湿度60%,晾制时间为1天,晾制以后半成品雪茄中的含水率为14.0%;(6)在步骤(5)处理以后的半成品雪茄3的一端打孔,以使得在所述半成品雪茄的一端形成吮吸腔31,吮吸腔31利于吮吸,雪茄的结构如图2所示;(7)将经步骤(6)处理的半成品雪茄二次晾制,使半成品雪茄的含水率为13%,所述二次晾制的温度为12℃,湿度60%,所述二次晾制的时间为5天;(8)将经步骤(7)处理的半成品雪茄放入发酵室,进行陈化、发酵,所述发酵的温度为30℃,发酵的时间为35天,得到成品雪茄。
18.实施例2本发明为一种雪茄卷制加工的方法,包括以下步骤:(1)将茄套烟叶、茄衣烟叶、茄芯烟叶备好,将茄芯烟叶进行切丝,将切丝放入模具中,分别压制上雪茄内胚、下雪茄内胚,所述上雪茄内胚包括第一内胚基体、多个设置于所述第一内胚基体上的凸起,所述下雪茄内胚包括第二内胚基体,所述第二内胚基体上设有多个用于容纳所述凸起的定位穴,所述茄套烟叶的破损率小于等于2.5%,茄衣、茄套的破损率比较高能保证雪茄的品质;(2)将上雪茄内胚、下雪茄内胚扣合,得到雪茄内胚;(3)采用卷制的方式将所述茄套烟叶包裹到雪茄内胚上,得到第一雪茄,将第一雪茄放到定型模具中,在外力的作用下进行定型,所述定型的时间为2.5天,在一定压力下定
型,能够使得茄芯内部的蓬松结构受到挤压,内部空间内包含的氧气能够均匀,不会出现因为内部空隙分布不均匀而导致雪茄燃烧速度难控的现象。定型的过程中每隔5小时打开一次模具,转动第一雪茄;(4)采用卷制的方法用茄衣烟叶包裹定型以后的第一雪茄,得到半成品雪茄;(5)将半成品雪茄放入半成品库进行晾制,所述晾制的温度13℃,湿度65%,晾制时间为1.5天,晾制以后半成品雪茄中的含水率为15%;(6)在步骤(5)处理以后的半成品雪茄的一端打孔,以使得在所述半成品雪茄的一端形成吮吸腔;(7)将经步骤(6)处理的半成品雪茄二次晾制,使半成品雪茄的含水率为13.5%,所述二次晾制的温度为14℃,湿度65%,所述二次晾制的时间为6天;(8)将经步骤(7)处理的半成品雪茄放入发酵室,进行陈化、发酵,所述发酵的温度为32℃,发酵的时间为41天,得到成品雪茄。
19.实施例2本发明为一种雪茄卷制加工的方法,包括以下步骤:(1)将茄套烟叶、茄衣烟叶、茄芯烟叶备好,将茄芯烟叶进行切丝,将切丝放入模具中,分别压制上雪茄内胚、下雪茄内胚,所述上雪茄内胚包括第一内胚基体、多个设置于所述第一内胚基体上的凸起,所述下雪茄内胚包括第二内胚基体,所述第二内胚基体上设有多个用于容纳所述凸起的定位穴,所述茄套烟叶的破损率小于等于3%,茄衣、茄套的破损率比较高能保证雪茄的品质;(2)将上雪茄内胚、下雪茄内胚扣合,得到雪茄内胚;(3)采用卷制的方式将所述茄套烟叶包裹到雪茄内胚上,得到第一雪茄,将第一雪茄放到定型模具中,在外力的作用下进行定型,所述定型的时间为3天,在一定压力下定型,能够使得茄芯内部的蓬松结构受到挤压,内部空间内包含的氧气能够均匀,不会出现因为内部空隙分布不均匀而导致雪茄燃烧速度难控的现象。定型的过程中每隔5小时打开一次模具,转动第一雪茄;(4)采用卷制的方法用茄衣烟叶包裹定型以后的第一雪茄,得到半成品雪茄;(5)将半成品雪茄放入半成品库进行晾制,所述晾制的温度15℃,湿度70%,晾制时间为3天,晾制以后半成品雪茄中的含水率为15.5%;(6)在步骤(5)处理以后的半成品雪茄的一端打孔,以使得在所述半成品雪茄的一端形成吮吸腔;(7)将经步骤(6)处理的半成品雪茄二次晾制,使半成品雪茄的含水率为14%,所述二次晾制的温度为15℃,湿度70%,所述二次晾制的时间为7天;(8)将经步骤(7)处理的半成品雪茄放入发酵室,进行陈化、发酵,所述发酵的温度为35℃,发酵的时间为45天,得到成品雪茄。
20.对实施例1至3中生产的雪茄进行评吸,评吸的参考标准如下:
进行评吸的结果如下:本发明中的雪茄烟气温和,没有杂气,苦味淡,在吮吸的过程中雪茄燃烧速度均匀,口感细腻,刺激性小,加工过程简单,生产条件易控。
21.本发明不局限于上述具体的实施方式,本发明可以有各种更改和变化。凡是依据本发明的技术实质对以上实施方式所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。