1.本发明属于火工品混合技术领域,特别涉及一种干混加热粉的方法。
背景技术:
2.加热粉由氧化剂和还原剂组成,敏感性高,生产工艺中稍有不慎便会引发燃烧和爆炸。加热粉的混合是其生产中的一项重要工序,混合过程中所发生的安全事故占整个行业事故比例的80%以上。
3.传统的加热粉干混均为纯手工操作,人和药物直接接触,制作过程中,工作人员的安全没有保障。制作时,药剂与手工筛混工具反复摩擦,易产生静电和发热,并且空气中粉尘大、污染环境,影响工作人员的身体健康。此外,手工每次只能混合(1~2)kg,生产效率低且劳动强度大。另外,由于人工混匀主要通过工作人员的熟练程度和操作技巧来实现,无法保证产品批次的一致性和稳定性。
4.为了克服人工混匀加热粉的弊端,当前的主要办法是使用混料机对加热粉进行混匀,但是为了确保搅拌的效率,当前混料机的搅拌叶一般与混料机的内壁相接触,搅拌叶对加热粉进行搅拌的过程中,加热粉中氧化剂和还原剂之间的摩擦会产生大量的热量,与此同时,由于搅拌叶与混料机内壁接触,极容易产生火花,进而导致加热粉发生燃烧或爆炸,从而严重威胁到工作人员的安全。
技术实现要素:
5.本发明意在提供一种干混加热粉的方法,以解决当前使用混料机对加热粉进行混匀,导致加热粉容易发生燃烧或爆炸的问题。
6.本方案中的一种干混加热粉的方法,具体为:使用混料机对加热粉进行混匀,混料机内设有搅拌桨,搅拌桨与混料机内壁之间的距离为3~10mm;混料机为水循环冷却混料机,循环水的温度为0℃~5℃,混料机内压力为0.1kpa~3.0kpa,搅拌桨的转速为200r/min~230r/min,混料时间为20min~60min。
7.本方案的有益效果:使用混料机对加热粉进行混匀,大大提高了对加热粉的混匀效率,另外,采用机械化的混匀方式,使得加热粉的混匀过程可以进行标准化设定,确保产品批次的一致性和稳定性。另外,在加热粉混匀过程中,由于混料机的温度保持在0℃~5℃,可以对混料机内的加热粉实现快速降温,进而避免加热粉出现燃烧或爆炸的情况发生。
8.进一步,所述混料机内设有温度传感器,温度传感器连接有控制器,控制器电信号连接温度传感器和混料机,当混料机内的温度达到40℃以上时,控制器控制混料机停止工作。当混料机内的温度达到40℃以上后,混料机内的加热粉容易发生燃烧或爆炸,通过温度传感器和控制器的设置,当混料机内的温度达到40℃以上时,控制器控制混料机停止工作,可以大大降低安全事故的发生。
9.进一步,所述混料机所处的外部环境湿度为0.2%~2.5%。避免加热粉吸潮。
10.进一步,采用自动上料机将加热粉投放到所述混料机内。采用自动上料机对加热
粉进行上料,避免工作人员与加热粉接触,进一步确保安全,另外,自动上料的方式可以大幅提高加热粉的上料速度,提高上料效率。
11.进一步,所述加热粉混匀后,采用自动灌装机对加热粉进行装瓶。采用自动灌装机对加热粉进行装瓶,避免工作人员与加热粉接触,进一步确保安全,另外,自动灌装的方式可以大幅提高加热粉的灌装速度,提高灌装效率。
12.进一步,所述混料机混匀后,卸料速度为20g/s~400g/s。
13.进一步,所述加热粉通过灌装机自动灌装后,使用自动理瓶机进行自动送瓶。通过自动理瓶机进行自动送瓶,可以显著提高送瓶效率。
14.进一步,所述自动理瓶机通过传送带进行送瓶,传送带速度为2cm/s~20cm/s。
具体实施方式
15.下面通过具体实施方式进一步详细说明:
16.实施例1:
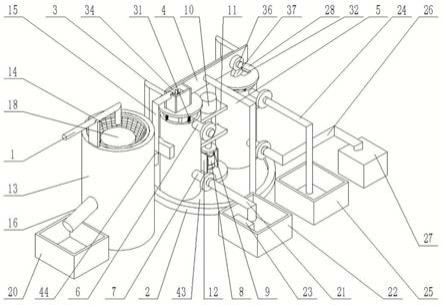
17.一种干混加热粉的方法,使用干混系统对加热粉进行干混,干混系统包括自动上料机、混料机、自动灌装机、自动理瓶机和控制器,混料机为水循环冷却混料机,具体为:混料机的壁体为夹层结构,夹层连接有冷却水循环系统,从而为混料机内的加热粉降温;混料机内设有搅拌桨,搅拌桨连接有带动其转动的电机;本申请的混料机与现有技术中的混料机差异主要在于:搅拌桨与混料机内壁之间的距离为10mm,混料机内设有温度传感器;控制器电信号连接电机、冷却水循环系统、自动上料机、自动灌装机和自动理瓶机,控制器控制自动上料机、混料机、自动灌装机和自动理瓶机的自动化工作。
18.具体操作为:控制器控制自动上料机对混料机进行自动上料,完成上料后,控制器控制电机带动搅拌桨对加热粉进行混匀,并控制冷却水循环系统对混料机内的加热粉进行降温,冷凝水温度为5℃,混料机内的压力为3.0kpa,搅拌桨的转速为210r/min,混料时间为60min;加热粉干混过程中,温度传感器将混料机内的温度反馈给控制器,当温度高于40℃时,控制器控制混料机的电机停止工作。加热粉完成混匀后,控制器控制自动灌装机对混料机输送过来的加热粉进行灌装装瓶,装瓶时,混料机的卸料速度为20g/s;与此同时,控制器控制自动理瓶机对灌装好的瓶进行自动化输送,自动理瓶机通过传送带进行送瓶,传送带速度为2cm/s。
19.实施例2:
20.一种干混加热粉的方法,其与实施例1的区别仅在于:搅拌桨与混料机内层内壁之间的距离为6mm;冷凝水温度为0℃,混料机内层内的压力为1.2kpa,搅拌桨的转速为200r/min,混料时间为40min;装瓶时,混料机的卸料速度为100g/s;自动理瓶机送瓶时,传送带速度为15cm/s。
21.实施例3:
22.一种干混加热粉的方法,其与实施例1的区别仅在于:搅拌桨与混料机内层内壁之间的距离为3mm;冷凝水温度为3℃,混料机内层内的压力为0.1kpa,搅拌桨的转速为230r/min,混料时间为20min;装瓶时,混料机的卸料速度为400g/s;自动理瓶机送瓶时,传送带速度为20cm/s。
23.本申请中,控制器选用plc控制器,plc控制器的主机选用信捷xcc
‑
32t
‑
e,扩展模
块选用信捷xcl
‑
e16x16yr
‑
e。
24.本申请中,由于自动上料机、自动灌装机和自动理瓶机均为现有技术,文中不再赘述。
25.本发明的干混加热粉的工艺方法中,实现干混加热粉的产能达到(30~50)kg/h,加热粉混匀装瓶后的均匀度为均匀度为95%~99.9%。同时全线岗位定员少于2人,劳动人员也无需与加热粉直接接触,从而使得劳动效率和安全性显著提高。
26.以上所述的仅是本发明的实施例,方案中公知的具体结构及特性等常识在此未作过多描述。应当指出,对于本领域的技术人员来说,在不脱离本发明结构的前提下,还可以作出若干变形和改进,这些也应该视为本发明的保护范围,这些都不会影响本发明实施的效果和专利的实用性。本申请要求的保护范围应当以其权利要求的内容为准,说明书中的具体实施方式等记载可以用于解释权利要求的内容。
技术特征:
1.一种干混加热粉的方法,其特征在于:使用混料机对加热粉进行混匀,混料机内设有搅拌桨,搅拌桨与混料机内壁之间的距离为3~10mm;混料机为水循环冷却混料机,循环水的温度为0℃~5℃,混料机内压力为0.1kpa~3.0kpa,搅拌桨的转速为200r/min~230r/min,混料时间为20min~60min。2.根据权利要求1所述的一种干混加热粉的方法,其特征在于:所述混料机内设有温度传感器,温度传感器连接有控制器,控制器电信号连接温度传感器和混料机,当混料机内的温度达到40℃以上时,控制器控制混料机停止工作。3.根据权利要求2所述的一种干混加热粉的方法,其特征在于:所述混料机所处的外部环境湿度为0.2%~2.5%。4.根据权利要求3所述的一种干混加热粉的方法,其特征在于:采用自动上料机将加热粉投放到所述混料机内。5.根据权利要求4所述的一种干混加热粉的方法,其特征在于:所述加热粉混匀后,采用自动灌装机对加热粉进行装瓶。6.根据权利要求5所述的一种干混加热粉的方法,其特征在于:所述混料机混匀后,卸料速度为20g/s~400g/s。7.根据权利要求6所述的一种干混加热粉的方法,其特征在于:所述加热粉通过灌装机自动灌装后,使用自动理瓶机进行自动送瓶。8.根据权利要求7所述的一种干混加热粉的方法,其特征在于:所述自动理瓶机通过传送带进行送瓶,传送带速度为2cm/s~20cm/s。
技术总结
本方案公开了火工品混合技术领域的一种干混加热粉的方法,具体为:使用混料机对加热粉进行混匀,混料机内设有搅拌桨,搅拌桨与混料机内壁之间的距离为3~10mm;混料机为水循环冷却混料机,循环水的温度为0℃~5℃,混料机内压力为0.1Kpa~3.0Kpa,搅拌桨的转速为200r/min~230r/min,混料时间为20min~60min。本申请使用混料机对加热粉进行混匀,大大提高了对加热粉的混匀效率,另外,采用机械化的混匀方式,使得加热粉的混匀过程可以进行标准化设定,确保产品批次的一致性和稳定性。另外,在加热粉混匀过程中,由于混料机的温度保持在0℃~5℃,可以对混料机内的加热粉实现快速降温,进而避免加热粉出现燃烧或爆炸的情况发生。况发生。
技术研发人员:赵川 刘江涛 文桥 刘丹 张华 张永会 翟明恩 卢崇庆
受保护的技术使用者:贵州梅岭电源有限公司
技术研发日:2021.08.13
技术公布日:2021/11/24
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。