1.本发明涉及热塑性弹性材料技术领域,具体来说,涉及一种超高回弹耐撕裂的热塑性弹性材料及其制备方法。
背景技术:
2.在雪地环境下,热塑性弹性体在低温中依然能保持优异的柔性和塑性;但在日常使用中,普通的热塑性弹性体材料在低温环境中避免不了的弹性下降,易变形,易撕裂等问题,造成产品安全性能下降。
3.针对相关技术中的问题,目前尚未提出有效的解决方案。
技术实现要素:
4.针对相关技术中的问题,本发明提出一种超高回弹耐撕裂的热塑性弹性材料及其制备方法,以克服现有相关技术所存在的上述技术问题。
5.为此,本发明采用的具体技术方案如下:
6.一种超高回弹耐撕裂的热塑性弹性材料,包括以下原料组份:苯乙烯类弹性体30%
‑
70%,填充油40%
‑
60%,均聚聚丙烯0
‑
10%;功能性助剂 1
‑
5%,抗氧剂0.05
‑
0.2%,有机硅润滑剂0.1
‑
1%。
7.作为优选的,所述苯乙烯类弹性体为李长荣sebs 7554或岳化巴陵石化yh
‑
604t中的一种或两种。
8.作为优选的,所述功能性助剂为偶联剂和橡塑改性剂混合物。
9.作为优选的,所述橡塑改性剂混合为聚
‑
α
‑
甲基苯乙烯单体粉末。
10.作为优选的,所述偶联剂为道康宁硅烷kh550。
11.作为优选的,所述填充油填充油为克拉玛依高粘度高闪点环烷油 kn4010,所述聚丙烯为泰国石化1100nk。
12.作为优选的,所述抗氧剂为受阻酚类的2,8
‑
二叔丁基
‑4‑
甲基苯酚和亚磷酸酯类的双(2,4
‑
二叔丁基苯基)季戊四醇酯二亚磷酸酯。
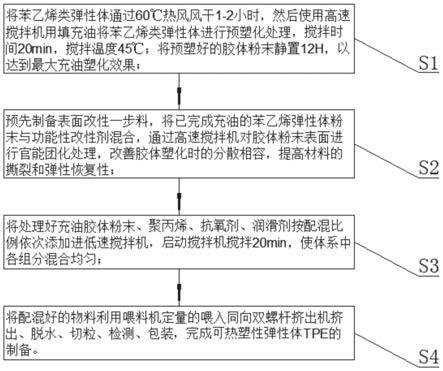
13.根据本发明的另一方面,提供了一种超高回弹耐撕裂的热塑性弹性材料的制备方法,包括以下步骤;
14.s1、将苯乙烯类弹性体通过60℃热风风干1
‑
2小时,然后使用高速搅拌机用填充油将苯乙烯类弹性体进行预塑化处理,搅拌时间20min,搅拌温度45℃;将预塑好的胶体粉末静置12h,以达到最大充油塑化效果;
15.s2、预先制备表面改性一步料,将已完成充油的苯乙烯弹性体粉末与功能性改性剂混合,通过高速搅拌机对胶体粉末表面进行官能团化处理,改善胶体塑化时的分散相容,提高材料的撕裂和弹性恢复性;
16.s3、将处理好充油胶体粉末、聚丙烯、抗氧剂、润滑剂按配混比例依次添加进低速搅拌机,启动搅拌机搅拌20min,使体系中各组分混合均匀;
17.s4、将配混好的物料利用喂料机定量的喂入同向双螺杆挤出机挤出、脱水、切粒、检测、包装,完成可热塑性弹性体tpe的制备。
18.作为优选的,所述步骤s4中所述双螺杆挤出机挤出温度设置为 190℃
‑
230℃,螺杆转速320
‑
350转/min,喂料速度12
‑
20转/min。
19.本发明的有益效果为:得到具有回弹更高且耐撕裂性能优良的热塑性弹性体材料。
附图说明
20.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
21.图1是根据本发明实施例的一种超高回弹耐撕裂的热塑性弹性材料及其制备方法的步骤流程图。
具体实施方式
22.为进一步说明各实施例,本发明提供有附图,这些附图为本发明揭露内容的一部分,其主要用以说明实施例,并可配合说明书的相关描述来解释实施例的运作原理,配合参考这些内容,本领域普通技术人员应能理解其他可能的实施方式以及本发明的优点,图中的组件并未按比例绘制,而类似的组件符号通常用来表示类似的组件。
23.根据本发明的实施例,提供了一种超高回弹耐撕裂的热塑性弹性材料及其制备方法。
24.实施例一;
25.如图1所示,根据本发明实施例的超高回弹耐撕裂的热塑性弹性材料,包括以下原料组份:苯乙烯类弹性体30%
‑
70%,填充油40%
‑
60%,均聚聚丙烯0
‑
10%;功能性助剂1
‑
5%,抗氧剂0.05
‑
0.2%,有机硅润滑剂0.1
‑
1%。
26.所述苯乙烯类弹性体为李长荣sebs 7554或岳化巴陵石化yh
‑
604t中的一种或两种。
27.所述功能性助剂为偶联剂和橡塑改性剂混合物。
28.所述橡塑改性剂混合为聚
‑
α
‑
甲基苯乙烯单体粉末。
29.所述偶联剂为道康宁硅烷kh550。
30.所述填充油填充油为克拉玛依高粘度高闪点环烷油kn4010,所述聚丙烯为泰国石化1100nk。
31.所述抗氧剂为受阻酚类的2,8
‑
二叔丁基
‑4‑
甲基苯酚和亚磷酸酯类的双(2,4
‑
二叔丁基苯基)季戊四醇酯二亚磷酸酯。
32.实施例二;
33.如图1所示,根据本发明实施例的超高回弹耐撕裂的热塑性弹性材料,包括以下原料组份:李长荣sebs 7554(16%)和岳化巴陵石化yh
‑
604t (20%),填充油40%
‑
60%,均聚聚丙烯5%;功能性助剂1
‑
5%,抗氧剂 0.05
‑
0.2%,有机硅润滑剂1%。
34.所述功能性助剂为偶联剂0.5%和橡塑改性剂混合物3%。
35.所述橡塑改性剂混合为聚
‑
α
‑
甲基苯乙烯单体粉末。
36.所述偶联剂为道康宁硅烷kh550。
37.所述填充油填充油为克拉玛依高粘度高闪点环烷油kn4010,所述聚丙烯为泰国石化1100nk。
38.所述抗氧剂为受阻酚类的2,8
‑
二叔丁基
‑4‑
甲基苯酚0.05%和亚磷酸酯类剂的双(2,4
‑
二叔丁基苯基)季戊四醇酯二亚磷酸酯0.1%。
39.实施例三;
40.如图1所示,根据本发明实施例的超高回弹耐撕裂的热塑性弹性材料,包括以下原料组份:李长荣sebs 7554(16%)、岳化巴陵石化yh
‑
604t (20%),填充油56%,均聚聚丙烯5%;功能性助剂1
‑
5%,抗氧剂0.05
‑
0.2%,有机硅润滑剂1%。
41.所述功能性助剂为偶联剂0.5%和橡塑改性剂混合物3%。
42.所述橡塑改性剂混合为聚
‑
α
‑
甲基苯乙烯单体粉末。
43.所述偶联剂为道康宁硅烷kh550。
44.所述填充油填充油为克拉玛依高粘度高闪点环烷油kn4010,所述聚丙烯为泰国石化1100nk。
45.实施例四;
46.如图1所示,根据本发明实施例的超高回弹耐撕裂的热塑性弹性材料,包括以下原料组份:岳化巴陵石化yh
‑
604t 36%、填充油56%,均聚聚丙烯5%;功能性助剂1
‑
5%,抗氧剂0.05
‑
0.2%,有机硅润滑剂1%。
47.所述功能性助剂为偶联剂0.5%和橡塑改性剂混合物3%。
48.所述橡塑改性剂混合为聚
‑
α
‑
甲基苯乙烯单体粉末。
49.所述偶联剂为道康宁硅烷kh550。
50.所述填充油填充油为克拉玛依高粘度高闪点环烷油kn4010,所述聚丙烯为泰国石化1100nk。
51.所述抗氧剂为受阻酚类的2,8
‑
二叔丁基
‑4‑
甲基苯酚0.05%和亚磷酸酯类剂的双(2,4
‑
二叔丁基苯基)季戊四醇酯二亚磷酸酯0.1%。
52.实施例五;
53.如图1所示,根据本发明实施例的超高回弹耐撕裂的热塑性弹性材料,包括以下原料组份:李长荣sebs 7554(36%),填充油56%,均聚聚丙烯5%;功能性助剂1
‑
5%,抗氧剂0.05
‑
0.2%,有机硅润滑剂1%。
54.所述功能性助剂为偶联剂0.5%和橡塑改性剂混合物3%。
55.所述橡塑改性剂混合为聚
‑
α
‑
甲基苯乙烯单体粉末。
56.所述偶联剂为道康宁硅烷kh550。
57.所述填充油填充油为克拉玛依高粘度高闪点环烷油kn4010,所述聚丙烯为泰国石化1100nk。
58.所述抗氧剂为受阻酚类的2,8
‑
二叔丁基
‑4‑
甲基苯酚0.05%和亚磷酸酯类剂的双(2,4
‑
二叔丁基苯基)季戊四醇酯二亚磷酸酯0.1%。
59.实施例六;
60.如图1所示,根据本发明实施例的超高回弹耐撕裂的热塑性弹性材料,包括以下原料组份:李长荣sebs 7554(18%)、岳化巴陵石化yh
‑
604t (18%),填充油56%,均聚聚丙烯0
‑
10%;功能性助剂1
‑
5%,抗氧剂 0.05
‑
0.2%,有机硅润滑剂0.1
‑
1%。
61.所述苯乙烯类弹性体为李长荣sebs 7554或岳化巴陵石化yh
‑
604t中的一种或两种。
62.所述功能性助剂为偶联剂和橡塑改性剂混合物。
63.所述橡塑改性剂混合为聚
‑
α
‑
甲基苯乙烯单体粉末。
64.所述偶联剂为道康宁硅烷kh550。
65.所述填充油填充油为克拉玛依高粘度高闪点环烷油kn4010,所述聚丙烯为泰国石化1100nk。
66.所述抗氧剂为受阻酚类的2,8
‑
二叔丁基
‑4‑
甲基苯酚和亚磷酸酯类的双(2,4
‑
二叔丁基苯基)季戊四醇酯二亚磷酸酯。
67.如图1所示,根据本发明的实施例,还提供了一种超高回弹耐撕裂的热塑性弹性材料的制备方法,包括以下步骤;
68.步骤s1、将苯乙烯类弹性体通过60℃热风风干1
‑
2小时,然后使用高速搅拌机用填充油将苯乙烯类弹性体进行预塑化处理,搅拌时间20min,搅拌温度45℃;将预塑好的胶体粉末静置12h,以达到最大充油塑化效果;
69.步骤s2、预先制备表面改性一步料,将已完成充油的苯乙烯弹性体粉末与功能性改性剂混合,通过高速搅拌机对胶体粉末表面进行官能团化处理,改善胶体塑化时的分散相容,提高材料的撕裂和弹性恢复性;
70.步骤s3、将处理好充油胶体粉末、聚丙烯、抗氧剂、润滑剂按配混比例依次添加进低速搅拌机,启动搅拌机搅拌20min,使体系中各组分混合均匀;
71.步骤s4、将配混好的物料利用喂料机定量的喂入同向双螺杆挤出机挤出、脱水、切粒、检测、包装,完成可热塑性弹性体tpe的制备。
72.所述步骤s4中所述双螺杆挤出机挤出温度设置为190℃
‑
230℃,螺杆转速320
‑
350转/min,喂料速度12
‑
20转/min。
73.弹性恢复测试,使用万能拉伸机定伸300%,测试拉伸恢复后变形量和比率:
[0074][0075][0076]
综上表所诉,案例2弹性恢复量最优,接近100%恢复量。
[0077]
综上所述,借助于本发明的上述技术方案,得到具有回弹更高且耐撕裂性能优良的热塑性弹性体材料。
[0078]
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。