1.本发明涉及印制板制备相关技术领域,尤其涉及一种沉铜背光切片制备方法及检测方法。
背景技术:
2.在印刷电路板制备中,沉铜为其主要的步骤,通过沉铜可在对应的盲孔或者通孔壁上附着一层导电铜,而目前常采用化学沉积铜的方式进行沉铜,而这种方式在生产针对不同结构生产板、不同沉铜工艺以及不同批次的沉铜效果存在明显的差异,而为了确保沉铜的效果,同时对生产板的质量进行检测,常需要通过背光检测对化学铜在孔壁的沉积情况进行测定,背光情况的测定需要先制作背光切片,通过对制作的背光切片的观测,确定背光切片的背光等级,通过其判定是否满足生产要求。目前,切片的制作步骤为制取切片、灌水晶胶以及研磨切片等步骤,其中灌水晶胶能够增大背光切片的尺寸,从而方便进行研磨操作,同时也方便后期的背光检测,而水晶胶本身能够对环境造成污染。或者有的采用镊子夹取的方式进行背光切片的研磨,这种方式在研磨时容易产生废品,从而容易造成生产资料的浪费,同时操作人员的工作强度大,同时效率较低,对背光检测的效率造成了一定影响。
技术实现要素:
3.本发明提供一种沉铜背光切片制备方法及检测方法,以解决上述现有技术的不足,能够进行生产板背光切片的制备,提高了制备过程中的精确性以及自动化程度,避免在背光切片的制备中造成生产资料的过分浪费,具有较强的实用性。
4.为了实现本发明的目的,拟采用以下技术:一种沉铜背光切片制备方法,包括如下步骤:步骤1,钻孔,在生产板的板边缘处钻取4
‑
8个观察孔,且观察孔圆心位于同一轴线上;步骤2,沉铜,将步骤1中的生产板固定在挂具或者挂篮上,并进行化学铜沉积处理;步骤3,背光切片制取,在步骤2所得的生产板上裁取观察孔所在的区域,并获得背光切片;步骤4,研磨切片,对步骤3中所得的背光切片进行研磨。
5.进一步地,观察孔的孔径尺寸为0.4mm
‑
1.1mm。
6.进一步地,相邻两个观察孔孔边缘之间的间距为1mm。
7.进一步地,背光切片的尺寸为10mm
×
12mm。
8.进一步地,背光切片的研磨步骤包括:步骤4.1,对背光切片进行夹持固定;步骤4.2,提供一砂纸,并使砂纸的磨面与背光切片的上侧接触;
步骤4.3,通过往复运动的砂纸对背光切片的上侧进行研磨;步骤4.4,当背光切片的一侧研磨完成后,对背光切片进行翻转,以使背光切片的下侧朝上,并使背光切片的下侧与砂纸的磨面接触;步骤4.5,通过往复运动的砂纸对背光切片的下侧进行研磨。
9.进一步地,在研磨时,先用200目砂纸先对背光切片进行研磨,当背光切片的研磨深度接近于预定研磨深度时,使用2000目砂纸对背光切片继续研磨,直至背光切片的研磨深度等于预定研磨深度为止。
10.进一步地,研磨时,背光切片的第一长边的预定研磨深度为观察孔的二分之一;背光切片的第二长边的预定研磨深度为距离观察孔边缘的2mm
‑
2.5mm。
11.一种沉铜背光切片检测方法,对沉铜背光切片制备方法制备所得的背光切片进行背光检测,并与标准背光图比较,得到生产板的背光等级;背光检测步骤为,将背光切片半孔朝上的放置在载物台上,并在背光切片的第一长边和第二长边上各覆盖一个毛玻璃片,并通过夹子对背光切片和毛玻璃片之间进行固定,固定完成后通过显微镜进行背光检测。
12.上述技术方案的优点在于:本发明能够进行生产板背光切片的制备,提高了制备过程中的精确性以及自动化程度,避免在背光切片的制备中造成生产资料的过分浪费,同时也方便进行背光切片的研磨操作,提高了背光切片研磨的效率和自动化程度,降低了操作人员的工作强度,同时也提高了研磨效果,显著地提高了背光检测的准确度,具有较强的实用性。
附图说明
13.图1示出了生产板的结构示意图。
14.图2示出了取样后背光切片的示意图。
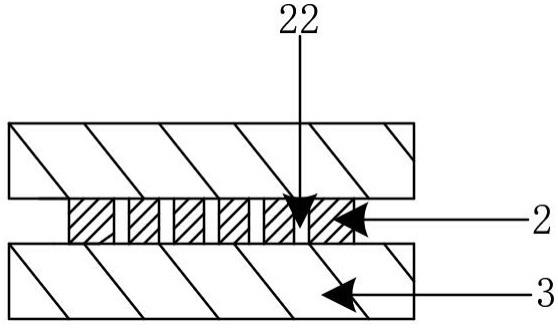
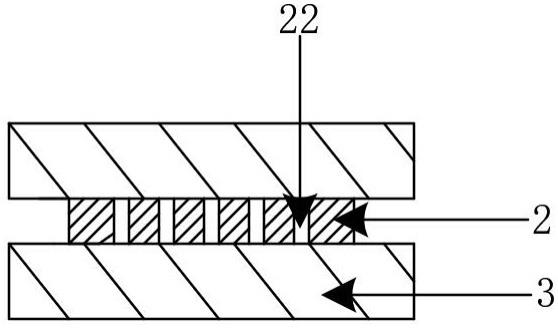
15.图3示出了背光检测时背光切片与毛玻璃之间的位置关系示意图。
16.图4示出了夹持工装的立体结构图一。
17.图5示出了夹持工装的立体结构图二。
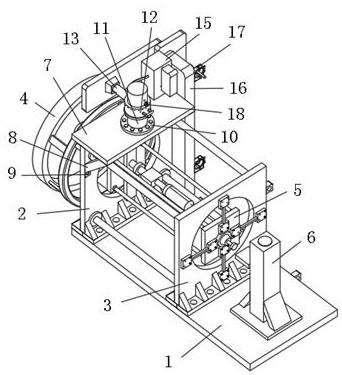
18.图6示出了研磨装置的立体结构图一。
19.图7示出了研磨装置的立体结构图二。
20.图8示出了图6中所示的a处放大图。
21.图9示出了图6中所示的b处放大图。
22.图10示出了图7中所示的c处放大图。
23.附图标记:生产板
‑
1、背光切片
‑
2、第一长边
‑
20、第二长边
‑
21、观察孔
‑
22、毛玻璃片
‑
3、夹持工装
‑
4、底板
‑
400、上延侧板
‑
401、内挡板
‑
402、外支板
‑
403、连接杆
‑
404、第一端板
‑
405、夹持丝套
‑
406、从动轮
‑
407、驱动轮
‑
408、第一夹持电机
‑
409、第一夹持丝杆
‑
410、内推板
‑
411、驱动夹持座
‑
412、第一夹持板
‑
413、夹持导板
‑
414、第二端板
‑
415、凹形安装架
‑
416、从动夹持座
‑
417、第二夹持板
‑
418、键形孔
‑
419、下夹轴承座
‑
420、下夹电机
‑
421、下夹丝杆
‑
422、下夹座
‑
423、滑动板
‑
424、外伸折板
‑
425、调节槽
‑
426、调节座
‑
427、调节丝套
‑
428、调节丝杆
‑
429、调节内板
‑
430、工形座
‑
431、定位部
‑
5、研磨部
‑
6、定位基板
‑
500、支撑板
‑
501、上板
‑
502、转轴
‑
503、转动竖板
‑
504、斜板
‑
505、内伸板
‑
506、铰接板
‑
507、外延支
板
‑
508、套筒
‑
509、内穿轴
‑
510、安装盘
‑
511、连接头
‑
512、驱动端板
‑
513、驱动丝杆
‑
514、驱动丝套
‑
515、第一齿轮
‑
516、驱动轴承座
‑
517、连接柱
‑
518、第二齿轮
‑
519、驱动电机
‑
520、连接转板
‑
522、转动座
‑
523、滑动座
‑
524、凸形导向板
‑
525、t形夹持座
‑
526、夹持槽
‑
527、升降轴承座
‑
600、凹形支撑板
‑
601、升降丝杆
‑
602、升降从动轮
‑
603、升降驱动轮
‑
604、升降座
‑
605、升降推杆
‑
606、升降安装座
‑
607、凹形升降架
‑
608、往复齿轮
‑
609、往复电机
‑
610、偏心轴
‑
611、往复推板
‑
612、外伸凸板
‑
613、工形往复座
‑
614、固定横板
‑
615、转动固定座
‑
616、转动柱
‑
617、砂纸定位丝杆
‑
618、夹持外板
‑
619、定位梯形块
‑
620、固定下板
‑
621、横板
‑
622。
具体实施方式
24.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本发明实施例的组件可以以各种不同的配置来布置和设计。
25.因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
26.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
27.在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
28.术语“第一”、“第二”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
29.术语“平行”、“垂直”等并不表示要求部件绝对平行或垂直,而是可以稍微倾斜。如“平行”仅仅是指其方向相对“垂直”而言更加平行,并不是表示该结构一定要完全平行,而是可以稍微倾斜。
30.此外,“大致”、“基本”等用语旨在说明相关内容并不是要求绝对的精确,而是可以有一定的偏差。例如:“大致等于”并不仅仅表示绝对的等于,由于实际生产、操作过程中,难以做到绝对的“相等”,一般都存在一定的偏差。因此,除了绝对相等之外,“大致等于”还包括上述的存在一定偏差的情况。以此为例,其他情况下,除非有特别说明,“大致”、“基本”等用语均为与上述类似的含义。
31.在本发明的描述中,还需要说明的是,除非另有明确的规定和限定,术语“设置”、“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
32.实施例1
如图4
‑
图5所示,本实例提供一种夹持工装4,应用于沉铜背光切片制备方法。
33.夹持工装4包括第一夹持部与第二夹持部,第一夹持部用于生产板相对两边的夹持定位,第二夹持部用于生产板另外相对的两个边的夹持定位。夹持工装对生产板进行夹持时,通过第一夹持部和第二夹持部对生产板的四个侧壁进行定位,当定位完成后,通过采样机进行背光板的取样操作,通过定位能够实现背光切片裁切的精确性,进而也方便进行后续的研磨操作,同时也避免了生产资料的浪费。
34.第一夹持部包括底板400,底板400上壁两端均安装有一对上延侧板401,上延侧板401的内壁均安装有内挡板402,上延侧板401的外壁均安装有外支板403,位于同侧的每对外支板403均穿有连接杆404,连接杆404的一端安装有第一端板405,第一端板405的中间位置处安装有第一轴承座,第一轴承座内设有夹持丝套406,夹持丝套406的外侧端设有从动轮407,从动轮407啮合有驱动轮408,驱动轮408连接有第一夹持电机409,第一夹持电机409安装有电机安装件,电机安装件安装于第一轴承座,夹持丝套406内设有第一夹持丝杆410,第一夹持丝杆410的内侧端设有内推板411,内推板411向外延伸地设有一对夹持导板414,夹持导板414均穿于第一轴承座,内推板411安装有驱动夹持座412,驱动夹持座412的上端设有第一夹持板413,连接杆404的另一端安装有第二端板415,第二端板415的内壁安装有凹形安装架416,凹形安装架416安装有从动夹持座417,从动夹持座417的上端安装有第二夹持板418。
35.第一夹持部在对生产板相对的两个侧壁进行夹持时,通过第一夹持电机409带动驱动轮408进行转动,并在驱动轮408的带动下从动轮407进行转动,从动轮407转动时将带动夹持丝套406进行转动,并在夹持丝套406的带动下第一夹持丝杆410在夹持导板414的带动下向内运动,第一夹持丝杆410在运动时将通过第一夹持板413作用于生产板的一侧,并推动生产板向第二夹持板418运动,而在生产板的另一侧顶紧在第二夹持板418上时,将在连接杆404的牵扯下,最终通过第一夹持板413和第二夹持板418完成对生产板两侧的定位。上述这种夹持方式,通过单一驱动源实现对生产板两侧的夹持,进而显著的提高了夹持的稳定性和可操控性,同时该驱动源采用了丝杠调节的方式,而这种调节方式具有显著的精确性,从而提高了生产板定位的精确性,而其中的内挡板402在取消夹持时,对从动夹持座417以及驱动夹持座412的外侧起着限位的作用,并通过这种方式避免从动夹持座417以及驱动夹持座412过分位移,从而方便进行再次对生产板进行夹持。
36.第二夹持部包括下夹机构,下夹机构设有一对调节机构。其中,下夹机构包括安装于底板400的一对下夹轴承座420,其中一个下夹轴承座420安装有下夹电机421,下夹电机421的输出轴连接有下夹丝杆422,下夹丝杆422两端的螺纹旋向相反,下夹丝杆422的两端均设有下夹座423,底板400开设有两对键形孔419,下夹座423上端均设有一对下夹穿杆,下夹穿杆均穿于键形孔419,每对下夹穿杆的上端均设有滑动板424。调节机构包括安装于滑动板424的外伸折板425,外伸折板425的外侧端开口地成形有调节槽426,外伸折板425外侧端下壁均安装有调节座427,调节座427的外侧端设有调节丝套428,调节丝套428设有调节丝杆429,调节丝杆429的内侧端设有调节内板430,调节内板430的上端设有工形座431,工形座431穿设于调节槽426。为了能够扩大夹持范围,因此,设置了可调节的调节机构,而其中主要的夹持部件也为调节机构。而在进行生产板夹持时,先通过根据生产板的尺寸进行匹配式调节,调节后在下夹电机421的带动下下夹丝杆422进行转动,下夹丝杆422在转动时
将带动下夹座423沿着键形孔419的长度方向相互靠近,并最终通过工形座431的上端完成对生产板的另外两侧进行定位,这种定位方式也采用单一驱动源,同时采用了定位精确性较高的下夹丝杆422对工形座431的位置进行调节,同时定位后的稳定性强。而对工形座431的位置进行预调节时,转动调节丝杆429,当调节丝杆429转动时将带动工形座431沿着调节槽426的长度方向进行运动,并最终完成了工形座431的位置调节,同时这种调节方式稳定性强,同时调节精度高。
37.实施例2如图6
‑
图10所示,本实例提供一种研磨装置,应用于沉铜背光切片制备方法。
38.研磨装置包括定位部5,定位部5的一侧设有研磨部6。该装置在对背光切片进行研磨时,存在着如下优势,其一,通过定位部5方便对背光切片进行定位,并取代了传统的镊子夹取方式,从而确保了背光切片研磨的效果,避免在研磨过程中由于操作原因造成研磨边出现斜坡的现象,进而提高了背光切片的背光检测的准确程度。其二,通过研磨部6对背光切片进行自动地研磨,从而实现了背光切片的自动化研磨操作,降低了背光切片的研磨效率;其三,通过研磨部6对背光切片进行研磨时,方便根据实际需要进行砂纸的更换以及砂纸的定位,从而提高了研磨的可操作性。在具体的操作中,先通过定位部5对背光切片进行夹持定位,接着通过研磨部6对背光切片进行研磨操作,在研磨过程中,按照既定的砂纸型号对砂纸进行更换,直至背光切片打磨完成为止。
39.定位部5包括定位基板500,定位基板500向上延伸地设有两对支撑板501,每对位于同侧的支撑板501上端设有上板502,每对位于同端的支撑板501上端均穿有转轴503,转轴503均设有转动竖板504,转动竖板504的下端均向内倾斜延伸地设有斜板505,斜板505下端之间连接有驱动机构,转动竖板504的内壁均垂直向内延伸地设有内伸板506,内伸板506位于转轴503的下方,内伸板506的另一端均铰接有铰接板507,铰接板507的另一端设有外延支板508,外延支板508的内侧端设有套筒509,套筒509内穿有内穿轴510,内穿轴510的上端安装有安装盘511,安装盘511的安装于上板502,转动竖板504的上端均铰接有连接转板522,连接转板522的另一端均铰接有转动座523,转动座523均安装有滑动座524,滑动座524的两侧均设有凸形导向板525,凸形导向板525均安装于上板502,滑动座524的上端均安装有t形夹持座526,t形夹持座526的上端内壁均成形有夹持槽527,背光切片置于夹持槽527内。
40.定位部5在对背光切片进行夹持定位时,先将背光切片放置在夹持槽527之间,接着在驱动机构的作用下转动竖板504绕着转轴503转动,且在转动时,转动竖板504的上端向内转动,而转动竖板504的下端向外转动。而当转动竖板504进行转动时,内伸板506向下偏转,而内伸板506的向下偏转将使得套筒509沿着内穿轴510的轴向向下运动,同时地,当转动竖板504的上端向内转动时,将通过连接转板522带动滑动座524沿着凸形导向板525向内运动,并最终通过t形夹持座526完成对背光切片的夹持。其中,斜板505的设置可减少驱动机构的调节距离,同时相应的也提高了夹持时的响应速度。而套筒509和内穿轴510的使用对转动竖板504的转动起着导向限位的作用,并且也显著地提高了背光切片夹持的稳定性。
41.驱动机构包括均铰接于斜板505下端的连接头512,连接头512的另一端均设有驱动端板513,其中一个驱动端板513安装有驱动丝杆514,另外一个驱动端板513安装有四根连接柱518,连接柱518的另一端设有驱动轴承座517,驱动轴承座517内设有驱动丝套515,
驱动丝套515的外侧端设有第一齿轮516,第一齿轮516啮合有第二齿轮519,第二齿轮519连接有驱动电机520,驱动电机520安装有驱动安装座,驱动安装座安装于驱动轴承座517的上端。
42.驱动机构在作用于转动竖板504的下端,并且使得转动竖板504绕着转轴503进行转动时,驱动电机520带动第二齿轮519进行转动,第二齿轮519在转动时将通过第一齿轮516带动驱动丝套515进行转动,驱动丝套515的转动将使得驱动丝杆514沿其轴向进行运动,并最终实现了驱动端板513之间的间距调节,而在夹持时,驱动端板513之间的间距增大。这种驱动方式操作精度高和稳定性强,进而提高了背光切片夹持的稳定性。
43.研磨部6包括两对升降机构,升降机构的下端设有一对固定下板621,升降机构的上端设有凹形升降架608,凹形升降架608上端安装有横板622,横板622的两端设有一对相互啮合的往复齿轮609,其中一个往复齿轮609连接有往复电机610,往复电机610安装于横板622,横板622的中间位置处向外延伸地设有外伸凸板613,外伸凸板613成形有矩形孔,矩形孔内设有工形往复座614,工形往复座614的上端安装有固定横板615,固定横板615与横板622相互平行,固定横板615的两端均铰接有往复推板612,往复推板612的另一端均设有偏心轴611,偏心轴611均偏心地设于往复齿轮609,工形往复座614的下壁安装有研磨底板,研磨底板的前后两侧均安装有一对转动固定座616,每对转动固定座616之间均设有转动柱617,转动柱617的两端均设有砂纸定位丝杆618,位于同一轴向的砂纸定位丝杆618螺纹旋向相反,每对砂纸定位丝杆618均设有夹持外板619,夹持外板619的内壁设有定位梯形块620,研磨底板的两侧均成形有梯形槽,当砂纸固定于研磨底板上时,定位梯形块620穿于梯形槽内。
44.研磨部6在对背光切片进行研磨时,在往复电机610的带动下两个往复齿轮609进行反向转动,而往复齿轮609在转动时将带动偏心轴611进行偏心转动,而偏心轴611的转动将通过往复推板612带动工形往复座614沿着矩形孔的长度方向进行往复运动,而工形往复座614在进行往复运动时,将带动固定在研磨底板上的砂纸进行往复运动,砂纸在运动的过程中将对背光切片完成研磨操作,而这种研磨方式效率较快,同时自动化程度较高。而在进行砂纸的更换时,通过转动柱617对砂纸定位丝杆618进行转动,砂纸定位丝杆618在转动时将带动夹持外板619进行运动,当对砂纸的两端进行夹持时,夹持外板619向内运动,并将定位梯形块620穿于梯形槽内,并通过两者配合提高砂纸的定位效果。当然为了进一步地提高夹持的稳定性,可在定位梯形块620外壁和梯形槽内设置防滑橡胶垫。当在进行砂纸的更换时,在砂纸定位丝杆618的带动下使得夹持外板619向外运动,而后进行砂纸的更换。
45.升降机构包括一对升降轴承座600,升降轴承座600的两侧均设有凹形支撑板601,凹形支撑板601安装于固定下板621,升降轴承座600之间设有升降丝杆602,升降丝杆602的下端设有升降从动轮603,升降从动轮603啮合有升降驱动轮604,升降驱动轮604连接有升降电机,升降电机安装于位于下端的升降轴承座600,升降丝杆602设有升降座605,升降座605向上延伸地设有四根升降推杆606,升降推杆606均穿于位于上端的升降轴承座600,升降推杆606的上端设有升降安装座607,升降安装座607安装于凹形升降架608。
46.升降机构采用调节精度高的丝杠进行调节,并通过这种调节方式方便对背光切片的研磨深度进行精确控制,当然也相应地也就提高了背光切片的研磨效果。而在调节时,在升降电机的带动下升降丝杆602进行转动,升降丝杆602在转动的过程中将带动升降座605
进行升降运动,而升降座605在进行升降运动时,升降推杆606对其起着导向的作用,而升降推杆606的升降运动将对砂纸的高度完成调节。
47.实施例3本实例提供一种沉铜背光切片制备方法,包括如下步骤:步骤1,钻孔(如图1中所示),通过数控钻床在生产板的板边缘处钻取4
‑
8个观察孔22,且观察孔22圆心位于同一轴线上,观察孔22的孔径尺寸为0.4mm
‑
1.1mm,且相邻两个观察孔22孔边缘之间的间距为1mm,其中观察孔22的数量主要由生产板不同孔径大小的种类决定的,且每个观察孔22的孔径大小与生产板上不同种类孔的孔径大小相匹配,通过这种方式可对生产板上不同类型的孔进行沉铜背光检测,从而提高了背光检测的全面性以及准确性。观察孔22的圆心位于同一轴线上的钻取方式主要了方便后期背光切片的制取,进而提高背光切片制取的成功率。一般地,生产板上小于0.4mm的孔不容易取样,同时一般的生产板基板不会设计这种尺寸的孔径,而当生产板上孔的孔径大于1.1mm时一般作为插件装配孔,而这种装配孔不需要沉铜,因此没必要检测,因此一般地观察孔22的孔径大小为0.4mm
‑
1.1mm。
48.步骤2,沉铜,将步骤1中的生产板固定在挂具或者挂篮上,并进行依次通过膨松、除胶、水洗、预中和、中和、水洗、除油、微蚀、预浸、活化、加速、水洗、化学沉铜以及水洗等步骤最终完成沉铜操作。
49.步骤3,背光切片2制取(如图2中所示),将步骤2所得的生产板置于实施例1的夹持工装4上,并通过取样机裁取观察孔22所在的区域,并获得背光切片2。具体可以采用如实施例1中的具体实施方法。
50.步骤4,研磨切片,通过实施例2的研磨装置对步骤3中所得的背光切片2进行研磨。
51.其中,具体的背光切片2的切片步骤包括:步骤3.1,依据生产板的尺寸通过调节机构对工形座431的位置进行调节。
52.步骤3.2,待裁切的生产板置于夹持工装4上。
53.步骤3.3,通过第一夹持部对生产板的两侧进行定位。
54.步骤3.4,通过第二夹持部对生产板的另外两侧进行定位。
55.步骤3.5,通过取样机裁取观察孔22所在的区域,并获得背光切片2,背光切片2的尺寸为10mm
×
12mm,其厚度与生产板的厚度一致,而由于是采用取样机进行取样,由于取样机本身能够裁取的尺寸为10mm
×
12mm,因此取样后获得的背光切片2的尺寸为10mm
×
12mm。
56.通过上述操作方法提高了生产板取样的精确性,避免出现取样失败的现象,同时也降低了材料的浪费。
57.其中,具体的背光切片2的研磨步骤包括:步骤4.1,将背光切片2置于t形夹持座526之间;步骤4.2,通过驱动机构带动转动竖板504绕着转轴503转动,并使得t形夹持座526向内运动,并通过t形夹持座526完成对背光切片2的夹持;步骤4.3,通过升降机构调节砂纸的高度,以使砂纸的磨面与背光切片2的上侧接触;步骤4.4,通过往复电机610带动两个往复齿轮609进行反向转动,以使工形往复座614下侧的砂纸沿着矩形孔的长度方向进行往复运动,并使砂纸对背光切片2的上侧进行研
磨,研磨过程中,通过升降机构对背光切片2的研磨深度进行控制,在研磨时,先用200目砂纸先对背光切片2进行研磨,当背光切片2的研磨深度接近于预定研磨深度时,使用2000目砂纸对背光切片2继续研磨,直至背光切片2的研磨深度等于预定研磨深度为止,当背光切片2的一侧研磨完成后,对背光切片2进行翻转,以使背光切片2的下侧朝上,并通过砂纸对背光切片2的下侧进行研磨。其中,背光切片2的第一长边20的预定研磨深度为观察孔22的二分之一,背光切片2的第二长边21的预定研磨深度为距离观察孔22边缘的2mm
‑
2.5mm。
58.这种研磨方式取代了传统的镊子夹取或者在背光切片2的外侧包裹一层水晶胶的方式,其中镊子夹取在进行背光切片2进行研磨时,容易出现斜面,同时在研磨时出现背光切片掉落的现象,对背光切片外形结构造成严重的影响,进而导致背光切片达不到研磨要求,从而直接对检测结果造成影响,或者产生废弃背光切片2,从而造成生产资料的浪费。而在背光切片2的外侧包裹一层水晶胶,虽然使得背光切片的尺寸增大了,也方便操作人员持握,但是水晶胶其本身容易对环境造成污染,同时也增加了研磨步骤,从而降低了背光切片2的制备效率。同时现有的无论采用镊子还是水晶胶均通过人工研磨的方式,这种研磨方式自动化程度较低,操作人员的工作强度较大,同时研磨效率较低,在研磨的过程中还需要不断地对研磨厚度进行测量,这无疑降低了研磨效率。而在该步骤中使用了专用的夹持部件对背光切片进行夹持,同时通过专用的研磨设备对背光切片2进行研磨,并且在研磨时也方便根据需要进行砂纸的更换。通过上述操作显著地提高了背光切片2研磨的效率和自动化程度,降低了操作人员的工作强度,提高了研磨精度,同时也提高了背光切片制备的成功率。其中,背光切片2的第二长边21的预定研磨深度为距离观察孔22边缘的2mm
‑
2.5mm,主要是为了确保背光测试的光线可以顺利的穿过测试样,当然在制备过程中不可人为的损坏半孔的弧壁。而光切片2的第一长边20的预定研磨深度为观察孔22的二分之一主要是为了扩大观察范围,以及观察深度。其中先采用200目砂纸进行背光切片的粗磨,使得第一长边20和第二长边21能够快速的接近研磨深度,而后通过2000目的砂纸对研磨面进行进一步地抛光,进而提高背光切片2的制备质量,同时提高了检测的准确性。
59.实施例4本实例提供一种沉铜背光切片检测方法,对沉铜背光切片制备方法制备所得的背光切片2进行背光检测,并与原希普列10级标准级数表进行比对,得到生产板的背光等级。在检测时,将背光切片2半孔朝上的放置在载物台上,并在背光切片2的第一长边20和第二长边21上各覆盖一个毛玻璃片3,然后通过夹子对背光切片2和毛玻璃片3之间进行固定(如图3中所示),固定完成后通过50
‑
200倍的放大镜或者金相显微镜进行背光检测,观察时,先进行上光聚焦,接着进行下光观察背光状况,并且一般地背光级数为4.25级以上时,可以认为该生产板的电镀孔铜的覆盖率和均匀性基本达到要求,其中毛玻璃片3的使用主要为了聚光,方便进行背光检测,提高成像准确度。
60.以上所述仅为本发明的优选实施例,并不用于限制本发明,显然,本领域的技术人员可以对本发明进行各种改动和变型而不脱离本发明的精神和范围。这样,倘若本发明的这些修改和变型属于本发明权利要求及其等同技术的范围之内,则本发明也意图包含这些改动和变型在内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。