1.本发明涉及医学测试仪技术领域,具体的说是单标定体模及制作该单标定体模的设备和制作方法。
背景技术:
2.目前qct测量骨密度所用体模由两部分组成,采用同步扫描的方式,其中一块用于做标定,另一块需要在病人扫描时垫在身体下方,与病人同时扫描,同步扫描造成病人扫描时活动受限,若病人腰椎、髋部等部位产生损伤甚至畸形时,同步扫描会给病人带来很大痛苦,并且当ct机不做骨密度测量时,需要将体模取下,做骨密度测量时又需要放上,影响操作效率。
3.该体模需要制作标定多种不同的骨密度,多标定体模的制作工艺繁琐,制作成本较高,体积、重量都较大,且扫描时需要精确定位,均造成使用不便;因此需设计一款新的体模,并配套其新的成型设备及工艺。
技术实现要素:
4.本发明的目的之一是针对现有技术的不足之处,提供一种单标定体模。
5.本发明的技术解决措施如下:
6.一种单标定体模,以总量100份计,包含以下重量份数的原料组分:85
‑
90份的聚乙烯,2
‑
5份的磷酸三钙,5
‑
9份的羟基磷灰石。
7.作为一种优选,包含以下重量份数的原料组分:87
‑
90份的聚乙烯,3
‑
4份的磷酸三钙,6
‑
8份的羟基磷灰石。
8.本发明的另一目的是针对现有技术的不足之处,提供一种单标定体模的制作设备。
9.本发明的技术解决措施如下:
10.一种单标定体模的制作设备,包括支撑架、转动设置在支撑架上的成型模,所述成型模的一端设置有封盖,其另一端设置有与其内径匹配的成型推板,所述封盖的中心位置开设有滑槽,所述滑槽内滑动设置有甩粉柱,所述甩粉柱的前端位置内部设置有用于容纳粉料的粉腔,壁上开设有若干出粉孔,所述甩粉柱伸入成型模内部,其与成型模内壁之间的空间用于填充聚乙烯,所述甩粉柱通过边转动并边向外退出的方式将内部的磷酸三钙和羟基磷灰石混合粉料甩出与聚乙烯混合;所述成型模的外侧边还设置用于对其进行加热的火焰喷嘴,所述成型推板用于在加热的同时对成型模内的物料进行挤压成型;所述封盖上开设有若干排气孔,所述封盖上还开设有加料孔,加料孔上设置密封塞。
11.作为一种优选,所述支撑架上设置有若干支撑成型模的支撑轮,所述成型模的外壁上还设置有同轴齿轮,与之对应的所述支撑架上设置有第一驱动力,所述第一驱动力的输出轴上设置与同轴齿轮啮合的驱动齿轮,所述第一驱动力用于在混粉以及加热的过程中带动成型模转动。
12.作为一种优选,所述出粉孔圆周阵列开设在粉腔的壁上,且靠近甩粉柱中间一侧的出粉孔设置为斜孔,且斜孔的外端朝向甩粉柱的前端部。
13.作为一种优选,所述甩粉柱的后端部上套设有连接环,所述连接环的前后侧在甩粉柱设置有限位圈,所述连接环上开设有螺纹孔,与之对应的在支撑架上设置有在私服电机带动下的丝杆,所述丝杆与螺纹孔配合。
14.作为一种优选,所述甩粉柱的后端还连接有用于带动其转动的转动件,所述转动件滑动设置在支撑架上。
15.作为又一种优选,所述成型推板连接有平推件,所述平推件固定在滑动架上,所述滑动架滑动设置在支撑架上,所述支撑架上设置有与滑动架配合的纵向滑轨。
16.本发明的又一目的是针对现有技术的不足之处,提供一种单标定体模的制作方法。
17.本发明的技术解决措施如下:
18.一种单标定体模的制作方法,
19.a、粉料混合,将定量的磷酸三钙粉料和羟基磷灰石粉料进行搅拌混合均匀,并将混合粉料加入到甩粉柱的粉腔内;
20.b、填充颗粒料,将加好混合粉料的甩粉柱推入成型模内,使甩粉柱的前端面贴合成型推板表面,然后往甩粉柱和成型模内壁之间的空间内填充入聚乙烯颗粒料;
21.c、甩粉混合,驱动成型模转动的同时驱动甩粉柱转动,甩粉柱转动的过程中混合粉料经出粉孔甩出进入到聚乙烯颗粒料的间隙中,且在甩粉的同时甩粉柱缓慢向外退移,成型推板在平推件带动下也缓慢向内推移,直至甩粉柱的前端面与封盖内表面平齐;
22.d、加热,完成混料后成型模继续转动,开启火焰喷嘴对其进行加热;
23.e、挤压成型,继续加热的同时,再次启动平推件带动成型推板继续向内移动对成型模内的熔融料进行挤压成型。
24.作为一种优选,所述火焰喷嘴在对成型模加热6
‑
10min时开始启动平推件带动成型推板进行挤压成型;
25.火焰喷嘴开始位于成型模底部靠左侧的位置随着成型推板的移动缓慢向右移动,成型模内部的料左侧先熔融右侧的后熔融。
26.本发明的有益效果在于:
27.本发明的单标定体模是配合异步扫描标定而特制的一种区别于多标定体模的新型体模,该体模具有体积小,存取使用方便,配合异步扫描标定避免对测量病人产生影响,替代同步多标定体模,模拟人体骨骼,以实现qct的标定;
28.本发明配合该单标定体模设计的制作设备,结构简单巧妙,其通过在成型模内中心位置设置可滑动的甩粉柱,将颗粒状的聚乙烯填充在甩粉柱和成型模内壁之间的空间内,将混合的磷酸三钙和羟基磷灰石粉料放在甩粉柱的粉腔内,然后让成型模缓慢转动的同时然内部的甩粉柱以较快速度转动,且边转动边缓慢向外退出,在此过程中粉腔内的粉料被均匀甩出混入到聚乙烯颗粒料的空隙中去,该种颗粒和粉料混合的方式混合均匀,克服了现有的搅拌设备难以将颗粒料和粉料均匀混合的问题;
29.完成混合时甩粉柱也刚好退出,紧接着就对成型模进行加热,加热到一定程度即进行挤压成型,该种成型方式简单,且配合该种混料方式挤出的产品内部材料分布均匀,各
部位ct至较为稳定;
30.此外,本发明中靠近甩粉柱中间一侧的出粉孔设置为斜孔,且斜孔的外端朝向甩粉柱的前端部,使得在粉腔内径受限,长度需要一定长度时粉腔内的粉在都能甩出的同时还能保证成型模内前端位置甩出的粉量也足够。
31.综上所述,本发明具有结构简单,混料方式巧妙,混料均匀,成型方式简单,成型的料内部质地均匀等优点,尤其适用于医学测试仪用体模设备技术领域。
附图说明
32.下面结合附图对本发明做进一步的说明:
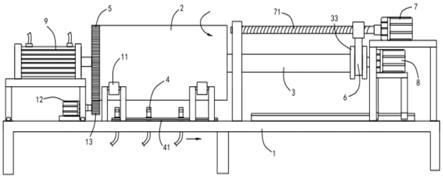
33.图1为单标定体模的制作设备的结构示意图;
34.图2为甩粉柱移出时的状态示意图;
35.图3为粉柱前端部贴合成型推板时的状态示意图;
36.图4为成型推板推压成型过程中的状态示意图;
37.图5为图2的a处放大示意图;
38.图6为成型模的侧视示意图;
39.图7为甩粉柱的结构示意图;
40.图8为连接环的结构示意图;
41.图9为单标定体模的制作设备的局部俯视示意图;
42.图10为成型推板移到成型模一侧时的状态示意图;
43.图11为标定体模的制作流程示意图。
具体实施方式:
44.下面结合附图对本发明实施例中的技术方案进行清楚、完整地说明。
45.下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制。
46.实施例一
47.一种单标定体模,以总量100份计,包含以下重量份数的原料组分:85
‑
90份的聚乙烯,2
‑
5份的磷酸三钙,5
‑
9份的羟基磷灰石。
48.进一步地,包含以下重量份数的原料组分:87
‑
90份的聚乙烯,3
‑
4份的磷酸三钙,6
‑
8份的羟基磷灰石。
49.该单标定体模是配合异步扫描标定而特制的一种区别于多标定体模的新型体模,该体模具有体积小,存取使用方便,配合异步扫描标定避免对测量病人产生影响,替代同步多标定体模,模拟人体骨骼,以实现qct的标定。
50.实施例二
51.如图1至图10所示的,一种单标定体模的制作设备,包括支撑架1、转动设置在支撑架1上的成型模2,所述成型模2的一端设置有封盖21,其另一端设置有与其内径匹配的成型推板22,所述封盖21的中心位置开设有滑槽23,所述滑槽23内滑动设置有甩粉柱3,所述甩粉柱3的前端位置内部设置有用于容纳粉料的粉腔31,壁上开设有若干出粉孔32,所述甩粉
柱3伸入成型模2内部,其与成型模2内壁之间的空间用于填充聚乙烯,所述甩粉柱3通过边转动并边向外退出的方式将内部的磷酸三钙和羟基磷灰石混合粉料甩出与聚乙烯混合;所述成型模2的外侧边还设置用于对其进行加热的火焰喷嘴4,所述成型推板22用于在加热的同时对成型模2内的物料进行挤压成型;所述封盖21上开设有若干排气孔211,所述封盖21上还开设有加料孔212,加料孔上设置密封塞;火焰喷嘴4设置在一个喷嘴滑座41上,喷嘴滑座41可以沿着横向平移,起始火焰喷嘴位于成型模下方靠向左侧的位置,在成型时对左侧的料先加热,然后随着成型推板的推压成型移动火焰喷嘴也横向缓慢平移,该种设置方式使得在挤压成型初始阶段最右侧靠近封盖位置的料没有先熔融,不会对排气孔211造成堵塞,使得前面挤压过程中内部的空气可以经右侧的料缝隙后再经排气孔排出,随着火焰喷嘴的右移而后才熔融右边的料。
52.本实施例配合单标定体模设计的制作设备,结构简单巧妙,其通过在成型模内中心位置设置可滑动的甩粉柱,将颗粒状的聚乙烯填充在甩粉柱和成型模内壁之间的空间内,将混合的磷酸三钙和羟基磷灰石粉料放在甩粉柱的粉腔内,然后让成型模缓慢转动的同时然内部的甩粉柱以较快速度转动,且边转动边缓慢向外退出,在此过程中粉腔内的粉料被均匀甩出混入到聚乙烯颗粒料的空隙中去,该种颗粒和粉料混合的方式混合均匀,克服了现有的搅拌设备难以将颗粒料和粉料均匀混合的问题。
53.此处,支撑架1上设置有若干支撑成型模2的支撑轮11,成型模2的外壁上还设置有同轴齿轮5,与之对应的支撑架1上设置有第一驱动力12,第一驱动力12的输出轴上设置与同轴齿轮5啮合的驱动齿轮13,第一驱动力12用于在混粉以及加热的过程中带动成型模2转动;驱动力可以为电机,电机带动驱动齿轮13转动,驱动齿轮13带动同轴齿轮5连同成型模2在支撑轮11上转动。
54.如图7所示的出粉孔32圆周阵列开设在粉腔31的壁上,且靠近甩粉柱3中间一侧的出粉孔32设置为斜孔,且斜孔的外端朝向甩粉柱3的前端部。
55.此处,靠近甩粉柱中间一侧的出粉孔设置为斜孔,且斜孔的外端朝向甩粉柱的前端部,使得在粉腔内径受限,长度需要一定长度时粉腔内的粉在都能甩出的同时还能保证成型模内前端位置甩出的粉量也足够
56.如图1所示的甩粉柱3的后端部上套设有连接环6,连接环6的前后侧在甩粉柱3设置有限位圈33,连接环6上开设有螺纹孔61,与之对应的在支撑架1上设置有在私服电机7带动下的丝杆71,丝杆71与螺纹孔61配合;伺服电机带动丝杆71转动,从而带动连接环6在丝杆71上水平移动。
57.甩粉柱3的后端还连接有用于带动其转动的转动件8,转动件8滑动设置在支撑架1上,转动件的转动速率可控,通过多次试验得出合适的转速以配合甩粉混合。
58.如图9所示的成型推板22连接有平推件9,所述平推件9固定在滑动架91上,所述滑动架91滑动设置在支撑架1上,所述支撑架1上设置有与滑动架91配合的纵向滑轨10。
59.在完成混合时甩粉柱也刚好退出,紧接着就对成型模进行加热,加热到一定程度即进行挤压成型,该种成型方式简单,且配合该种混料方式挤出的产品内部材料分布均匀,各部位ct至较为稳定;
60.在完成挤压成型后,冷却一段时间,完成冷却后,成型推板后退,后退至成型推板脱离成型模后滑动架91带动平推件9连同成型推板沿纵向滑轨10侧移开,甩粉柱再向内顶
将成型好的体模向外顶出。
61.实施例三
62.如图11所示的,一种单标定体模的制作方法,
63.a、粉料混合,将定量的磷酸三钙粉料和羟基磷灰石粉料进行搅拌混合均匀,并将混合粉料加入到甩粉柱3的粉腔31内;
64.b、填充颗粒料,将加好混合粉料的甩粉柱3推入成型模2内,使甩粉柱3的前端面贴合成型推板22表面,然后往甩粉柱3和成型模2内壁之间的空间内填充入聚乙烯颗粒料;
65.c、甩粉混合,驱动成型模2转动的同时驱动甩粉柱3转动,甩粉柱3转动的过程中混合粉料经出粉孔32甩出进入到聚乙烯颗粒料的间隙中,且在甩粉的同时甩粉柱3缓慢向外退移,成型推板22在平推件9带动下也缓慢向内推移,直至甩粉柱3的前端面与封盖21内表面平齐;
66.d、加热,完成混料后成型模2继续转动,开启火焰喷嘴4对其进行加热;
67.e、挤压成型,继续加热的同时,再次启动平推件9带动成型推板22继续向内移动对成型模2内的熔融料进行挤压成型。
68.进一步地,所述火焰喷嘴4在对成型模2加热6
‑
10min时开始启动平推件9带动成型推板22进行挤压成型;在完成成型后冷却20
‑
30min,然后成型推板22后撤,甩粉柱向内顶推将成型好的体模顶出,成型推板22后退至外侧脱离成型模腔,并在脱离后可以前后的任意一侧滑移开,给体模的取出让开空间。
69.在本发明的描述中,需要理解的是,术语“前后”、“左右”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的设备或部件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对发明的限制。
70.当然在本技术方案中,本领域的技术人员应当理解的是,术语“一”应理解为“至少一个”或“一个或多个”,即在一个实施例中,一个元件的数量可以为一个,而在另外的实施例中,该元件的数量可以为多个,术语“一”不能理解为对数量的限制。
71.以上结合附图所述的仅是本发明的优选实施方式,但本发明并不限于上述实施方式,应当指出,对于本领域的技术人员来说,在不脱离本发明结构的前提下,还可作出各种变形和改进,这些也应该视为本发明的保护范围,都不会影响本发明实施的效果和实用性。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。