1.本发明属于覆膜机制造技术领域,尤其涉及一种覆膜机辊筒组件检测装置及其方法。
背景技术:
2.覆膜机可分为即涂型覆膜机和预涂型覆膜机两大类。是一种用于纸类、板材、裱膜专用设备,经橡皮滚筒和加热滚筒加压后合在一起,形成纸塑合一的产品。在覆膜机生产过程中需要对覆膜机上辊筒之间的压力进行检测,检测未达到压力标准后,对辊筒组件进行调节,确保辊筒之间的压力符合塑封要求,这样才能确保达到想要的塑封效果。
3.目前的覆膜机辊筒自动检测过程中存在以下问题:在覆膜机检测过程中,无法精准的将压力检测片输送定位至辊筒之间的间隙内,从而导致压力检测片无法精准的检测辊筒之间的压力,影响辊筒检测的数据,进而导致无法对辊筒之间的压力进行调整,最终导致生产出来的辊筒不合格需要人工进行重复检测调整。在将压力检测片进行定位过程中,会出现由于无法将压力检测片进行良好的固定,导致压力检测片出现松动或晃动,进而影响最终的检测数据。
技术实现要素:
4.本发明的目的是为了解决上述现有覆膜机辊筒组件检测精度低的问题,提供一种覆膜机辊筒组件检测装置,该装置通过辊筒检测升降组件提升升降定位精度,通过辊筒检测水平定位组件提升水平定位精度,通过辊筒压力检测组件提升压力检测精度,进一步提升整体辊筒检测质量。
5.为本发明之目的,采用以下技术方案予以实现:
6.一种覆膜机辊筒组件检测装置,该装置包括第一辊筒检测机构和第二辊筒检测机构;第一辊筒检测机构和第二辊筒检测机构设置在机架的前后两侧;第一辊筒检测机构包括辊筒检测底板、辊筒检测前后定位板、辊筒检测升降支撑架、辊筒检测升降组件、辊筒检测水平定位组件和辊筒压力检测组件;辊筒检测底板设置在机架上,辊筒检测底板配合设置在辊筒检测底板上方,辊筒检测升降支撑架通过多根支撑导杆设置在辊筒检测前后定位板上,辊筒检测升降组件设置在辊筒检测升降支撑架与辊筒检测前后定位板之间,且在辊筒检测升降支撑架与辊筒检测前后定位板之间升降;辊筒检测水平定位组件设置在辊筒检测升降组件上,辊筒检测升降组件用于带动辊筒检测水平定位组件进行升降定位;辊筒压力检测组件设置在辊筒检测水平定位组件上;通过辊筒检测水平定位组件带动辊筒压力检测组件进行水平定位,辊筒压力检测组件用于对辊筒之间的压力进行检测。
7.作为优选,辊筒检测前后定位板通过辊筒检测前后定位导杆组设置在辊筒检测底板上方,且辊筒检测前后定位板通过多个辊筒检测前后定位滑轨设置在辊筒检测底板上。
8.作为优选,辊筒检测升降组件包括第一辊筒检测升降转轴、第二辊筒检测升降转轴、辊筒检测升降电机、辊筒检测升降定位板;第一辊筒检测升降转轴纵向设置辊筒检测前
后定位板和辊筒检测升降支撑架之间,且第一辊筒检测升降转轴位于辊筒检测前后定位板左侧;第二辊筒检测升降转轴纵向设置辊筒检测前后定位板和辊筒检测升降支撑架之间,且第二辊筒检测升降转轴位于辊筒检测前后定位板右侧;辊筒检测升降定位板通过多个升降定位套套设在第一辊筒检测升降转轴和第二辊筒检测升降转轴上,且辊筒检测升降定位板与第一辊筒检测升降转轴和第二辊筒检测升降转轴升降配合;辊筒检测升降定位板上设置两个有与辊筒压力检测组件相配合的前后移动定位通孔;辊筒检测升降电机位于第一辊筒检测升降转轴下方,且辊筒检测升降电机的转轴与第一辊筒检测升降转轴连接;辊筒检测升降电机的转轴上设置有主动传动导轮;第二辊筒检测升降转轴的底部连接有从动传动导轮;主动传动导轮和从动传动导轮通过检测传动皮带张紧连接。
9.作为优选,辊筒检测前后定位板底部设置有辅助传动导轮;主动传动导轮、从动传动导轮和辅助传动导轮通过检测传动皮带张紧连接。
10.作为优选,辊筒检测水平定位组件包括第一检测水平移动组和第二检测水平移动组;第一检测水平移动组和第二检测水平移动组分别设置在辊筒检测升降定位板的左右两侧;第一检测水平移动组包括检测水平移动电机、检测水平转轴、检测水平移动配合块和检测水平移动定位板;检测水平移动电机和检测水平转轴对齐设置在辊筒检测升降定位板的前侧底部,且检测水平转轴与检测水平移动电机的转轴连接,检测水平移动配合块配合设置在检测水平转轴上,检测水平移动配合块的顶部与检测水平移动定位板的前侧底部;检测水平移动定位板通过两条水平定位滑轨设置在辊筒检测升降定位板上;检测水平移动定位板上设置有用于辊筒压力检测组件前后移动的检测前后移动通孔。
11.作为优选,第一检测水平移动组和第二检测水平移动组中心对称设置且结构相同。
12.作为优选,辊筒压力检测组件包括第一压力检测模块和第二压力检测模块;第一压力检测模块和第二压力检测模块分别设置在第一检测水平移动组和第二检测水平移动组上,第一检测水平移动组包括辊筒压力检测电机、辊筒压力检测转轴、辊筒压力检测配合套、压力传感支撑座、压力传感安装座、压力传感连接板、压力传感器、连接压块和压力检测片;辊筒压力检测电机和辊筒压力检测转轴分别前后方向设置在检测水平移动定位板的底部,且辊筒压力检测电机的转轴与辊筒压力检测转轴的前端通过齿轮组连接,辊筒压力检测配合套配合设置在辊筒压力检测转轴上,压力传感支撑座设置在辊筒压力检测配合套上,压力传感安装座纵向设置在压力传感支撑座上,且压力传感安装座的顶部穿过检测水平移动定位板与压力传感连接板连接,压力传感连接板的后侧设置有u型检测开口,压力传感器设置在u型检测开口内,连接压块设置在压力传感器的后部;压力检测片前后方向设置在连接压块后部。
13.作为优选,第一压力检测模块和第二压力检测模块结构相同。
14.作为优选,连接压块设置有检测压口,检测压口通过检测压片与压力检测片后部固定连接。
15.一种覆膜机辊筒组件检测方法,依次通过以下步骤:通过辊筒检测前后定位板进行前后定位并固定;通过辊筒检测升降组件上的辊筒检测升降电机带动第一辊筒检测升降转轴进行旋转,并通过检测传动皮带同时带动第一辊筒检测升降转轴和第二辊筒检测升降转轴进行旋转,从而使辊筒检测升降定位板在第一辊筒检测升降转轴和第二辊筒检测升降
转轴上进行升降定位,使辊筒压力检测组件上的压力检测片对准第一辊筒和第二辊筒之间的检测间隙;通过辊筒检测水平定位组件上的检测水平移动电机带动检测水平转轴进行旋转,从而使检测水平移动配合块带动检测水平移动定位板进行水平移动定位;通过辊筒压力检测组件上的辊筒压力检测电机带动辊筒压力检测转轴进行旋转驱动;从而使辊筒压力检测配合套带动压力传感安装座进行前后移动,进而将第一压力检测模块上的压力检测片插入至左侧的第一辊筒和第二辊筒之间进行检测;将第二压力检测模块上的压力检测片插入至右侧的第一辊筒和第二辊筒之间进行检测。
16.采用上述技术方案的一种覆膜机辊筒组件检测装置,该装置通过辊筒检测升降定位板与第一辊筒检测升降转轴和第二辊筒检测升降转轴升降配合,便于使辊筒检测升降定位板更好的进行升降调节定位,进一步提升辊筒检测升降定位板升降定位精度。通过检测传动皮带同时带动第一辊筒检测升降转轴和第二辊筒检测升降转轴进行旋转,从而使辊筒检测升降定位板在第一辊筒检测升降转轴和第二辊筒检测升降转轴上进行升降,从而进一步提升升降定位精度,便于使辊筒压力检测组件更好的对准辊筒组件上辊筒间隙。通过两组检测水平移动组确保更精准的检测出第一辊筒组左右两侧的辊筒间隙的检测数据,防止由于第一辊筒和第二辊筒胶之间没有平行设置,从而只通过一个检测组检测出来的数据出现偏差,进而进一步提升检测精度。检测水平移动定位板通过两条水平定位滑轨设置在辊筒检测升降定位板上,从而进一步提升检测水平移动定位板的移动流畅性和移动平稳性。通过辊筒压力检测转轴旋转从而和辊筒压力检测配合套相配合带动辊筒压力检测配合套在辊筒压力检测转轴上进行前后移动定位。通过压力传感器设置在u型检测开口内,便于更好的将压力传感器固定在压力传感连接板上,提升连接强度。通过检测压片便于更好的将压力检测片进行固定,提升压力检测片的连接强度。
17.综上所述,本专利的优点是提升覆膜机辊筒的检测效率以及检测精度,提升覆膜机辊筒整体检测质量。
附图说明
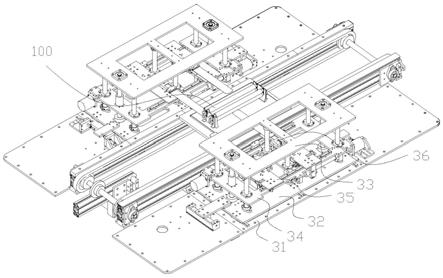
18.图1为本发明一种覆膜机辊筒组件检测装置的结构示意图。
19.图2为本发明中辊筒组件的结构示意图。
20.图3为本发明第一辊筒检测机构的结构示意图。
21.图4为本发明中辊筒压力检测组件的结构示意图。
具体实施方式
22.下面结合附图对本发明的具体实施方式做一个详细的说明。
23.如图1和图3所示,一种覆膜机辊筒组件检测装置,该装置包括第一辊筒检测机构和第二辊筒检测机构;第一辊筒检测机构和第二辊筒检测机构设置在机架的前后两侧;第一辊筒检测机构和第二辊筒检测机构前后对称设置且结构相同。通过第一辊筒检测机构和第二辊筒检测机构分别对辊筒组件100上的第一辊筒组101和第二辊筒组102相配合,同时对第一辊筒组101和第二辊筒组102上辊筒间的压力进行检测。第一辊筒检测机构包括辊筒检测底板31、辊筒检测前后定位板32、辊筒检测升降支撑架33、辊筒检测升降组件34、辊筒检测水平定位组件35和辊筒压力检测组件36;辊筒检测底板31设置在机架上,辊筒检测前
后定位板32通过辊筒检测前后定位导杆组321设置在辊筒检测底板31上方,通过辊筒检测前后定位导杆组321便于更好的将辊筒检测前后定位板32进行前后定位,方便前后调节以及进一步提升前后调节定位精度。辊筒检测前后定位板32通过多个辊筒检测前后定位滑轨设置在辊筒检测底板31上;通过多个辊筒检测前后定位滑轨便于使辊筒检测前后定位板32前后更好的进行滑动,提升滑动流畅性和平稳性。辊筒检测升降支撑架33通过多根支撑导杆331设置在辊筒检测前后定位板32上,通过多根支撑导杆331进一步提升支撑稳定性。辊筒检测升降组件34设置在辊筒检测升降支撑架33与辊筒检测前后定位板32之间,且在辊筒检测升降支撑架33与辊筒检测前后定位板32之间升降;辊筒检测水平定位组件35设置在辊筒检测升降组件34上,辊筒检测升降组件34用于带动辊筒检测水平定位组件35进行升降定位;辊筒压力检测组件36设置在辊筒检测水平定位组件35上;通过辊筒检测水平定位组件35带动辊筒压力检测组件36进行水平定位,辊筒压力检测组件36用于对辊筒之间的压力进行检测。
24.如图2所示,图中为本发明所要检测的辊筒组件100,辊筒组件100包括辊筒输送载板103、辊筒电接触底板104、第一辊筒支架105、第二辊筒支架106、第一辊筒组101和第二辊筒组102;辊筒输送载板103上设置有多个定位通孔1031;辊筒电接触底板104通过连接块设置在辊筒输送载具103上,第一辊筒支架105和第二辊筒支架106左右对称设置在辊筒电接触底板104上,第一辊筒组101和第二辊筒组102横向且前后设置在第一辊筒支架105和第二辊筒支架106之间,第一辊筒组101和第二辊筒组102结构相同且对称设置,第一辊筒组101包括上方的第一辊筒1011和下方的第二辊筒1012,第一辊筒1011和第二辊筒1012之间形成压力检测间隙,通过覆膜机辊筒组件检测装置对压力检测间隙进行压力检测,从而来保证细辊筒1011和粗辊筒1012之间的压力在规定的范围内。
25.如图3所示,辊筒检测升降组件34包括第一辊筒检测升降转轴341、第二辊筒检测升降转轴342、辊筒检测升降电机343、辊筒检测升降定位板344;第一辊筒检测升降转轴341纵向设置辊筒检测前后定位板32和辊筒检测升降支撑架33之间,且第一辊筒检测升降转轴341位于辊筒检测前后定位板32左侧;第二辊筒检测升降转轴342纵向设置辊筒检测前后定位板32和辊筒检测升降支撑架33之间,且第二辊筒检测升降转轴342位于辊筒检测前后定位板32右侧;辊筒检测升降定位板344通过多个升降定位套3441套设在第一辊筒检测升降转轴341和第二辊筒检测升降转轴342上,辊筒检测升降定位板344与第一辊筒检测升降转轴341和第二辊筒检测升降转轴342升降配合,便于使辊筒检测升降定位板344更好的进行升降调节定位,进一步提升辊筒检测升降定位板344升降定位精度。辊筒检测升降定位板344上设置两个有与辊筒压力检测组件36相配合的前后移动定位通孔;前后移动定位通孔用于给辊筒压力检测组件36提供空间。辊筒检测升降电机343位于第一辊筒检测升降转轴341下方,且辊筒检测升降电机343的转轴与第一辊筒检测升降转轴341连接,通过辊筒检测升降电机343带动第一辊筒检测升降转轴341进行旋转,辊筒检测升降电机343的转轴上设置有主动传动导轮3431;第二辊筒检测升降转轴342的底部连接有从动传动导轮3421;辊筒检测前后定位板32底部设置有辅助传动导轮321;主动传动导轮3431、从动传动导轮3421和辅助传动导轮321通过检测传动皮带张紧连接;通过检测传动皮带同时带动第一辊筒检测升降转轴341和第二辊筒检测升降转轴342进行旋转,从而使辊筒检测升降定位板344在第一辊筒检测升降转轴341和第二辊筒检测升降转轴342上进行升降,从而进一步提升升降定
位精度,便于使辊筒压力检测组件36更好的对准辊筒组件100上辊筒间隙。
26.辊筒检测水平定位组件35包括第一检测水平移动组和第二检测水平移动组;第一检测水平移动组和第二检测水平移动组分别设置在辊筒检测升降定位板344左右两侧且结构相同;通过两组检测水平移动组确保更精准的检测出第一辊筒组101左右两侧的辊筒间隙的检测数据,防止由于第一辊筒1011和第二辊筒胶1012之间没有平行设置,从而只通过一个检测组检测出来的数据出现偏差,进而进一步提升检测精度。第一检测水平移动组包括检测水平移动电机351、检测水平转轴352、检测水平移动配合块353和检测水平移动定位板354;检测水平移动电机351和检测水平转轴352对齐设置在辊筒检测升降定位板344的前侧底部,且检测水平转轴352与检测水平移动电机351的转轴连接,通过检测水平移动电机351带动检测水平转轴352进行旋转。检测水平移动配合块353配合设置在检测水平转轴352上,通过检测水平转轴352旋转与检测水平移动配合块353配合,使检测水平移动配合块353进行水平移动定位。检测水平移动配合块353的顶部与检测水平移动定位板354的前侧底部;检测水平移动定位板354上设置有用于辊筒压力检测组件36前后移动的检测前后移动通孔。检测水平移动定位板354通过两条水平定位滑轨3541设置在辊筒检测升降定位板344上,从而进一步提升检测水平移动定位板354的移动流畅性和移动平稳性。
27.如图4所示,辊筒压力检测组件36包括第一压力检测模块和第二压力检测模块;第一压力检测模块和第二压力检测模块分别设置在第一检测水平移动组和第二检测水平移动组上,第一压力检测模块和第二压力检测模块结构相同;第一压力检测模块包括辊筒压力检测电机361、辊筒压力检测转轴362、辊筒压力检测配合套363、压力传感支撑座364、压力传感安装座365、压力传感连接板366、压力传感器367、连接压块368和压力检测片369;辊筒压力检测电机361和辊筒压力检测转轴362分别前后方向设置在检测水平移动定位板354的底部且纵向位于前后移动定位通孔内。辊筒压力检测电机361的转轴与辊筒压力检测转轴362的前端通过齿轮组连接,通过辊筒压力检测电机361带动辊筒压力检测转轴362进行旋转驱动。辊筒压力检测配合套363配合设置在辊筒压力检测转轴362上,通过辊筒压力检测转轴362旋转从而和辊筒压力检测配合套363相配合带动辊筒压力检测配合套363在辊筒压力检测转轴362上进行前后移动定位。压力传感支撑座364设置在辊筒压力检测配合套363上,通过压力传感支撑座364进一步提升支撑稳定性和支撑牢固性。压力传感安装座365纵向设置在压力传感支撑座364上,且压力传感安装座365的顶部穿过检测水平移动定位板354与压力传感连接板366连接,压力传感安装座365在检测前后移动通孔内前后移动。压力传感连接板366的后侧设置有u型检测开口3661,压力传感器367设置在u型检测开口3661内,便于更好的将压力传感器367固定在压力传感连接板366上,提升连接强度。连接压块368设置在压力传感器367的后部;连接压块368设置有检测压口3681,检测压口3681通过检测压片3682与压力检测片369后部固定连接,且压力检测片369前后方向设置,通过检测压片3682便于更好的将压力检测片369进行固定,提升压力检测片369的连接强度。
28.工作时,通过辊筒检测前后定位板32进行前后定位并固定;通过辊筒检测升降组件34上的辊筒检测升降电机343带动第一辊筒检测升降转轴341进行旋转,并通过检测传动皮带同时带动第一辊筒检测升降转轴341和第二辊筒检测升降转轴342进行旋转,从而使辊筒检测升降定位板344在第一辊筒检测升降转轴341和第二辊筒检测升降转轴342上进行升降定位,使辊筒压力检测组件36上的压力检测片369对准第一辊筒1011和第二辊筒1012之
间的检测间隙;通过辊筒检测水平定位组件35上的检测水平移动电机351带动检测水平转轴352进行旋转,从而使检测水平移动配合块353带动检测水平移动定位板354进行水平移动定位;通过辊筒压力检测组件36上的辊筒压力检测电机361带动辊筒压力检测转轴362进行旋转驱动;从而使辊筒压力检测配合套363带动压力传感安装座365进行前后移动,进而将第一压力检测模块上的压力检测片369插入至左侧的第一辊筒1011和第二辊筒1012之间进行检测;将第二压力检测模块上的压力检测片369插入至右侧的第一辊筒1011和第二辊筒1012之间进行检测。
29.通过该装置上辊筒检测升降定位板344与第一辊筒检测升降转轴341和第二辊筒检测升降转轴342升降配合,便于使辊筒检测升降定位板344更好的进行升降调节定位,进一步提升辊筒检测升降定位板344升降定位精度。通过检测传动皮带同时带动第一辊筒检测升降转轴341和第二辊筒检测升降转轴342进行旋转,从而使辊筒检测升降定位板344在第一辊筒检测升降转轴341和第二辊筒检测升降转轴342上进行升降,从而进一步提升升降定位精度,便于使辊筒压力检测组件36更好的对准辊筒组件100上辊筒间隙。通过两组检测水平移动组确保更精准的检测出第一辊筒组101左右两侧的辊筒间隙的检测数据,防止由于第一辊筒1011和第二辊筒胶1012之间没有平行设置,从而只通过一个检测组检测出来的数据出现偏差,进而进一步提升检测精度。检测水平移动定位板354通过两条水平定位滑轨3541设置在辊筒检测升降定位板344上,从而进一步提升检测水平移动定位板354的移动流畅性和移动平稳性。通过辊筒压力检测转轴362旋转从而和辊筒压力检测配合套363相配合带动辊筒压力检测配合套363在辊筒压力检测转轴362上进行前后移动定位。通过压力传感器367设置在u型检测开口3661内,便于更好的将压力传感器367固定在压力传感连接板366上,提升连接强度。通过检测压片3682便于更好的将压力检测片369进行固定,提升压力检测片369的连接强度。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。