1.本发明涉及数粒包装设备技术领域,尤其涉及一种数粒称重灌装设备。
背景技术:
2.药丸、药片、胶囊等粒状物料在包装时需要数粒,一般通过在包装设备上设置数粒模块来进行计数,数粒一般是基于光电效应或视觉取像的原理,但这些粒料在生产、流转的过程中会不可避免有破损等不合格品,粒料的大小也由于生产工艺等原因会出现大小不一的现象,仅仅依靠数粒计数会在整体重量上存在偏差,导致质量出现问题。
技术实现要素:
3.本发明的目的是克服上述现有技术的缺点,提供一种可同时进行数粒和称重、结构紧凑的数粒称重灌装设备。
4.本发明是通过以下技术方案来实现的:
5.一种数粒称重灌装设备,包括上料机构、数粒下料机构、进瓶机构、输瓶工位带、空瓶称重机构、满瓶称重机构、剔瓶机构和出瓶机构,所述上料机构用于包装粒料的供料,所述数粒下料机构与上料机构对接,数粒下料机构包括若干组横向排列的数粒下料模组,所述数粒下料模组用于粒料的数粒和将数粒好的粒料灌装进包装瓶中,每组数粒下料模组设置有一个出料口,一个出料口对应一个灌装工位,对应灌装一个包装瓶。
6.所述进瓶机构将呈直立状态的包装瓶输送至输瓶工位带;所述输瓶工位带包括环形输送带和护瓶夹具,所述环形输送带在水平方向上环形设置,若干所述的护瓶夹具间隔均匀地设置在输送带上并随环形输送带的移动而移动,护瓶夹具具有与包装瓶的瓶身相适配的形状,当护瓶夹具运行至进瓶机构处时,护瓶夹具拨取进瓶机构上的包装瓶,并从瓶身两侧护住包装瓶使包装瓶随护瓶夹具的移动而移动,包装瓶在护瓶夹具的带动下依次经过空瓶称重机构、数粒下料机构和满瓶称重机构,以及剔瓶机构和出瓶机构。
7.所述空瓶称重机构、数粒下料机构、满瓶称重机构、剔瓶机构和出瓶机构沿输瓶工位带的方向依次设置并与输瓶工位带衔接。所述空瓶称重机构和满瓶称重机构具有相同的结构,均包括推瓶组件和若干个称重位,每个称重位上均设置有称重传感器,当包装瓶到位、输瓶工位带停止运行时,所述推瓶组件将待称量的包装瓶推至称重位上并使包装瓶与护瓶夹具隔开一定的间隙,称重传感器对包装瓶进行称重,称重完后,再将包装瓶推回至与护瓶夹具接触,包装瓶随输瓶工位带上的护瓶夹具继续向前运行。当包装瓶输送至数粒下料机构处时,数粒下料机构将数粒好的粒料灌装进包装瓶中,灌装时输瓶工位带停止运行,装完后的包装瓶继续随护瓶夹具向前运行。空瓶称重机构和满瓶称重机构需与整个设备的机架分开,独立设置,防止其它设备的运行对称重的影响。
8.以整个生产线为对象,数粒下料机构与空瓶称重机构、满瓶称重机构的运行相配合,输瓶工位带停止运行时,输瓶工位带上后段的瓶子在进行空瓶称重,中间的包装瓶在进行灌装,前段的灌装好的包装瓶在进行称重,称重和灌装均完成后,输瓶工位带继续运行,
带动包装瓶运行至下一工位,输瓶工位带再次停止。空瓶称重机构上的称重工位与满瓶称重机构上的称重工位预设有映射关系,满瓶的重量与相应的空瓶的重量差值即为该包装瓶内物料的净重。
9.针对需要计数灌装的粒料数量较多的情况,由于其数粒和灌装所要耗费的时间会较长,而称重所需的时间则往往较短,为节省时间,可将数粒下料模组设置成随动形式,即参考本技术人现有cn201510699743的专利技术,将出料口设置成随输瓶工位带运行的随动模式,当称重结束而灌装还没有完成时,数粒下料模组上的出料口随着输瓶工位带稍稍前行一段距离,直至灌装完成后再返回。
10.所述剔瓶机构用于剔除计量不合格的包装瓶,所述出瓶机构用于输送计量合格的包装瓶(剔除不合格后的)。
11.进一步地,所述空瓶称重机构和满瓶称重机构上称重位的数量均为4,对应为四个连续排列的包装瓶同时称重;输瓶工位带上与空瓶称重机构、数粒下料机构、满瓶称重机构的对接处设置有若干工位,工位的间距与护瓶夹具的间距一致,护瓶夹具在环形输送带的运送下将包装瓶移取至各工位上;输瓶工位带与数粒下料机构对接的工位包括灌装工位和缓冲工位,灌装工位为输瓶工位带上与数粒下料机构的出料口相对应的工位;所述数粒下料机构上数粒下料模组的数量为4,对应4个出料口和4个灌装工位,为4个包装瓶同时灌装粒料,灌装工位间隔设置,第一个灌装工位与空瓶称重机构的称重位相邻接,相邻两灌装工位之间设置2个缓冲工位,最后一个灌装工位与满瓶称重机构上的称重位之间也设置有2个缓冲工位;输瓶工位带间歇式运行,每次运行移动4个工位,每次带动包装瓶前行4个工位。
12.进一步地,所述进瓶机构包括输送带和进瓶螺杆,所述进瓶螺杆设置在输送带的后段,用于使输送带上的包装瓶单行间隔排列输送至与输瓶工位带对接,进瓶螺杆的螺距与输瓶工位带上护瓶夹具间的间距相适配,使进瓶机构上的包装瓶输送到位时,护瓶夹具刚好到达包装瓶处以移取包装瓶。
13.进一步地,所述推瓶组件包括第一伺服电机、第一丝杆、第一螺母、导轨、移动板、前推板和后推板,所述导轨垂直于输瓶工位带的运行方向,所述第一伺服电机与所述第一丝杆驱动连接,所述第一螺母螺接在第一丝杆上,所述移动板固定在第一螺母上,移动板同时安装在所述导轨上并可沿导轨移动,所述前推板和后推板分别固定在所述移动板上,前推板与后推板相对设置,前推板设置于称重位靠近护瓶夹具的一侧,后推板设置在称重位远离护瓶夹具的一侧,包装瓶置于前推板和后推板之间,第一伺服电机驱动第一丝杆转动,第一丝杆带动第一螺母、移动板、前推板和后推板移动,前推板或后推板从包装瓶的侧面推动包装瓶,当前推板与包装瓶后侧面接触推动包装瓶瓶时,包装瓶脱开护瓶夹具一定间隙来到称重位上进行称重,当后推板与包装瓶前侧面接触推动包装瓶时,包装瓶被推回至靠近护瓶夹具,使包装瓶回到护瓶夹具的护瓶范围,护瓶夹具可护住包装瓶继续前行。
14.进一步地,所述上料机构包括若干个横向并列设置的料仓,料仓的数量与数粒下料模组的数量相一致,一个料仓对应一个数粒下料模组,为数粒下料模组供应粒料,所述料仓用于储存粒料,料仓出口设置于料仓侧壁的上部,每个料仓内均设置有拨料组件,所述拨料组件包括拨料板和拨料驱动组件,所述拨料板设置于料仓内靠近料仓出口的一侧,所述拨料驱动组件与拨料板相连以驱动拨料板向料仓出口移动,从而将料仓中的粒料分批推入数粒下料模组中。
15.进一步地,所述拨料驱动组件包括第二伺服电机、第二丝杆和第二螺母,所述拨料板与所述第二螺母相连,所述第二螺母螺接在所述第二丝杆上,所述第二伺服电机与第二丝杆驱动连接,第二伺服电机驱动第二丝杆转动,第二丝杆带动第二螺母及与第二螺母连接的拨料板移动以将料仓中的粒料分批推入数粒下料模组中。
16.进一步地,每个所述的数粒下料模组均包括多级振动下料组件、数粒通道、检测组件、剔料组件和数粒头,所述多级振动下料组件包括依次相连的多级振动输料通道,每级振动输料通道均连接有振动器以提供动力,各级振动的频率可根据粒料的密度、大小等来设置,每级振动输料通道均包括若干横向排布的输料轨道,前后相连的振动输料通道的输料轨道依次对接,最后一级振动输料通道的每条输料轨道对接一条所述的数粒通道,多级振动下料组件通过多级振动使粒料逐渐分散并排列在输料轨道中且最后一级振动输料通道的输料轨道中的粒料一粒粒依次落入对应的数粒通道中,该若干个数粒通道的末端连通该数粒下料模组的出料口;每条数粒通道上依次设置有所述的检测组件、剔料组件和数粒头,所述检测组件用于对通过数粒通道中的粒料一粒粒进行检测,所述剔除组件用于剔除经检测后不合格的粒料,所述数粒头用于对剔除不合格后的合格粒料进行计数。
17.进一步地,所述检测组件包括分别设置在数粒通道前侧和后侧的两组摄像装置,摄像装置分别对通过数粒通道中粒料的前后侧面进行视觉检测,主要检测粒料的颜色、形状、大小,颜色和大小是否合格,通过其形状判断其是否有破损。
18.进一步地,所述剔料组件包括吹气头、剔料通道和剔料斗,所述吹气头设置于数粒通道的一侧,所述剔料通道设置在数粒通道上与吹气头相对的另一侧,所述剔料斗设置在剔料通道出口的下方,吹气头将经检测后不合格的粒料吹入剔料通道中,不合格粒料经剔料通道落入剔料斗中。所述数粒头可为电子眼。
19.进一步地,所述剔瓶机构包括剔除星轮和沿所述剔除星轮周向排列的若干剔瓶工位,所述剔除星轮连接有驱动其转动的动力组件,每个剔瓶工位上均设置有用于吸住包装瓶侧面的吸盘,剔瓶工位与输瓶工位带上的护瓶夹具相对接,剔除星轮每转动一个剔瓶工位时,输瓶工位带移动一个护瓶夹具,当计量不合格的包装瓶移动至与剔瓶工位对接时,吸盘吸住包装瓶使其脱离护瓶夹具,并带动包装瓶进一步转动至设置在剔除星轮一侧的剔瓶仓,吸盘松开包装瓶,包装瓶落入剔瓶仓中。合格的包装瓶与剔瓶工位对接时,吸盘不吸附包装瓶,包装瓶进入出瓶机构,由出瓶机构输送至下一工序,如拧瓶盖工序。出瓶机构可为常规的输送带。
20.本发明通过设置相互衔接配合的空瓶称重机构、数粒下料机构、输瓶工位带和满瓶称重机构,使得粒料包装时可同时进行数粒和称重,且称重模块可保证各包装瓶的一一对应,不受包装瓶本身的影响,保证了包装计量的准确度,提高产品质量;数粒下料机构上在数粒模块前设置检测模块和剔除模块,数粒前先通过视觉技术剔除不合格的物料,进一步保证了产品质量;输瓶工位带的结构使得其可稳定输送包装瓶至任何工位,并可与进瓶机构、称重机构、数粒下料机构、剔瓶机构和出瓶机构平稳衔接,且可使整体结构紧凑;数粒下料机构与称重机构在运行中相互配合,节省了工序时间,提高包装效率,数粒下料机构可根据包装物料的数量设定成固定模式或随动模式,使用灵活,适用性广;料仓的结构设计使得物料可分批进入数粒下料机构中,避免大批粒料积压在下料机构处而影响粒料的振动分散,从而影响计数的准确性。
附图说明
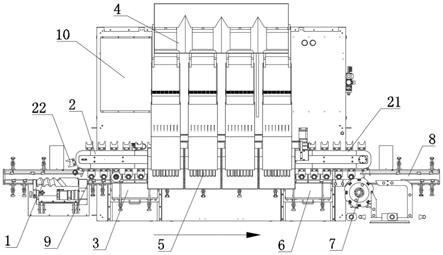
21.图1为本发明实施例的俯视结构示意图。
22.图2为本发明实施例的正面结构示意图。
23.图3为本发明实施例的部分结构示意图。
24.图4为本发明实施例中输瓶工位带上各工位的运行示意图。
25.图5为本发明实施例中空瓶称重机构的结构示意图。
26.图6为本发明实施例中空瓶称重机构的侧面剖视图。
27.图7为本发明实施例中上料机构和数粒下料机构的结构示意图。
28.图8为本发明实施例中上料机构和数粒下料机构的侧面剖视图。
29.图9为本发明实施例中上料机构的侧面剖视图。
30.图10为本发明实施例中进瓶机构与输瓶工位带的俯视结构示意图。
31.图11为本发明实施例中剔瓶机构与输瓶工位带的俯视结构示意图。
32.附图标记:1
‑
进瓶机构;2
‑
输瓶工位带;3
‑
空瓶称重机构;4
‑
上料机构;5
‑
数粒下料机构;6
‑
满瓶称重机构;7
‑
剔瓶机构;8
‑
出瓶机构;9
‑
包装瓶;10
‑
机架;11
‑
输送带;12
‑
进瓶螺杆;13
‑
护栏;14
‑
螺杆驱动组件;21
‑
环形输送带;22
‑
护瓶夹具;31
‑
称重位;32
‑
推瓶组件;321
‑
第一伺服电机;322
‑
第一丝杆;323
‑
第一螺母;324
‑
导轨;325
‑
移动板;326
‑
前推板;327
‑
后推板;33
‑
称重传感器;41
‑
料仓;42
‑
料仓出口;43
‑
拨料板;44
‑
拨料驱动组件;441
‑
第二伺服电机;442
‑
第二丝杆;443
‑
第二螺母;51
‑
多级振动下料组件;511
‑
输料轨道;52
‑
数粒通道;53
‑
检测组件;531
‑
摄像装置;54
‑
剔料组件;541
‑
吹气头;542
‑
剔料通道;543
‑
剔料斗;55
‑
数粒头;56
‑
料门组件;57
‑
出料口;58
‑
振动器;71
‑
剔除星轮;72
‑
剔瓶工位;73
‑
吸盘;74
‑
剔瓶仓。
具体实施方式
33.一种数粒称重灌装设备,如图1、图2所示,包括上料机构4、数粒下料机构5、进瓶机构1、输瓶工位带2、空瓶称重机构3、满瓶称重机构6、剔瓶机构7和出瓶机构8,进瓶机构1、空瓶称重机构3、数粒下料机构5、满瓶称重机构6、剔瓶机构7和出瓶机构8沿所述输瓶工位带2的运行方向依次设置并与输瓶工位带2衔接。上料机构4、数粒下料机构5、进瓶机构1、输瓶工位带2、剔瓶机构7和出瓶机构8设置在机架10上,空瓶称重机构3和满瓶称重机构6独立于机架10设置,防止机架10上设备的运行而影响称重。
34.如图1、图7所示,粒料储存于上料机构4中,并由上料机构4输送至数粒下料机构5。所述数粒下料机构5与上料机构4对接,如图2、图3,数粒下料机构5包括若干组横向排列的数粒下料模组,所述数粒下料模组用于粒料的数粒和将数粒好的粒料灌装进包装瓶中,每组数粒下料模组设置有一个出料口57,一个出料口57对应一个灌装工位,对应灌装一个包装瓶9。
35.本实施例中,如图1,所述上料机构4包括若干个横向并列设置的料仓41,料仓41的数量与数粒下料模组的数量相一致,一个料仓41对应一个数粒下料模组,为数粒下料模组供应粒料。所述料仓41用于储存粒料,如图8、图9,料仓出口42设置于料仓41侧壁的上部,每个料仓41内均设置有拨料组件,所述拨料组件包括拨料板43和拨料驱动组件44,所述拨料设置于料仓41内靠近料仓出口42的一侧,所述拨料驱动组件44与拨料板43相连以驱动拨料
板43向料仓出口42移动,拨料板43带动料仓41中的粒料向料仓出口42移动,从而将料仓41中的粒料分批推入数粒下料模组中。分批拨料可避免大量物料堆积在数粒下料模组的入料口处而影响粒料的振料分散,方便粒料的检测和数粒。
36.拨料驱动组件44的功能在于驱动拨料板43移动,可为气缸等现有驱动形式,本实施例中,如图9,所述拨料驱动组件44为丝杆螺母副结构,其包括第二伺服电机441、第二丝杆442和第二螺母443,所述拨料板43与所述第二螺母443相连,所述第二螺母443螺接在所述第二丝杆442上,所述第二伺服电机441与第二丝杆442驱动连接,第二伺服电机441驱动第二丝杆442转动,第二丝杆442带动第二螺母443及与第二螺母443连接的拨料板43移动以将料仓41中的粒料分批推入数粒下料模组中。
37.本实施例中,如图8,每个所述的数粒下料模组均包括多级振动下料组件51、数粒通道52、检测组件53、剔料组件54和数粒头55,所述多级振动下料组件51包括依次相连的多级振动输料通道,每级振动输料通道均连接有振动器58以提供动力,各级振动的频率可根据粒料的密度、大小等来设置,一般而言,振动的速度越来越大,将物料逐级分散。每级振动输料通道均包括若干横向排布的输料轨道511,前后相连的振动输料通道的输料轨道511依次对接,最后一级振动输料通道的每条输料轨道511对接一条所述的数粒通道52,多级振动下料组件51通过多级振动使粒料逐渐分散并排列在输料轨道511中且最后一级振动输料通道的输料轨道511中的粒料一粒粒依次落入对应的数粒通道52中,该若干个数粒通道52的末端连通该数粒下料模组的出料口57;每条数粒通道52上依次设置有所述的检测组件53、剔料组件54和数粒头55,所述检测组件53用于对通过数粒通道52中的粒料一粒粒进行检测,所述剔除组件用于剔除经检测后不合格的粒料,所述数粒头55用于对剔除不合格后的合格粒料进行计数。所述数粒头55可为电子眼。
38.本技术中的多级振动下料组件51可为三级振动下料组件,振动器58、输料轨道511等结构和形式可参照本技术人现有的专利技术,在此不一一赘述。数粒下料模组上还应设置相应的料门组件56,料门组件56也可参照本技术人的现有专利技术。
39.本实施例中,所述检测组件53包括分别设置在数粒通道52前侧和后侧的两组摄像装置531,摄像装置531分别对通过数粒通道52中粒料的前后侧面进行视觉检测。通过对物料前后两个侧面进行颜色、形状、大小等方面检测,将颜色大小不合格、外观残缺、破损的物料剔除。
40.本实施例中,所述剔料组件54包括吹气头541、剔料通道542和剔料斗543,所述吹气头541设置于数粒通道52的一侧,吹气头541连接气源,所述剔料通道542设置在数粒通道52上与吹气头541相对的另一侧,所述剔料斗543设置在剔料通道542出口的下方,吹气头541将经检测后不合格的粒料吹入剔料通道542中,不合格粒料经剔料通道542落入剔料斗543中。
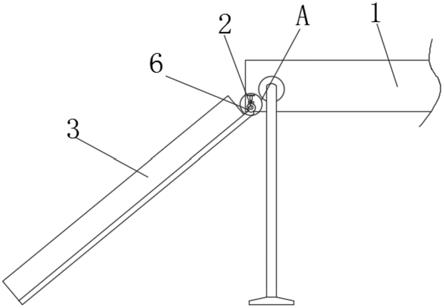
41.所述进瓶机构1将呈直立状态的包装瓶输送至输瓶工位带2;如图1、图10,所述输瓶工位带2包括环形输送带21和护瓶夹具22,所述环形输送带21在水平方向上环形设置,若干所述的护瓶夹具22间隔均匀地设置在输送带11上并随环形输送带21的移动而移动,护瓶夹具22具有与包装瓶9的瓶身相适配的形状,当护瓶夹具22运行至进瓶机构1处时,护瓶夹具22拨取进瓶机构1上的包装瓶,并从瓶身两侧护住包装瓶9,带动包装瓶9使包装瓶随护瓶夹具22的移动而移动,包装瓶9依次经过空瓶称重机构3、数粒下料机构5和满瓶称重机构6,
以及剔瓶机构7和出瓶机构8。
42.本实施例中,如图10,所述进瓶机构1包括输送带11和进瓶螺杆12,输送带11可对接理瓶工序,所述进瓶螺杆12设置在输送带11的后段,用于使输送带11上的包装瓶单行间隔排列输送至与输瓶工位带2对接,方便输瓶工位带2拨取包装9。输送带11的两侧还设置有用于护瓶的护栏13,进瓶螺杆11连接有螺杆驱动组件14,本实施例中为伺服电机,进瓶螺杆12的螺距与输瓶工位带2上护瓶夹具22间的间距相适配,使进瓶机构1上的包装瓶9输送到位时,护瓶夹具22刚好到达包装瓶9处以移取包装瓶。
43.所述空瓶称重机构3和满瓶称重机构6具有相同的结构,如图5、图6,以空瓶称重机构3为例,包括推瓶组件32和若干个称重位31,每个称重位31上均设置有称重传感器33,当包装瓶9到位(到达空瓶称重机构3)时,输瓶工位带2停止运行,所述推瓶组件32将待称量的包装瓶9推至称重位31上并使包装瓶9与护瓶夹具22隔开一定的间隙,称重传感器33对包装瓶进行称重,称重完后,再将包装瓶推回,输瓶工位带2继续运行,包装瓶随输瓶工位带2上的护瓶夹具22继续向前运行。推瓶组件32只需将包装瓶推开很小的距离,护瓶夹具22不触碰包装瓶不影响称重即可。
44.当包装瓶输送至数粒下料机构5处时,数粒下料机构5将数粒好的粒料灌装进包装瓶中,灌装时输瓶工位带2停止运行,装完后的包装瓶继续随护瓶夹具22向前运行。
45.以单个包装瓶为对象,当空瓶输送至空瓶称重机构3处时,输瓶工位带2停止运行,推瓶组件32将待称量的空瓶推至空瓶称重位31上,称重传感器33对空瓶进行称重,称重完后,将空瓶推回,输瓶工位带2继续运行,空瓶随护瓶夹具22继续向前运行;当运行至数粒下料工位时,输瓶工位带2停止运行,数粒下料机构5将数粒好的粒料灌装进包装瓶中,装完后输瓶工位带2继续运行,包装瓶继续随护瓶夹具22继续向前运行;当满瓶输送至满瓶称重机构6处时,输瓶工位带2停止运行,推瓶组件32将待称量的满瓶推至满瓶称重位31上,称重传感器33对满瓶进行称重,称重完后,将包装瓶推回,输瓶工位带2继续运行,满瓶随护瓶夹具22继续向前运行。
46.以整个生产线为对象,数粒下料机构5与空瓶称重机构3、满瓶称重机构6的运行相配合,输瓶工位带2停止运行时,输瓶工位带2上后段的瓶子在进行空瓶称重,中间的包装瓶在进行灌装,前段的灌装好的包装瓶在进行称重,称重和灌装均完成后,输瓶工位带2继续运行,带动包装瓶运行至下一工位时,输瓶工位带2再次停止。空瓶称重机构3上的称重工位与满瓶称重机构6上的称重工位预设有映射关系,满瓶的重量与相应的空瓶的重量差值即为该包装瓶内物料的净重。
47.针对需要计数灌装的粒料数量较多的情况,由于其数粒和灌装所要耗费的时间会较长,而称重所需的时间则往往较短,为节省时间,可将数粒下料模组设置成随动形式,即参考本技术人现有cn201510699743的专利技术,将出料口57设置成随输瓶工位带2运行的随动模式,当称重结束而灌装还没有完成时,数粒下料模组上的出料口57随着输瓶工位带2稍稍前行一段距离,直至灌装完成后再返回。
48.为方便称重,称重一般为对连续几个包装瓶同时进行称重,而为了适应各数粒模块的通用性,灌装对应的数粒下料机构5的各个出料口57一般较分散,间隔较远,很难对输瓶工位带2上输送的连续几个瓶子同时进行灌装,为使到达满瓶称重机构6处的包装瓶均能装满物料,以及综合考虑数粒称重的整体效率,本实施例中,如图3、图4,所述空瓶称重机构
3和满瓶称重机构6上称重位31的数量均为四,对应四个连续排列的包装瓶的同时称重。
49.输瓶工位带2是以包装瓶在各工序间的转移为基础,为方便叙述,以工位为单位进行描述,输瓶工位带2上与空瓶称重机构3、数粒下料机构5、满瓶称重机构6的对接处设置有若干工位,工位的间距与护瓶夹具22的间距一致,护瓶夹具22移取包装瓶至各工位上,空瓶称重机构3和满瓶称重机构6处对应的为称重工位。
50.如图4,输瓶工位带2与数粒下料机构5对接的工位包括灌装工位和缓冲工位,灌装工位为输瓶工位带2上与数粒下料机构5的出料口57相对应的工位;所述数粒下料机构5上数粒下料模组的数量为四,对应四个出料口57和4个灌装工位,可同时为四个包装瓶进行灌装,灌装工位间隔设置,第一个灌装工位与空瓶称重机构3的称重位31相邻接,相邻两灌装工位之间设置两个缓冲工位,最后一个灌装工位与满瓶称重机构6上的称重位31之间也设置有两个缓冲工位;输瓶工位带2间歇式运行,每次运行移动四个工位,每次带动包装瓶前行四个工位。
51.以图4中空瓶称重机构上的4个称重位上的4个空瓶为例,当输瓶工位带移动4个工位后,第一个空瓶、第四个空瓶分别来到出料口a和出料口b处进行灌装;当输瓶工位带再移动4个工位后,第三个空瓶来到出料口c处进行灌装;当输瓶工位带再移动4个工位后,第二个空瓶来到出料口d处进行灌装;如此,4个空瓶在输瓶工位带运行三次后均均灌装完成,输瓶工位带再移动4个工位后,4个罐装满的包装瓶依次来到满瓶称重位进行称量。
52.通过上述结构和方法设置,可同时将4个空瓶移动至空瓶称重机构3处进行称重,称重完后,4个空瓶同时被移取至数粒下料机构5处进行灌注,数粒下料机构5上共有12个工位,输瓶工位带2间隔运行4次后,原有的在空瓶称重机构3上的空瓶全部被灌满物料,并被转移至满瓶称重机构6处进行称重。可做到空瓶称重机构3处的称重位与满瓶称重机构6处的称重位一一对应,实现称重的可追溯性,数粒与称重相结合实现精准计量。
53.如图5、图6,推瓶组件32的作用在于推动包装瓶使其产生较小的位移,本实施例中,所述推瓶组件32包括第一伺服电机321、第一丝杆322、第一螺母323、导轨324、移动板325、前推板326和后推板327,所述导轨324垂直于输瓶工位带2的运行方向,所述第一伺服电机321与所述第一丝杆322驱动连接,所述第一螺母323螺接在第一丝杆322上,所述移动板325固定在第一螺母323上,移动板325同时安装在所述导轨324上并可沿导轨324移动,所述前推板326和后推板327分别固定在所述移动板325上,前推板326与后推板327相对设置,前推板326设置于称重位31靠近护瓶夹具22的一侧,后推板327设置在称重位31远离护瓶夹具22的一侧,包装瓶置于前推板326和后推板327之间,第一伺服电机321驱动第一丝杆322转动,第一丝杆322带动第一螺母323、移动板325、前推板326和后推板327移动,前推板326或后推板327从包装瓶的侧面推动包装瓶,当前推板326与包装瓶后侧面接触推动包装瓶瓶时,包装瓶脱开护瓶夹具22一定间隙来到称重位上进行称重,当后推板327与包装瓶前侧面接触推动包装瓶时,包装瓶被推回靠近护瓶夹具22,使包装瓶回到护瓶夹具22的护瓶范围,护瓶夹具22可护住包装瓶前行。本实施例中,一个推板一次推动空瓶称重机构3或满瓶称重机构6中称重位31上的多个包装瓶。
54.如图1、图11,所述剔瓶机构7用于剔除计量不合格的包装瓶,所述出瓶机构8用于输送计量合格的包装瓶(剔除不合格后的)。
55.本实施例中,如图11,所述剔瓶机构7包括剔除星轮71和沿所述剔除星轮71周向排
列的若干剔瓶工位72,所述剔除星轮71连接有驱动其转动的动力组件,每个剔瓶工位72上均设置有用于吸住包装瓶侧面的吸盘73,剔瓶工位72与输瓶工位带2上的护瓶夹具22相对接,剔除星轮71每转一个剔瓶工位72时,输瓶工位带2移动一个护瓶夹具22,当计量不合格(物料净重不在预设范围内)的包装瓶移动至与剔瓶工位72对接时,吸盘73吸住包装瓶使其脱离护瓶夹具22,并带动包装瓶进一步转动至设置在剔除星轮71一侧的剔瓶仓74时,吸盘73松开包装瓶,包装瓶落入剔瓶仓74中。合格的包装瓶与剔瓶工位72对接时,吸盘73不吸附包装瓶,包装瓶进入出瓶机构8,由出瓶机构8输送至下一工序,如拧瓶盖工序。出瓶机构8可为常规的输送带11。
56.上列详细说明是针对本发明可行实施例的具体说明,该实施例并非用以限制本发明的专利范围,凡未脱离本发明所为的等效实施或变更,均应包含于本案的专利范围中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。