1.本实用新型涉及电驱动总成技术领域,尤其涉及一种双压盖内孔加工夹具。
背景技术:
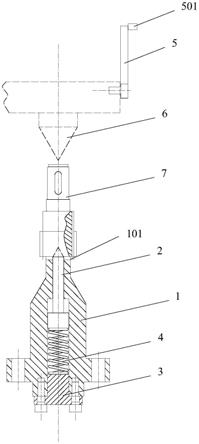
2.在汽车变速器和电驱动总成制造中,通常涉及盘齿类产品加工,如图7所示。
3.图7为一种带键槽的薄壁齿轮,因齿轮齿顶圆直径、齿根圆直径以及键槽深度等多方面尺寸要求,齿轮在键槽位置最薄处的厚度仅有1.5mm。热处理之后夹持齿顶圆或节圆加工内孔时,在夹持力的作用下,内孔发生塑性变形。
4.内孔加工完成后、夹持力保持时可以满足内孔0.006圆柱度的要求,但当去除夹持力从机床上取下工件后,塑性变形恢复引起内孔形位公差及尺寸变化,造成内齿形位公差及尺寸不合格。
技术实现要素:
5.本实用新型的目的在于提供一种双压盖内孔加工夹具,以解决此类薄壁齿轮加工后内孔形位公差及尺寸不合格的问题。
6.为此,本实用新型采用了以下技术方案:
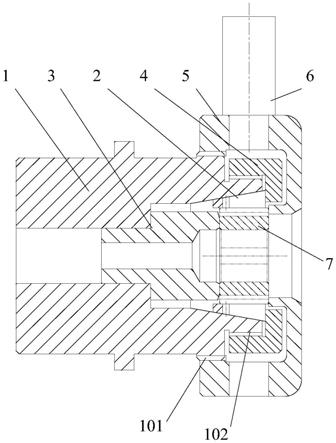
7.一种双压盖内孔加工夹具,包括夹具主体,涨套,定位块,第一压盖和第二压盖。其中,所述夹具主体,具有用于安装所述涨套的锥孔、位于锥孔底部的阶梯孔、第一外壁和第二外壁;所述涨套活动设置在所述夹具主体的锥孔内,用于工件外圆定心;所述定位块定位于所述阶梯孔上,用于支撑工件内端面;所述第一压盖设置在所述夹具主体上,且与第一外壁螺纹配合,用于压紧所述涨套的外端面;所述第二压盖设置在所述夹具主体上,且与所述第二外壁螺纹配合,用于压紧工件的外端面。
8.进一步地,所述第二压盖上设置有扳手。
9.进一步地,所述夹具主体与定位块之间为过盈配合。
10.进一步地,所述第二压盖盖设在第一压盖上,所述第一压盖通过旋拧压紧所述涨套。
11.进一步地,所述定位块的顶端设有工件加工避让槽。
12.与现有技术相比,本实用新型一种双压盖内孔加工夹具的有益效果是:
13.本实用新型提供了一种双压盖内孔加工夹具,其解决了背景技术中带键槽的薄壁齿轮加工后内齿形位公差及尺寸不合格的缺陷,双压盖结构第一压盖用于压紧涨套,起到找工件中心的作用;第二压盖用于压紧工件,起到夹紧工件的作用,通过外圆定心、端面压紧的双压盖夹具用于加工此类带键槽的薄壁齿轮内孔,结构简单,性能稳定。
14.除了上面所描述的目的、特征和优点之外,本实用新型还有其它的目的、特征和优点。下面将参照图,对本实用新型作进一步详细的说明。
附图说明
15.构成本技术的一部分的说明书附图用来提供对本实用新型的进一步理解,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。在附
16.图中:
17.图1为本实用新型双压盖内孔加工夹具结构示意图;
18.图2为本实用新型双压盖内孔加工夹具夹具主体结构示意图;
19.图3为本实用新型双压盖内孔加工夹具第一压盖结构示意图;
20.图4为本实用新型双压盖内孔加工夹具第二压盖结构示意图;
21.图5为本实用新型双压盖内孔加工夹具定位块结构示意图;
22.图6为本实用新型双压盖内孔加工夹具涨套结构示意图;
23.图7为本实用新型中盘齿类工件结构示意图。
24.附图标记说明
25.1、夹具主体;101、第一外壁;102、第二外壁;2、涨套;201、孔;202、槽;3、
26.定位块;4、第一压盖;5、第二压盖;6、扳手;7、工件。
具体实施方式
27.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本实用新型。
28.结合附图和实施例对本实用新型进一步说明:参见图1
‑
6,
29.如图1
‑
7所示,在一实施例中,一种双压盖内孔加工夹具,包括夹具主体1,涨套2,定位块3,第一压盖4和第二压盖5。
30.其中,所述夹具主体1,具有用于安装所述涨套2的锥孔、位于锥孔底部的阶梯孔、第一外壁101和第二外壁102;所述涨套2活动设置在所述夹具主体1的锥孔内,用于工件7外圆定心。
31.所述定位块3定位于所述阶梯孔上,用于支撑工件7内端面;所述第一压盖4设置在所述夹具主体1上,且与第一外壁101螺纹配合,用于压紧所述涨套2的外端面;所述第二压盖5设置在所述夹具主体1上,且与所述第二外壁102螺纹配合,用于压紧工件7的外端面。
32.如图1所示,在一实施例中,所述第二压盖5上设置有扳手6。所述第二压盖5与扳手6之间为间隙配合。所述扳手6用于插接在第二压盖5侧壁凹槽内,旋转拧动第二压盖5。
33.进一步地,所述夹具主体1与定位块3之间为过盈配合。
34.进一步地,所述第二压盖5盖设在第一压盖4上,所述第一压盖4通过旋拧压紧所述涨套2。
35.如图6所示,在一实施例中,所述涨套2具有柱状孔和与锥孔配合的锥面,所述涨套2上交叉分布设置孔201和槽202。
36.在一实施例中,夹具主体1锥面为20
°
,涨套2锥面为20
°
与夹具体配磨,接触面积大于80%活动设置在所述夹具主体1锥孔内。
37.如图5所示,在一实施例中,所述定位块3的顶端设有工件加工避让槽。
38.如图1所示,所述第一压盖4,具有第一中心通孔;所述第二压盖5,具有第二中心通
孔。所述第一中心通孔直径大于第二中心通孔直径。所述第一中心通孔用于容纳第二压盖5压紧工件的受力部位。所述第二压盖5内壁设置凹槽,用于容纳第一压盖4。
39.与现有技术相比,本实用新型一种双压盖内孔加工夹具的有益效果是:
40.本实用新型的夹具装夹带键槽的薄壁齿轮工件的过程如下:
41.如图1所示,将夹具总成装到机床上,夹持力夹持夹具主体1。开始使用时取下第二压盖5,拧松第一压盖4使其不压迫涨套2,此时涨套2处于松弛状态;将工件7装入图1所示所在位置,此时工件7外圆与涨套2内孔之间存在较大间隙;用手拧动第一压盖4使其压迫涨套2,涨套2收缩时涨套2内孔与工件7外圆之间的间隙逐步减小,当涨套2内孔与工件7外圆初接触时(即感觉拧紧第一压盖4的力变大时),停止拧紧第一压盖4的动作;拧上第二压盖5使其端面压上工件7并用扳手6拧紧第二压盖5,使工件7得到完全固定。加工内孔完成后用扳手6拧开第二压盖5并取下,之后取出工件7即可。
42.本实用新型中采用此双压盖内孔加工夹具装夹工件时,施加在工件7齿顶圆上的力小,有效避免了大夹持力造成的塑性变形,双压盖结构第一压盖4用于压紧涨套2,起到找工件7中心的作用;第二压盖5用于压紧工件7,起到夹紧工件7的作用,通过外圆定心、端面压紧的双压盖夹具用于加工此类带键槽的薄壁齿轮内孔,结构简单,性能稳定,解决了背景技术中带键槽的薄壁齿轮加工后内齿形位公差及尺寸不合格的问题。
43.以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。