1.本实用新型涉及铆接模具技术领域,尤其涉及一种可自动送料的金属板材冲压铆接模具。
背景技术:
2.模具是指在工业生产上用以注塑、吹塑、挤出、压铸或锻压成型、冶炼、冲压等方法得到所需产品的各种模子和工具。简而言之,模具是用来制作成型物品的工具,这种工具由各种零件构成,不同的模具由不同的零件构成,铆接即铆钉连接,是一个机械词汇,是利用轴向力将零件铆钉孔内钉杆墩粗并形成钉头,使多个零件相连接的方法;
3.但是现有的冲压铆接模具使用时往往需要工作人员将铆接零件一个个的放置到冲压铆接枪头下,在此过程中极易出现事故导致工作人员受伤,危险程度较大。
技术实现要素:
4.本实用新型的目的是为了解决现有的冲压铆接模具使用时往往需要工作人员将铆接零件一个个的放置到冲压铆接枪头下,在此过程中极易出现事故导致工作人员受伤,危险程度较大的缺点,而提出的一种可自动送料的金属板材冲压铆接模具。
5.为了实现上述目的,本实用新型采用了如下技术方案:
6.一种可自动送料的金属板材冲压铆接模具,包括传动框,所述传动框内设置有多个传动辊,且传动框内固定连接有固定块,固定块上开设有凹槽,传动框的顶部固定连接有固定柱,固定柱的一侧固定连接有安装板,安装板的底部固定安装有液压缸,液压缸的输出轴上焊接有伸缩杆,固定柱的一侧固定连接有固定板,固定板上开设有通孔,伸缩杆的底端固定连接有齿杆,齿杆贯穿通孔并固定连接有铆接枪头,传动框与固定板相互靠近的一侧转动安装有同一个第一旋转杆,第一旋转杆的外侧固定套设有圆盘,圆盘的外侧固定连接有四个连接杆,四个连接杆的一端均固定连接有夹持机构,四个夹持机构均与铆接枪头相配合,第一旋转杆与齿杆相配合。
7.优选的,所述固定板上开设有齿轮腔,齿轮腔与通孔相互靠近的一侧开设有同一个第一旋转孔,第一旋转孔内转动安装有第二旋转杆,第二旋转杆的一端固定连接有第一齿轮,第一齿轮与齿杆相啮合,第二旋转杆的另一端固定连接有第一锥齿轮。
8.优选的,所述固定板的底部开设有与齿轮腔相接通的第二旋转孔,第二旋转孔内转动安装有第三旋转杆,第三旋转杆的顶端延伸至齿轮腔内并固定连接有第二锥齿轮,第二锥齿轮与第一锥齿轮相啮合,第三旋转杆的底端连接有第二齿轮,第一旋转杆的外侧固定套设有大齿轮,大齿轮与第二齿轮相啮合。
9.优选的,所述夹持机构包括u形板,u形板的两侧内壁上均开设有弹簧槽,两个弹簧槽内均滑动有夹持块,且两个弹簧槽的一侧内壁上均固定连接有弹簧的一端,两个弹簧的另一端分别与两个夹持块的一侧固定连接。
10.优选的,所述第三旋转杆的底端固定连接有旋转轮,第二齿轮的顶部开设有旋转
槽,旋转轮转动安装于旋转槽内,旋转槽的内壁上固定连接有棘齿圈,旋转轮的外侧对称设置有两个棘爪,棘爪与棘齿圈相配合。
11.与现有技术相比,本实用新型的优点在于:
12.1、本方案通过伸缩杆和齿杆与冲压铆接枪头相配合,齿杆与第一齿轮相配合,第二齿轮与大齿轮相配合,使得冲压铆接枪头在作业时可以通过第二齿轮和大齿轮带动第一旋转杆单向转动;
13.2、本方案通过弹簧与夹持块相配合,圆盘通过连接杆与u形板相配合,使得工作人员可以便捷的将铆接零件的放置到u形板上,便捷的进行上料,且提升了操作的安全性;
14.本实用新型在使用时可以在保证安全的前提下有效的进行上料,且通过这种上料方式可以有效的提升其加工效率。
附图说明
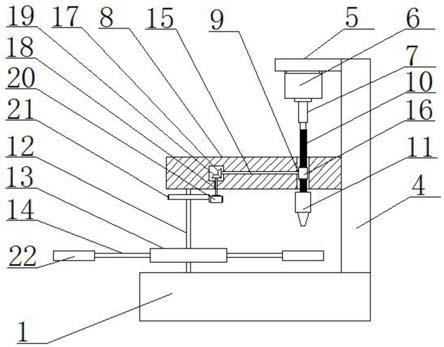
15.图1为本实用新型提出的一种可自动送料的金属板材冲压铆接模具的结构示意图;
16.图2为本实用新型提出的一种可自动送料的金属板材冲压铆接模具的俯视剖面结构示意图;
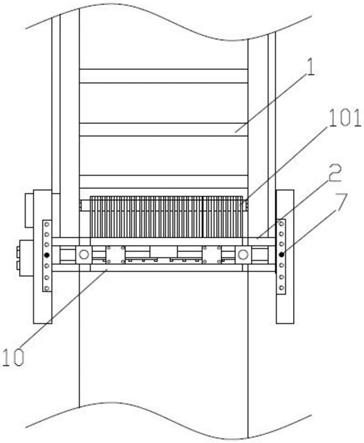
17.图3为本实用新型提出的一种可自动送料的金属板材冲压铆接模具的传动框结构示意图;
18.图4为本实用新型提出的一种可自动送料的金属板材冲压铆接模具的夹持机构结构示意图;
19.图5为本实用新型提出的一种可自动送料的金属板材冲压铆接模具的第二齿轮与旋转轮连接的结构示意图。
20.图中:1传动框、2传动辊、3固定块、4固定柱、5安装板、6液压缸、7伸缩杆、8固定板、9通孔、10齿杆、11铆接枪头、12第一旋转杆、13圆盘、14连接杆、15第二旋转杆、16第一齿轮、17第一锥齿轮、18第三旋转杆、19第二锥齿轮、20第二齿轮、21大齿轮、22u形板、23夹持块、24弹簧、25旋转轮、26棘齿圈、27棘爪。
具体实施方式
21.下面将结合本实施例中的附图,对本实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实施例一部分实施例,而不是全部的实施例。
22.实施例一
23.参照图1
‑
5,一种可自动送料的金属板材冲压铆接模具,包括传动框1,传动框1内设置有多个传动辊2,且传动框1内固定连接有固定块3,固定块3上开设有凹槽,传动框1的顶部固定连接有固定柱4,固定柱4的一侧固定连接有安装板5,安装板5的底部固定安装有液压缸6,液压缸6的输出轴上焊接有伸缩杆7,固定柱4的一侧固定连接有固定板8,固定板8上开设有通孔9,伸缩杆7的底端固定连接有齿杆10,齿杆10贯穿通孔9并固定连接有铆接枪头11,传动框1与固定板8相互靠近的一侧转动安装有同一个第一旋转杆12,第一旋转杆12的外侧固定套设有圆盘13,圆盘13的外侧固定连接有四个连接杆14,四个连接杆14的一端均固定连接有夹持机构,四个夹持机构均与铆接枪头11相配合,第一旋转杆12与齿杆10相
配合。
24.本实施例中,固定板8上开设有齿轮腔,齿轮腔与通孔9相互靠近的一侧开设有同一个第一旋转孔,第一旋转孔内转动安装有第二旋转杆15,第二旋转杆15的一端固定连接有第一齿轮16,第一齿轮16与齿杆10相啮合,第二旋转杆15的另一端固定连接有第一锥齿轮17,齿杆10位移时可以带动第一齿轮16转动。
25.本实施例中,固定板8的底部开设有与齿轮腔相接通的第二旋转孔,第二旋转孔内转动安装有第三旋转杆18,第三旋转杆18的顶端延伸至齿轮腔内并固定连接有第二锥齿轮19,第二锥齿轮19与第一锥齿轮17相啮合,第三旋转杆18的底端连接有第二齿轮20,第一旋转杆12的外侧固定套设有大齿轮21,大齿轮21与第二齿轮20相啮合,第一锥齿轮17可以带动第二锥齿轮19转动。
26.本实施例中,夹持机构包括u形板22,u形板22的两侧内壁上均开设有弹簧槽,两个弹簧槽内均滑动有夹持块23,且两个弹簧槽的一侧内壁上均固定连接有弹簧24的一端,两个弹簧24的另一端分别与两个夹持块23的一侧固定连接,弹簧24可以将形变反作用力传递至夹持块23上。
27.本实施例中,第三旋转杆18的底端固定连接有旋转轮25,第二齿轮20的顶部开设有旋转槽,旋转轮25转动安装于旋转槽内,旋转槽的内壁上固定连接有棘齿圈26,旋转轮25的外侧对称设置有两个棘爪27,棘爪27与棘齿圈26相配合,棘爪27可以与棘齿圈26分离或嵌合。
28.实施例二
29.参照图1
‑
5,一种可自动送料的金属板材冲压铆接模具,包括传动框1,传动框1内设置有多个传动辊2,且传动框1内通过焊接固定连接有固定块3,固定块3上开设有凹槽,传动框1的顶部通过焊接固定连接有固定柱4,固定柱4的一侧通过焊接固定连接有安装板5,安装板5的底部通过螺栓固定安装有液压缸6,液压缸6的输出轴上焊接有伸缩杆7,固定柱4的一侧通过焊接固定连接有固定板8,固定板8上开设有通孔9,伸缩杆7的底端通过焊接固定连接有齿杆10,齿杆10贯穿通孔9并通过螺栓固定连接有铆接枪头11,传动框1与固定板8相互靠近的一侧转动安装有同一个第一旋转杆12,第一旋转杆12的外侧通过焊接固定套设有圆盘13,圆盘13的外侧通过焊接固定连接有四个连接杆14,四个连接杆14的一端均通过焊接固定连接有夹持机构,四个夹持机构均与铆接枪头11相配合,第一旋转杆12与齿杆10相配合。
30.本实施例中,固定板8上开设有齿轮腔,齿轮腔与通孔9相互靠近的一侧开设有同一个第一旋转孔,第一旋转孔内转动安装有第二旋转杆15,第二旋转杆15的一端通过焊接固定连接有第一齿轮16,第一齿轮16与齿杆10相啮合,第二旋转杆15的另一端固定连接有第一锥齿轮17,齿杆10位移时可以带动第一齿轮16转动。
31.本实施例中,固定板8的底部开设有与齿轮腔相接通的第二旋转孔,第二旋转孔内转动安装有第三旋转杆18,第三旋转杆18的顶端延伸至齿轮腔内并通过焊接固定连接有第二锥齿轮19,第二锥齿轮19与第一锥齿轮17相啮合,第三旋转杆18的底端连接有第二齿轮20,第一旋转杆12的外侧通过焊接固定套设有大齿轮21,大齿轮21与第二齿轮20相啮合,第一锥齿轮17可以带动第二锥齿轮19转动。
32.本实施例中,夹持机构包括u形板22,u形板22的两侧内壁上均开设有弹簧槽,两个
弹簧槽内均滑动有夹持块23,且两个弹簧槽的一侧内壁上均通过焊接固定连接有弹簧24的一端,两个弹簧24的另一端分别与两个夹持块23的一侧通过焊接固定连接,弹簧24可以将形变反作用力传递至夹持块23上。
33.本实施例中,第三旋转杆18的底端通过焊接固定连接有旋转轮25,第二齿轮20的顶部开设有旋转槽,旋转轮25转动安装于旋转槽内,旋转槽的内壁上通过焊接固定连接有棘齿圈26,旋转轮25的外侧对称设置有两个棘爪27,棘爪27与棘齿圈26相配合,棘爪27可以与棘齿圈26分离或嵌合。
34.本实施例中,在使用时,首先需要将金属板材放置到传动辊2上,通过控制传动辊2来实现对金属板材的传输和自动送料效果,当金属板材被输送到合适的位置后,启动液压缸6,液压缸6的输出轴带动伸缩杆7延伸,伸缩杆7带动齿杆10向下位移,齿杆10带动冲压铆接枪头11将铆接零件从u形板22上顶出,并将铆接零件铆接到金属板材上,在此过程中,齿杆10带动第一齿轮16转动,第一齿轮16通过第二旋转杆15带动第一锥齿轮17转动,第一锥齿轮17带动第二锥齿轮19转动,第二锥齿轮19通过第三旋转杆18和旋转轮25带动第二齿轮20空转,使得第二齿轮20不会带动大齿轮21转动,当冲压铆接完成后,液压缸6会通过输出轴带动伸缩杆7收缩,使得伸缩杆7带动齿杆10向上位移,此时第三旋转杆18可以通过旋转轮25、棘爪27和棘齿圈26带动第二齿轮20转动,第二齿轮20可以带动大齿轮21转动,大齿轮21通过第一旋转杆12、圆盘13和连接杆14带动u形板22转动,从而使得u形板22通过弹簧24和夹持块23带动另一个铆接零件就位,工作人员可以在较为安全的位置向u形板22上放置铆接零件。
35.以上所述,仅为本实施例较佳的具体实施方式,但本实施例的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实施例揭露的技术范围内,根据本实施例的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实施例的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。