1.本实用新型主要涉及汽车零件制造领域,尤其涉及车身热成型冲切模具加热板。
背景技术:
2.汽车热成型冲压件是靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得汽车所需形状和尺寸的工件;其技术可分直接热成型以及间接热成型两种。
3.因为车身的形状较为复杂,且拉延较深,故而采用间接热成型方式进行加工,即工件先进行冷冲预成型,后再进入模具进行热冲压。
4.已公开中国实用新型专利,申请号cn201320486680.3,专利名称:汽车顶蓬热成型冲切模具加热板,申请日:20130809,本实用新型涉及一种汽车顶蓬热成型冲切模具加热板,包括加热板本体,所述加热板本体包括第一温区、第二温区、第三温区、第四温区、第五温区、第六温区,其中第一温区和第二温区分别设于加热板本体沿长度方向的两端,第五温区和第六温区设置于加热板本体的中部,且第六温区外侧为第二温区,第五温区外侧为第一温区,所述第四温区分居第六温区两端部,第三温区分居第五温区两端部;所述第一温区的中部设置有接线盒。本实用新型能确保模具各个温区设定温度与实际温差控制在10度左右,从而降低产品前期试制的报废率,降低产品开发成本,提升产品效益。
技术实现要素:
5.针对现有技术的上述缺陷,本实用新型提供车身热成型冲切模具加热板,对车身件进行热成型。
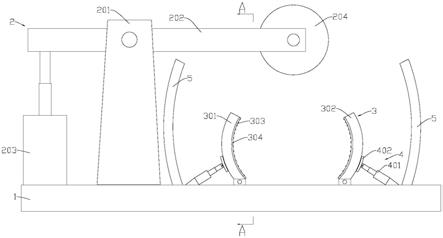
6.本实用新型提供车身热成型冲切模具加热板,包括上模组件,下模组件,导向柱4,加热板5,红外传感器6;
7.所述上模组件设置在所述下模组件的正上方;所述上模组件和下模组件通过导向柱4固定连接;
8.所述加热板5分别设置在上模组件的下表面和下模组件的上表面,在热冲压过程中对工件进行加热处理;
9.所述红外传感器6设置在固定在上模组件的加热板5的一侧,检测工件位置。
10.优选的,所述上模组件包括上模板1和上模型腔7;所述上模板1和上模型腔7自上向下依次固定设置。
11.优选的,所述下模组件包括下模板2和下模座3;所述下模板2和下模座3自上至下依次固定设置。
12.优选的,所述加热板5通过螺栓分别与上模组件和下模组件固定连接。
13.优选的,所述导向柱4设置有两个。
14.优选的,还包括温感器8,所述温感器8固定设置在所述加热板5的一侧。
15.优选的,所述温感器8和红外传感器6均与plc中控连接。
16.本实用新型的有益效果:针对车身件进行热成型,匹配度高,提高热成型产品质量。
附图说明
17.图1为本实用新型结构示意图;
18.图2为本实用新型另一角度结构示意图;
19.图中,
20.1、上模板;2、下模板;3、下模座;4、导向柱;5、加热板;6、红外传感器;7、上模型腔;8、温感器。
具体实施方式
21.下面结合附图对本实用进行详细描述,本部分的描述仅是示范性和解释性,不应对本实用新型的保护范围有任何的限制作用。
22.本实用新型提供车身热成型冲切模具加热板,包括上模组件,下模组件,导向柱4,加热板5,红外传感器6;
23.所述上模组件设置在所述下模组件的正上方;所述上模组件和下模组件通过导向柱4固定连接;
24.所述加热板5分别设置在上模组件的下表面和下模组件的上表面,在热冲压过程中对工件进行加热处理;
25.所述红外传感器6设置在固定在上模组件的加热板5的一侧,检测工件位置。
26.本实施例中优选的,所述上模组件包括上模板1和上模型腔7;所述上模板1和上模型腔7自上向下依次固定设置。
27.如图所示,为了方便看清上模型腔7内部结构,在图中,只表示了上模型腔7的外部线框(即上模型腔内为透视状态)。
28.本实施例中优选的,所述下模组件包括下模板2和下模座3;所述下模板2和下模座3自上至下依次固定设置。
29.本实施例中优选的,所述加热板5通过螺栓分别与上模组件和下模组件固定连接。
30.本实施例中优选的,所述导向柱4设置有两个。
31.设置上述结构,提高设备冲压时的稳定性。
32.本实施例中优选的,还包括温感器8,所述温感器8固定设置在所述加热板5的一侧。
33.设置上述结构,用于测温。
34.本实施例中优选的,所述温感器8和红外传感器6均与plc中控连接。
35.设置上述结构,可以检测工件温度及位置情况,及时反馈给系统。
36.工作原理:上模组件下压,对工件进行二次冲压固定,同时,加热板对工件进行加热。
37.需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构
造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
38.以上所述的本实用新型实施方式,并不构成对本实用新型保护范围的限定。任何在本实用新型的精神和原则之内所作的修改、等同替换和改进等,均应包含在本实用新型的权利要求保护范围之内。
技术特征:
1.车身热成型冲切模具加热板,包括上模组件,下模组件,导向柱(4),加热板(5),红外传感器(6);其特征在于,所述上模组件设置在所述下模组件的正上方;所述上模组件和下模组件通过导向柱(4)固定连接;所述加热板(5)分别设置在上模组件的下表面和下模组件的上表面,在热冲压过程中对工件进行加热处理;所述红外传感器(6)设置在固定在上模组件的加热板(5)的一侧,检测工件位置。2.根据权利要求1所述的车身热成型冲切模具加热板,其特征在于:所述上模组件包括上模板(1)和上模型腔(7);所述上模板(1)和上模型腔(7)自上向下依次固定设置。3.根据权利要求2所述的车身热成型冲切模具加热板,其特征在于:所述下模组件包括下模板(2)和下模座(3);所述下模板(2)和下模座(3)自上至下依次固定设置。4.根据权利要求3所述的车身热成型冲切模具加热板,其特征在于:所述加热板(5)通过螺栓分别与上模组件和下模组件固定连接。5.根据权利要求4所述的车身热成型冲切模具加热板,其特征在于:所述导向柱(4)设置有两个。6.根据权利要求5所述的车身热成型冲切模具加热板,其特征在于:还包括温感器(8),所述温感器(8)固定设置在所述加热板(5)的一侧。7.根据权利要求6所述的车身热成型冲切模具加热板,其特征在于:所述温感器(8)和红外传感器(6)均与plc中控连接。
技术总结
本实用新型提供车身热成型冲切模具加热板,对车身件进行热成型;包括上模组件,下模组件,导向柱4,加热板5,红外传感器6;所述上模组件设置在所述下模组件的正上方;所述上模组件和下模组件通过导向柱4固定连接;所述加热板5分别设置在上模组件的下表面和下模组件的上表面,在热冲压过程中对工件进行加热处理;所述红外传感器6设置在固定在上模组件的加热板5的一侧,检测工件位置;本实用新型的有益效果:针对车身件进行热成型,匹配度高,提高热成型产品质量。型产品质量。型产品质量。
技术研发人员:徐鑫山 汪桂葆 王云龙 张洁
受保护的技术使用者:安徽科正模具有限公司
技术研发日:2021.03.02
技术公布日:2021/11/22
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。