1.本技术涉及人防门生产的技术领域,尤其是涉及一种轴套定位焊接模具。
背景技术:
2.人防工程是人民防空工程,也叫人防工事,是指为保障战时人员与物资掩蔽、人民防空指挥、医疗救护而单独修建的地下防护建筑,以及结合地面建筑修建的战时可用于防空的地下室。其中,人防门是人防设备中较为重要的一部分,人防门由钢结构的人防门框、门扇和配件焊接组成。
3.现有的人防门上设有用于控制人防门开关的闭锁装置,闭锁装置包括穿过人防门的转轴。其中,在制造人防门时,为了可以在人防门上预留出供转轴穿过的通孔,故需要在人防门的钢筋架上预设供转轴穿过的闭锁轴套。目前的闭锁轴套主要主要由空心管、上面板与下底板所组成,在制作时,工人首先将预先开设好连接孔的上面板与下底板的位置同时固定,然后再将空心管穿过上面板与下底板,最后再依次进行下底板与空心管之间以及上面板与空心管之间的两条圆弧焊缝的焊接。
4.针对上述中的相关技术,发明人认为现有的闭锁轴套在加工时,需要工人用手来将下底板与上面板进行位置的固定,容易导致在焊接加工时下底板与上面板产生晃动的情况,存在有影响闭锁轴套焊接加工稳定性的缺陷。
技术实现要素:
5.为了能够有效的提高闭锁轴套的焊接加工稳定性,本技术提供一种轴套定位焊接模具。
6.本技术提供的一种轴套定位焊接模具采用如下的技术方案:
7.一种轴套定位焊接模具,包括安装杆、设置于安装杆两端的第一定位架与第二定位架、设置于第一定位架与第二定位架上且用于支撑下底板与上面板的支撑件、以及设置于第一定位架与第二定位架上且用于抵紧下底板与上面板的抵紧组件。
8.通过采用上述技术方案,通过设置第一定位架、第二定位架、支撑件与抵紧组件,工人可以在需要对下底板与上面板进行定位时,首先将下底板与上面板放置于支撑件与抵紧组件之间,以通过第一定位架上的抵紧组件与支撑件来同时对上面板与下面板的上半部进行抵紧限位,同时通过第二定位架上的抵紧组件与支撑件来同时对上面板与下面板的下半部进行抵紧限位,从而便于工人在固定后的上面板与下面板上进行空心管的焊接,在一定程度上提高了闭锁轴套的焊接加工稳定性。
9.可选的,所述第一定位架与第二定位架均包括固定杆与延伸杆,所述固定杆设置于安装杆的侧壁,所述延伸杆设置有两根,两根所述延伸杆分别设置在固定杆一侧的两端,所述抵紧组件整体设置于延伸杆上。
10.通过采用上述技术方案,通过设置在固定杆一侧的两端设置延伸杆,可以下底板与上面板在支撑件与两根延伸杆的共同作用下进行限位,然后通过在延伸杆上的抵紧组件
来对下底板与上面板作进一步的限位。
11.可选的,所述抵紧组件包括贯穿设置于延伸杆且延伸方向与固定杆的延伸方向相一致的抵触条、以及设置于延伸杆上且用于调节抵触条所在位置的调节件。
12.通过采用上述技术方案,通过设置抵触条与调节件,工人可以在需要对下底板与上面板的位置进行限定时,通过调节件来带动抵触条与下底板以及上面板进行抵触,并使下底板与上面板在支撑件与抵触条的共同作用下得到位置的限定。
13.可选的,所述调节件包括设置于延伸杆远离支撑件的一侧且整体位于抵触条周侧的套筒、设置于套筒内的连接块、以及贯穿设置于连接块且与连接块螺纹连接的螺杆,所述螺杆的一端与抵触条远离支撑件的一端相抵触。
14.通过采用上述技术方案,通过设置螺杆,工人可以在需要对抵触条的位置进行调整时,能够直接通过拧动螺杆来带动抵触条朝靠近支撑件的方向进行滑移,而通过设置套筒,可以有效的提高抵触条的滑移稳定性,同时还能够在一定程度上提高抵触条对下底板与上面板的限位稳定性。
15.可选的,所述支撑件包括设置于固定杆远离安装杆一侧的延伸板、以及设置于延伸板的侧壁且与延伸板位于同一平面的凸块。
16.通过采用上述技术方案,通过设置延伸板,工人可以在需要对下底板与上面板的位置进行限定时,能够通过抵触条与延伸板来实现对下底板与上面板的夹紧定位,而通过设置凸块,可以有效的缩短了延伸板与延伸杆之间的间距,从而能够缩短抵触条的长度,在一定程度上抵触条对下底板与上面板的定位稳定性。
17.可选的,所述延伸杆远离延伸板的一侧开设有延伸方向与延伸杆的长度方向相一致的让位槽,所述抵紧组件设置于让位槽内。
18.通过采用上述技术方案,通过设置让位槽,可以在一定程度上便于工人将抵触条贯穿延伸杆,同时还能有利于节省企业的生产成本。
19.可选的,所述抵紧组件沿让位槽的延伸方向均匀等间隔设置有多个。
20.通过采用上述技术方案,通过设置多个抵紧组件,可以有利于增强抵紧组件对下底板与上面板的抵紧力度,从而能够在一定程度上提高下底板与上面板在焊接加工时的稳定性。
21.可选的,所述抵触条靠近延伸板的一端设置为球面。
22.通过采用上述技术方案,通过将抵触条的一端设置为球面,可以便于工人将下底板与上面板滑插到凸块与延伸杆之间,从而能够在一定程度上提升了工人的工作效率。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.1.通过设置第一定位架、第二定位架、支撑件与抵紧组件,可以首先将下底板与上面板放置于支撑件与抵紧组件之间,通过第一定位架上的抵紧组件与支撑件来同时对上面板与下面板的上半部进行抵紧限位,同时通过第二定位架上的抵紧组件与支撑件来同时对上面板与下面板的下半部进行抵紧限位,从而便于工人在固定后的上面板与下面板上进行空心管的焊接,在一定程度上提高了闭锁轴套的焊接加工稳定性;
25.2.通过设置抵触条与调节件,工人可以在需要对下底板与上面板的位置进行限定时,通过调节件来带动抵触条与下底板以及上面板进行抵触,并使下底板与上面板在支撑件与抵触条的共同作用下得到位置的限定,另外,将抵触条的一端设置为球面,便于工人将
下底板与上面板滑插到凸块与延伸杆之间,从而能够在一定程度上提升了工人的工作效率。
附图说明
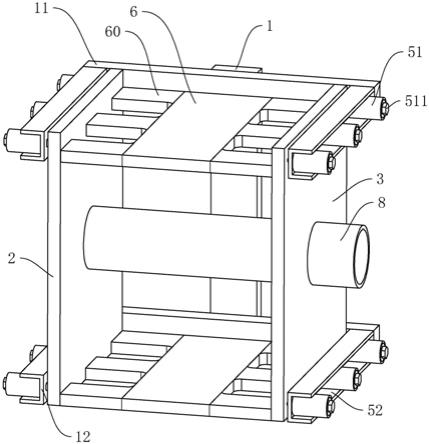
26.图1是本技术实施例一的轴套定位焊接模具与闭锁轴套的整体结构示意图;
27.图2是本技术实施例一的轴套定位焊接模具的整体结构示意图;
28.图3是图2中a部分的放大图;
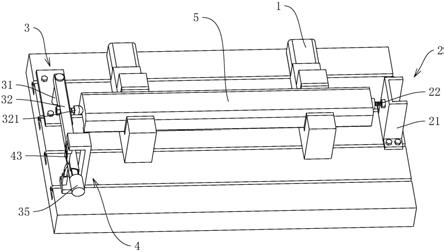
29.图4是本技术实施例二的轴套定位焊接模具与闭锁轴套的整体结构示意图;
30.图5是图4中b部分的放大图。
31.附图标记说明:1、安装杆;10、第一定位架;11、第二定位架;2、下底板;3、上面板;4、固定杆;5、延伸杆;50、抵触条;500、导向条;51、套筒;510、连接块;511、螺杆;512、导向槽;52、让位槽;6、延伸板;60、凸块;7、滑杆;70、螺丝;8、空心管。
具体实施方式
32.以下结合附图1
‑
5对本技术作进一步详细说明。
33.本技术实施例公开一种轴套定位焊接模具。
34.实施例一
35.参照图1,一种轴套定位焊接模具包括安装杆1、第一定位架10与第二定位架11。其中,第一定位架10与第二定位架11分别固定在安装杆1一侧侧壁的两端。
36.参照图1和图2,在本实施例中,第一定位架10与第二定位架11均包括固定杆4与延伸杆5。其中,固定杆4一侧的中部与安装杆1相固定,另外,延伸杆5设置有两根,且两根延伸杆5分别垂直固定在固定杆4远离安装杆1一侧侧壁的两端。
37.此外,为了实现对下底板2与上面板3的位置进行限制,故在固定杆4远离安装杆1一侧侧壁的中部设置有支撑件,同时,在延伸杆5上设置有抵紧组件。
38.参照图2,在本实施例中,支撑件包括延伸板6与凸块60。其中,延伸板6的一端与固定杆4远离安装杆1一侧侧壁的中部相连接,同时,延伸板6的宽度方向与固定杆4的延伸方向相一致,且延伸板6整体位于两根延伸杆5之间。另外,凸块60对称设置有两个,且两个凸块60分别位于延伸板6长度方向的两侧。
39.参照图2和图3,在本实施例中,抵紧组件包括抵触条50与调节件。其中,沿延伸杆5的长度方向开设有让位槽52,且让位槽52整体开设在延伸杆5远离延伸板6的一侧,同时,抵触条50贯穿设置在让位槽52的槽底。其中,抵触条50靠近延伸板6的一端设置为球面,且抵触条50的位置与凸块60的位置相对应。另外,调节件整体设置在让位槽52内,且调节件的位置抵触条50的位置相对应。
40.参照图3,在本实施例中,调节件包括套筒51与连接块510。其中,套筒51的一端与让位槽52的槽底相固定,同时,在套筒51的内侧壁对称开设有两条导向槽512,另外,在抵触条50的两侧对称设置有两根导向条500,且两根导向条500分别与两个导向槽512滑移连接。此外,连接块510整体安装在套筒51的内侧,且连接块510的纵截面呈圆形。
41.参照图1和图3,为了实现对抵触条50位置的调整,故在连接块510的中部贯穿设置有螺杆511,其中,螺杆511与连接块510螺纹连接且靠近抵触条50的一端可与抵触条50的端
部相抵触。
42.当工人需要对下底板2与上面板3的位置进行限制时,首先将下底板2竖直放置到延伸板6的长度方向的其中一侧,以使下底板2位于凸块60与延伸杆5之间的间隙中,然后通过拧动螺杆511来带动抵触条50整体朝靠近凸块60的方向进行滑移,直至使抵触条50的端部与下底板2的侧壁相抵紧,并最终使下底板2能够在抵触条50与凸块60的共同作用下进行定位。另外,工人可根据上述方法来将上面板3整体固定在延伸板6的另一侧,故在此不再赘述。此外,当工人按照上述方法完成对下底板2与上面板3的定位后,可以再进行空心管8与下底板2以及上面板3的焊接加工。
43.回看图1,为了能够进一步增强对下底板2与上面板3的限位作用,故沿延伸板6的长度方向均匀等间隔设置有多个凸块60,且在本实施例中,凸块60设置有三个,同时,沿让位槽52的延伸方向均匀等间隔设置有多个抵紧组件,且抵紧组件对应凸块60的数量设置有三个。
44.实施例二
45.参照图4和图5,实施例二与实施例一的不同之处在于,抵紧组件中的调节件包括滑杆7与螺丝70。其中,滑杆7整体设置在让位槽52内,且滑杆7的两侧侧壁分别与让位槽52的两侧槽壁滑移连接,另外,螺丝70贯穿设置在滑杆7的中部,且螺丝70与滑杆7螺纹连接,同时,螺杆511的端部与让位槽52的槽底转动连接。此外,在本实施例中,抵触条50设置有三个,三个抵触条50沿滑杆7的延伸方向均匀等间隔设置,且三个抵触条50均可贯穿让位槽52的槽底。
46.当工人需要对放置到延伸板6的其中一侧的下底板2进行限位时,可以直接通过拧动螺丝70来带动滑杆7进行滑移,从而通过滑杆7的滑移来进一步带动三个抵触条50同时与下底板2的侧壁进行抵紧。另外,工人可根据上述方法来将上面板3整体固定在延伸板6的另一侧,故在此不再赘述。此外,当工人按照上述方法完成对下底板2与上面板3的定位后,可以再进行空心管8与下底板2以及上面板3的焊接加工。
47.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。