1.本实用新型涉及一种应用于刀库的平移机构,具体是一种立卧刀库的平移机构。
背景技术:
2.在工业自动化发展进程中,单一的卧式加工中心或者立式加工中心无法满足产业链多变的需求,可立卧转换的机床及其配套的立卧刀库应运而生。立卧刀库对自身平移机构的负载、缓冲、稳定性、安全性各方面提出高要求,普通链式刀库的平移机构已经无法满足现状。
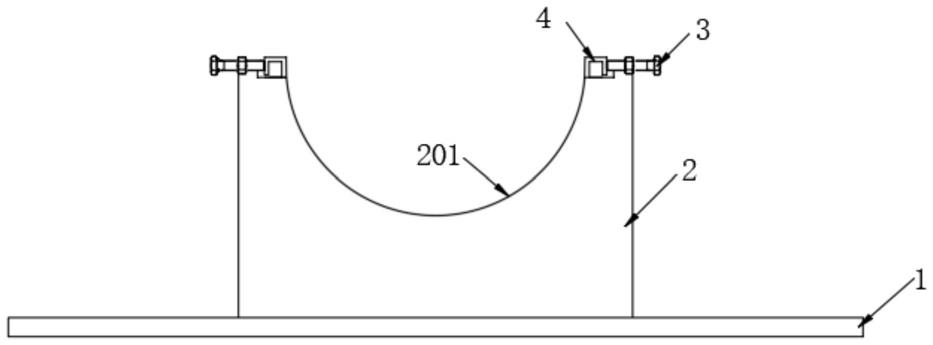
3.传统典型的平移机构的结构示意图见图1,由上导轨副1、齿条2、小齿轮3、下导轨副4、液压马达5、缓冲器6及其他机加工件组成,其简易工作原理是作为动力源的液压马达5通过小齿轮3与齿条2的组合,在上导轨副1和下导轨副4的自由度限制下带动机械手平移,并通过缓冲器6及电信号控制进行减速制动与定位。这种平移机构的缺点是:1)小齿轮3与液压马达5的输出端仅通过一枚螺钉紧固,在平移机构运行过程中,小齿轮3与齿条2啮合产生的扭矩作用于此处螺钉,可能带来安全隐患;2)由于空间结构限制,上导轨副1为单滑块导轨副,下导轨副4为双滑块导轨副,小齿轮3与齿条2啮合处靠近上导轨副1,且相对立卧刀库的载荷来说,承载能力较弱,机械手载荷大部分集中于单滑块的上导轨副1上,由于受力集中,安全系数不高;3)平移机构运行至接近左、右极限位置时,仅靠缓冲器6提供单缓冲,减速与制动能力较弱。
技术实现要素:
4.本实用新型所要解决的技术问题是,针对现有技术的不足,提供一种安全系数高、稳定性好、减速与制动能力强的立卧刀库的平移机构。
5.本实用新型解决上述技术问题所采用的技术方案为:一种立卧刀库的平移机构,包括支撑架、平移底座、缓冲油缸、传动组件和制动组件,所述的平移底座可移动地安装在所述的支撑架的前侧,所述的缓冲油缸安装在所述的支撑架的左端,所述的传动组件包括连接支架、大齿轮、小齿轮、上齿条、下齿条、上导轨副和下导轨副,所述的连接支架与所述的缓冲油缸的活塞杆相连,所述的大齿轮与所述的小齿轮固定连接并同轴套设在一齿轮销上,所述的小齿轮面向所述的支撑架的前端面,所述的大齿轮面向所述的平移底座的后端面,所述的齿轮销前后定位安装于所述的连接支架,所述的上齿条固定在所述的平移底座的背面,所述的上齿条位于所述的大齿轮的上侧并与所述的大齿轮啮合,所述的下齿条固定在所述的支撑架的正面,所述的下齿条位于所述的小齿轮的下侧并与所述的小齿轮啮合,所述的上导轨副的直线导轨固定在所述的支撑架的上端,所述的上导轨副的直线导轨上安装有两块可滑动的上滑块,所述的下导轨副的直线导轨固定在所述的支撑架的下端,所述的上导轨副的直线导轨和所述的下导轨副的直线导轨上下并行设置,所述的下导轨副的直线导轨上安装有两块可滑动的下滑块,两块所述的上滑块和两块所述的下滑块分别与所述的平移底座的背面固定连接,所述的制动组件包括一对缓冲器、一对缓冲器挡块、一对
接近开关和一块接近开关挡块,所述的支撑架的左右端分别安装有一个所述的缓冲器,所述的上齿条的左端安装有一个所述的缓冲器挡块,所述的平移底座的右端安装有另一个所述的缓冲器挡块,所述的支撑架左端的缓冲器正对所述的上齿条左端的缓冲器挡块,所述的支撑架右端的缓冲器正对所述的平移底座右端的缓冲器挡块,所述的支撑架的顶端安装有两个支撑条,每个所述的接近开关安装在一个所述的支撑条上,所述的一对接近开关分别设于所述的平移底座移动的左右侧极限位置,所述的接近开关挡块安装在所述的平移底座的顶端,所述的接近开关挡块与所述的一对接近开关相适配。
6.本实用新型立卧刀库的平移机构安装后,刀库的摆转机构连接设置在支撑架的后侧,刀库的机械手及机械手翻转机构等连接设置在平移底座的前侧,即支撑架作为平移机构的安装基准,平移底座作为承载载荷的载体。
7.本实用新型立卧刀库的平移机构工作时,在加工中心控制系统的控制下,缓冲油缸的活塞杆进行短行程的伸出运动时,带动连接支架、大齿轮和小齿轮右移,进而带动平移底座右移,小齿轮相对下齿条啮合的右移距离与活塞杆行程同步,上齿条相对大齿轮啮合的右移距离为活塞杆行程与大齿轮和小齿轮传动比的乘积,此时平移底座与机械手等部件右移的绝对距离为上述两个相对距离的总和,从而实现短行程的缓冲油缸带动机械手等部件右移较长行程的目的。当平移底座接近右侧极限位置时,支撑架右端的缓冲器顶住平移底座右端的缓冲器挡块进行减速,直至位于平移底座移动的右侧极限位置的接近开关感应到平移底座上的接近开关挡块,此时右侧极限位置上的接近开关向加工中心控制系统反馈信号,由加工中心控制系统控制缓冲油缸的活塞杆停止运动,右移动作完成。
8.同理,当加工中心控制系统控制缓冲油缸的活塞杆进行短行程的缩回运动时,活塞杆带动连接支架、大齿轮和小齿轮左移,进而带动平移底座左移,实现短行程的缓冲油缸带动机械手等部件左移较长行程的目的。当平移底座接近左侧极限位置时,支撑架左端的缓冲器顶住上齿条左端的缓冲器挡块进行减速,直至位于平移底座移动的左侧极限位置的接近开关感应到平移底座上的接近开关挡块,此时左侧极限位置上的接近开关向加工中心控制系统反馈信号,由加工中心控制系统控制缓冲油缸的活塞杆停止运动,左移动作完成。
9.优选地,所述的连接支架为凹口朝右的凹型连接支架,该凹型连接支架包括底板和分别垂直固定在底板两端的两块支板,所述的两块支板并行设置,所述的活塞杆的端部与所述的底板螺纹连接,所述的活塞杆与所述的底板之间压紧设置有一调整垫圈,所述的调整垫圈套设在所述的活塞杆的端部,所述的齿轮销前后横跨并定位安装在所述的两块支板上。通过配磨不同厚度的调整垫圈,可调节活塞杆的装配精度,确保活塞杆伸缩顺畅。
10.优选地,面向所述的平移底座的后端面的支板上开设有通孔,面向所述的支撑架的前端面的支板的前端开设有正对所述的通孔的沉孔,所述的齿轮销的前端和后端分别安装于所述的通孔和所述的沉孔,所述的齿轮销的前端的外圆周开设有环形槽,所述的连接支架上安装有一个尖端紧定螺钉和两个平端紧定螺钉,所述的齿轮销的前端由所述的尖端紧定螺钉定位,所述的尖端紧定螺钉的尖端定位于所述的环形槽内,所述的齿轮销的后端由一个所述的平端紧定螺钉定位,所述的活塞杆的端部由另一个所述的平端紧定螺钉定位。通过连接支架上的通孔和沉孔对齿轮销进行轴向限位,可保证大齿轮和小齿轮的安装精度,提高传动组件的可靠性。
11.优选地,所述的大齿轮的后端的中部设有定位凹槽,所述的小齿轮的前端的中部
设有定位凸台,所述的定位凸台嵌设在所述的定位凹槽内,所述的齿轮销的外侧套设有自润滑翻边轴承。定位凹槽与定位凸台的配合,对大齿轮和小齿轮起到较好的限位作用,有利于保证大齿轮与小齿轮的紧固度和同轴度。
12.优选地,所述的下齿条上开设有多个腰型孔,每个所述的腰型孔内安装有一个螺钉,所述的下齿条通过多个所述的螺钉固定在所述的支撑架的正面。腰型孔和螺钉的设计,配合调整垫圈,可进一步提高活塞杆的装配精度,避免活塞杆伸缩过程中发生阻塞卡顿。
13.优选地,所述的支撑架的面向所述的连接支架的一侧安装有第一薄板,所述的平移底座的面向所述的连接支架的一侧安装有第二薄板,所述的第一薄板和所述的第二薄板与所述的连接支架之间分别具有前后间隙。第一薄板和第二薄板可以有效地抵消传动组件因装配及加工误差导致的磨损。
14.优选地,所述的第一薄板和所述的第二薄板均为铜板,所述的第一薄板和所述的第二薄板与所述的连接支架之间的前后间隙分别为0.5
±
0.2mm。
15.优选地,所述的上齿条的左端设有第一凹槽,所述的平移底座的右端设有第二凹槽,所述的第一凹槽和所述的第二凹槽内分别安装有一个所述的缓冲器挡块。
16.与现有技术相比,本实用新型具有如下优点:本实用新型立卧刀库的平移机构,使用双齿轮带动双齿条的联动模式,上导轨副和下导轨副均为双滑块直线导轨副,能够承受更大的负载,并可使机械手等部件的载荷压力均匀分布,与传统典型的平移机构中上导轨副带动下导轨副导致载荷集中于上导轨副的模式相比,安全系数更高,满足立卧刀库的工作要求。此外,与传统典型的平移机构中单缓冲相比,本实用新型立卧刀库的平移机构中的缓冲油缸自带缓冲功能,配合一对缓冲器,缓冲油缸一定程度上可以缓解缓冲器的压力,在制动过程中能够达到双缓冲的缓冲效果,减速与制动能力更强,稳定性更好。
附图说明
17.图1为传统典型的平移机构的结构示意图;
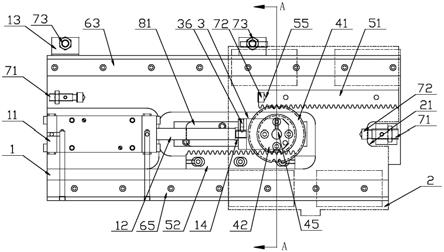
18.图2为实施例中平移机构的正面透视图;
19.图3为图2中a
‑
a剖视图;
20.图4为移除支撑架、平移底座等部件后的实施例中平移机构的正视图;
21.图5为实施例中平移机构的仰视图;
22.图6为图5中i处放大图。
具体实施方式
23.以下结合附图实施例对本实用新型作进一步详细描述。
24.实施例1的立卧刀库的平移机构,如图2~图6所示,包括支撑架1、平移底座2、缓冲油缸11、传动组件和制动组件,平移底座2可移动地安装在支撑架1的前侧,缓冲油缸11安装在支撑架1的左端,传动组件包括连接支架3、大齿轮41、小齿轮42、上齿条51、下齿条52、上导轨副61和下导轨副62,连接支架3与缓冲油缸11的活塞杆12相连,大齿轮41的后端的中部设有定位凹槽43,小齿轮42的前端的中部设有定位凸台44,定位凸台44嵌设在定位凹槽43内,大齿轮41与小齿轮42固定连接并同轴套设在一齿轮销45上,齿轮销45的外侧套设有自润滑翻边轴承46,小齿轮42面向支撑架1的前端面,大齿轮41面向平移底座2的后端面,齿轮
销45前后定位安装于连接支架3,上齿条51固定在平移底座2的背面,上齿条51位于大齿轮41的上侧并与大齿轮41啮合,下齿条52上开设有多个腰型孔53,每个腰型孔53内安装有一个螺钉54,下齿条52通过多个螺钉54固定在支撑架1的正面,下齿条52位于小齿轮42的下侧并与小齿轮42啮合,上导轨副61的直线导轨63固定在支撑架1的上端,上导轨副61的直线导轨63上安装有两块可滑动的上滑块64,下导轨副62的直线导轨65固定在支撑架1的下端,上导轨副61的直线导轨63和下导轨副62的直线导轨65上下并行设置,下导轨副62的直线导轨65上安装有两块可滑动的下滑块66,两块上滑块64和两块下滑块66分别与平移底座2的背面固定连接,制动组件包括一对缓冲器71、一对缓冲器挡块72、一对接近开关73和一块接近开关挡块74,支撑架1的左右端分别安装有一个缓冲器71,上齿条51的左端设有第一凹槽55,平移底座2的右端设有第二凹槽21,第一凹槽55和第二凹槽21内分别安装有一个缓冲器挡块72,支撑架1左端的缓冲器71正对上齿条51左端的缓冲器挡块72,支撑架1右端的缓冲器71正对平移底座2右端的缓冲器挡块72,支撑架1的顶端安装有两个支撑条13,每个接近开关73安装在一个支撑条13上,一对接近开关73分别设于平移底座2移动的左右侧极限位置,接近开关挡块74安装在平移底座2的顶端,接近开关挡块74与一对接近开关73相适配。
25.实施例1中,连接支架3为凹口朝右的凹型连接支架3,该凹型连接支架3包括底板31和分别垂直固定在底板31两端的两块支板32,两块支板32并行设置,活塞杆12的端部与底板31螺纹连接,活塞杆12与底板31之间压紧设置有一调整垫圈14,调整垫圈14套设在活塞杆12的端部,齿轮销45前后横跨并定位安装在两块支板32上。
26.实施例1中,面向平移底座2的后端面的支板32上开设有通孔33,面向支撑架1的前端面的支板32的前端开设有正对通孔33的沉孔34,齿轮销45的前端和后端分别安装于通孔33和沉孔34,齿轮销45的前端的外圆周开设有环形槽47,连接支架3上安装有一个尖端紧定螺钉35和两个平端紧定螺钉36,齿轮销45的前端由尖端紧定螺钉35定位,尖端紧定螺钉35的尖端定位于环形槽47内,齿轮销45的后端由一个平端紧定螺钉36定位,活塞杆12的端部由另一个平端紧定螺钉36定位。
27.实施例2的立卧刀库的平移机构,与实施例1的区别在于,实施例2中,支撑架1的面向连接支架3的一侧安装有第一薄板81,平移底座2的面向连接支架3的一侧安装有第二薄板82,第一薄板81和第二薄板82均为铜板,第一薄板81和第二薄板82与连接支架3之间分别具有0.5
±
0.2mm的前后间隙83。
28.上述平移机构安装后,刀库的摆转机构(图中未示出)连接设置在支撑架1的后侧,刀库的机械手及机械手翻转机构(图中未示出)等连接设置在平移底座2的前侧,即支撑架1作为平移机构的安装基准,平移底座2作为承载载荷的载体。
29.上述平移机构工作时,在加工中心控制系统的控制下,缓冲油缸11的活塞杆12进行短行程的伸出运动时,带动连接支架3、大齿轮41和小齿轮42右移,进而带动平移底座2右移,小齿轮42相对下齿条52啮合的右移距离与活塞杆12行程同步,上齿条51相对大齿轮41啮合的右移距离为活塞杆12行程与大齿轮41和小齿轮42传动比的乘积,此时平移底座2与机械手等部件右移的绝对距离为上述两个相对距离的总和,从而实现短行程的缓冲油缸11带动机械手等部件右移较长行程的目的。当平移底座2接近右侧极限位置时,支撑架1右端的缓冲器71顶住平移底座2右端的缓冲器挡块72进行减速,直至位于平移底座2移动的右侧极限位置的接近开关73感应到平移底座2上的接近开关挡块74,此时右侧极限位置上的接
近开关73向加工中心控制系统反馈信号,由加工中心控制系统控制缓冲油缸11的活塞杆12停止运动,右移动作完成。同理,当加工中心控制系统控制缓冲油缸11的活塞杆12进行短行程的缩回运动时,活塞杆12带动连接支架3、大齿轮41和小齿轮42左移,进而带动平移底座2左移,实现短行程的缓冲油缸11带动机械手等部件左移较长行程的目的。当平移底座2接近左侧极限位置时,支撑架1左端的缓冲器71顶住上齿条51左端的缓冲器挡块72进行减速,直至位于平移底座2移动的左侧极限位置的接近开关73感应到平移底座2上的接近开关挡块74,此时左侧极限位置上的接近开关73向加工中心控制系统反馈信号,由加工中心控制系统控制缓冲油缸11的活塞杆12停止运动,左移动作完成。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。