1.本实用新型涉及圆柱动力电池加工装置领域,尤其涉及的是一种圆柱动力电池加工壳体成型装置。
背景技术:
2.圆柱动力电池是锂电池中的一种,圆柱动力电池广泛应用在电子产品上,用于电子产品供电。
3.圆柱动力电池经常需要使用电池壳体,通过将圆柱动力电池安装在电池壳体中形成电池模组。
4.在圆柱动力电池安装放置到电池壳体中需要在电池壳体上开设引线孔,通过引线孔实现将电池模组之间进行电性连接。
5.由于加工得到电池壳体采用注塑方式加工,采用传统开孔方式如开孔机开孔过程中,开孔锥挤压到电池壳体上,容易造成电池壳体受到挤压变形,进而导致开孔不充分以及因电池壳体变形导致开孔错位。
6.造成上述技术缺陷的实质原因在于:现有技术中并未公开一种能够将电池壳体开孔模具装置。
技术实现要素:
7.本实用新型所要解决的技术问题在于提供了一种圆柱动力电池加工壳体成型装置。
8.本实用新型是通过以下技术方案解决上述技术问题的:
9.一种圆柱动力电池加工壳体成型装置,包括电池壳体开孔组件,所述电池壳体开孔组件均包括开孔座,所述开孔座的底部开设有若干个矩形凸出,所述矩形凸出上开设有矩形空腔,所述开孔座上开设有若干个连通矩形空腔的矩形通孔,所述矩形通孔与矩形空腔一体成型形成壳体限位槽;
10.所述开孔座上开设有若干个连通所述矩形通孔的贯穿通孔;
11.所述圆柱动力电池加工壳体成型装置还包括开孔件,所述开孔件包括装配在开孔座左侧的u形架,所述u形架上装配有若干个气缸,所述气缸的活塞杆固定连接有推动杆,所述推动杆的前侧壁固定连接有若干个与贯穿通孔对应的开孔杆,所述开孔杆的自由端具有锥尖;
12.所述开孔座的顶部装配有壳体定位组件;
13.通过所述壳体定位组件挤压定位放置在壳体限位槽内的电池壳体。
14.优选地,所述推动杆的左右两端均固定连接有滑动杆,所述滑动杆贯穿所述开孔座;
15.所述滑动杆滑动连接所述开孔座。
16.优选地,所述气缸的缸筒装配连接在u形架上;
17.所述u形架的左右两端固定连接在开孔座上。
18.优选地,所述壳体定位组件包括若干个左右间隔设置的驱动杆,所述驱动杆的底部均固定连接有与壳体限位槽对应的挤压杆;
19.若干个所述驱动杆之间固定连接有若干个前后间隔设置的贯穿连接杆,所述贯穿连接杆的左右两端均装配有升降气缸。
20.优选地,所述升降气缸的缸筒装配在开孔座的侧壁上。
21.优选地,若干个所述驱动杆之间固定连接有2个前后间隔设置的贯穿连接杆。
22.优选地,所述贯穿连接杆的左右两端均固定连接有端座;
23.所述升降气缸的活塞杆固定连接在端座的底部。
24.优选地,所述挤压杆的底部固定连接有挤压座。
25.本实用新型相比现有技术具有以下优点:
26.本实用新型公开一种圆柱动力电池加工壳体成型装置,通过设计电池壳体开孔组件,所述电池壳体开孔组件均包括开孔座,所述开孔座的底部开设有若干个矩形凸出,所述矩形凸出上开设有矩形空腔,所述开孔座上开设有若干个连通矩形空腔的矩形通孔,所述矩形通孔与矩形空腔一体成型形成壳体限位槽,开孔座上开设有若干个连通所述矩形通孔的贯穿通孔;圆柱动力电池加工壳体成型装置还包括开孔件,所述开孔件包括装配在开孔座左侧的u形架,所述u形架上装配有若干个气缸,所述气缸的活塞杆固定连接有推动杆,所述推动杆的前侧壁固定连接有若干个与贯穿通孔对应的开孔杆,所述开孔杆的自由端具有锥尖;开孔座的顶部装配有壳体定位组件;所述壳体定位组件挤压定位放置在壳体限位槽内的电池壳体,实现加工电池壳体。
27.采用上述装置部件设计不仅实现方便将装配圆柱电池的电池壳体进行开孔,便于电池安装过程中,方便将导线穿插引导,且上述装置部件实现开孔稳定,提高了开孔的精确度。
附图说明
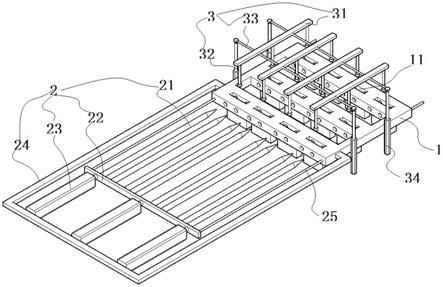
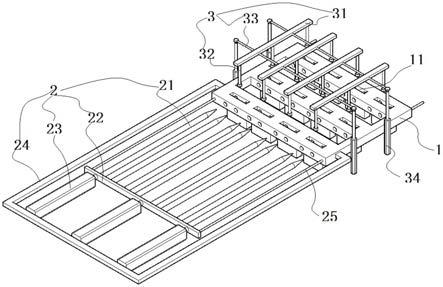
28.图1是本实用新型实施例的整体结构示意图;
29.图2是本实用新型实施例中驱动杆的结构示意图;
30.图3是本实用新型实施例中开孔座与矩形凸出的位置关系结构示意图;
31.图4是本实用新型实施例图1中的俯视图;
32.图5是本实用新型实施例图1中的右视图。
具体实施方式
33.下面对本实用新型的实施例作详细说明,本实施例在以本实用新型技术方案为前提下进行实施,给出了详细的实施方式和具体的操作过程,但本实用新型的保护范围不限于下述的实施例。
34.如图1
‑
5所示,一种圆柱动力电池加工壳体成型装置,包括电池壳体开孔组件,所述电池壳体开孔组件均包括开孔座1,所述开孔座1的底部开设有若干个矩形凸出a,所述矩形凸出a上开设有矩形空腔,所述开孔座1上开设有若干个连通矩形空腔的矩形通孔11,所述矩形通孔11与矩形空腔一体成型形成壳体限位槽。壳体限位槽的形状为矩形,将需要开
孔的电池壳体放置在壳体限位槽中,实现稳固定位住电池壳体,进而方便开孔。
35.上述开孔座1上开设有若干个连通所述矩形通孔11的贯穿通孔。
36.上述圆柱动力电池加工壳体成型装置还包括开孔件2,所述开孔件2包括装配在开孔座1左侧的u形架24,所述u形架24上装配有若干个气缸23(气缸23的缸筒装配连接在u形架24上;u形架24的左右两端固定连接在开孔座1上),所述气缸23的活塞杆固定连接有推动杆22,所述推动杆22的前侧壁固定连接有若干个与贯穿通孔对应的开孔杆21,所述开孔杆21的自由端具有锥尖。
37.打开气缸23,此时,气缸23同时驱动推动杆22朝开孔座1运动,进而开孔杆21从贯穿通孔贯穿,在开孔杆21从贯穿通孔贯穿过程中,实现将限位在壳体限位槽中的电池壳体进行开孔,在壳体限位槽的支撑下,开孔过程中,电池壳体不容易变形,进而提高了开孔的精准性。为了提高推动杆22的运动稳定性,上述推动杆22的左右两端均固定连接有滑动杆25,所述滑动杆25贯穿所述开孔座1;滑动杆25滑动连接所述开孔座1。
38.为了避免开孔过程中,电池壳体受挤压力晃动,进而造成开孔不精准,上述开孔座1的顶部装配有壳体定位组件3,通过所述壳体定位组件3挤压定位放置在壳体限位槽内的电池壳体。
39.壳体定位组件3的具体结构如下:
40.壳体定位组件3包括若干个左右间隔设置的驱动杆31,所述驱动杆31的底部均固定连接有与壳体限位槽对应的挤压杆32;挤压杆32位于壳体限位槽的正上方。同时,挤压杆32的底部固定连接有挤压座321。
41.上述若干个所述驱动杆31之间固定连接有若干个前后间隔设置的贯穿连接杆33,具体是,若干个所述驱动杆31之间固定连接有2个前后间隔设置的贯穿连接杆33。
42.上述贯穿连接杆33的左右两端均装配有升降气缸34。具体是,贯穿连接杆33的左右两端均固定连接有端座331;升降气缸34的活塞杆固定连接在端座331的底部
43.上述升降气缸34的缸筒装配在开孔座1的侧壁上。
44.当电池壳体放置在壳体限位槽中,此时,打开升降气缸34,升降气缸34驱动若干个所述驱动杆31同时下降,进而固定连接在驱动杆31底部的挤压杆32朝下运动至挤压杆32底部固定连接的挤压座321挤压定位在放置在壳体限位槽中的电池壳体内的底部,进而定位住电池壳体,方便开孔。
45.采用上述装置部件设计不仅实现方便将装配圆柱电池的电池壳体进行开孔,便于电池安装过程中,方便将导线穿插引导,且上述装置部件实现开孔稳定,提高了开孔的精确度。
46.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。