1.本发明属于稀土陶瓷材料制备领域,具体涉及一种低孔隙率耐等离子腐蚀氧化钇复合陶瓷涂层粉末的制备方法。
背景技术:
2.氧化钇具有高熔点、相稳定性和低热膨胀性,是制备高性能电子陶瓷、防等离子腐蚀喷涂粉的重要原料。且氧化钇在航空、航天、陶瓷领域的应用也显示出其优越的性能,主要用于制造微波用磁性材料和军工用重要材料,也用作光学玻璃、陶瓷材料添加剂、大屏幕电视用高亮度荧光粉和其他显像管涂料。还用于制造高温强耐热合金、飞机喷嘴等;近年来,氧化钇粉末在电子行业、半导体行业也得到更多的应用,尤其可以作为半导体刻蚀机防止等离子腐蚀、射线腐蚀用喷涂材料。
3.涂层孔隙率是描述涂层密实度的一个度量指标,是反映涂层质量的定量指标之一。涂层是由涂层材料微粒在基体表面堆积而成,受喷涂方法、工艺和质量的影响,其中存在微小孔隙,其密度小于原涂层材料密度。又如对于防蚀涂层,腐蚀性气体、流体等腐蚀介质会通过孔隙基体表面,腐蚀基体,使涂层和基体化学侵蚀,严重会使涂层龟裂、脱落,导致涂层失效,还影响涂层的结合强度。纯氧化钇热喷涂涂层的孔隙率最低可以控制在2
‑
3%,靠调节热喷涂工艺已经无法降低孔隙率。
技术实现要素:
4.本发明的目的是为了降低热喷涂涂层的孔隙率,提供一种低孔隙率耐等离子腐蚀氧化钇复合陶瓷涂层粉末的制备方法,该方法利用氧化钛的低熔点和耐腐蚀性粘附在氧化钇涂层的空隙中达到降低涂层孔隙率的目的,该方法工艺简单,适合批量生产,粉体致密度高,松装密度高,流动性好,颗粒球形度好,热喷涂涂层孔隙率小于1%;
5.具体制备方法步骤如下:
6.(1)配制含钇的无机盐水溶液:取硝酸钇溶液投入反应罐内,再投入去离子水,配制成0.4
‑
0.8mol/l硝酸钇溶液,将表面活性剂投入硝酸钇溶液中,搅拌充分混合;
7.表面活性剂为硅烷偶联剂kh550、聚乙二醇20000或辛基酚聚乙烯醚中的一种或多种,其添加量为硝酸钇溶液质量的2
‑
5%。
8.(2)取草酸晶体,加入去离子水充分溶解后,配制成0.4
‑
0.8mol/l草酸溶液,将草酸溶液以2
‑
5l/min速率加入到步骤(1)硝酸钇溶液中,控制ph值为5
‑
6,充分搅拌后,陈化2
‑
4小时;
9.(3)陈化后将浆料放入板框压滤机,分离游离水,再用去离子水洗涤,洗掉各类非稀土类杂质,得到氧化钇的前驱体草酸钇;将草酸钇进行高温煅烧,得到d50:2
‑
3μm的氧化钇粉体;
10.煅烧温度750
‑
850℃,煅烧保温时间2
‑
4小时;
11.(4)将氧化钇粉体和99.9%的钛粉一起加入卧式研磨机中,再称取纯水加入卧式研磨机中进行研磨,检测粒度d50:0.5
‑
1.5μm;
12.氧化钇粉体和钛粉的质量比为90
‑
95%:5
‑
10%,研磨转速1500
‑
2000r/min,研磨时间为1
‑
2小时。
13.(5)将研磨后的浆料加入搅拌器中以100
‑
200r/min进行搅拌,搅拌5
‑
10min,再将增稠剂加入浆料中,再以400
‑
500r/min进行搅拌,搅拌10
‑
20min后浆料ph值为6.5
‑
7.5,粘度为500
‑
800mpa
·
s;
14.增稠剂为羧甲基纤维素、阿拉伯树胶、缔合型碱溶胀增稠剂,增稠剂的加入量为粉体质量的2
‑
5%。
15.(6)将浆料通过喷雾造粒设备制成球型粉末,得到球形粉体;
16.雾化器转速23000
‑
25000r/min,进口温度230
‑
250℃,出口温度110
‑
120℃,浆料流量0.3
‑
0.8kg/min;
17.(7)将球型粉体在高温炉中进行煅烧,得到耐等离子腐蚀热喷涂用纳米陶瓷球型颗粒;
18.煅烧温度1400
‑
1600℃,煅烧保温时间3
‑
6小时;
19.(8)通过等离子热喷涂,得到孔隙率小于1%的耐腐蚀涂层。
20.有益效果:本发明方法工艺简单,适合批量生产,粉体致密度高,松装密度高,流动性好,颗粒球形度好,热喷涂涂层孔隙率小于1%;
附图说明:
21.图1为实施例1得到的耐等离子腐蚀热喷涂用纳米陶瓷球型颗粒的扫描电镜图;
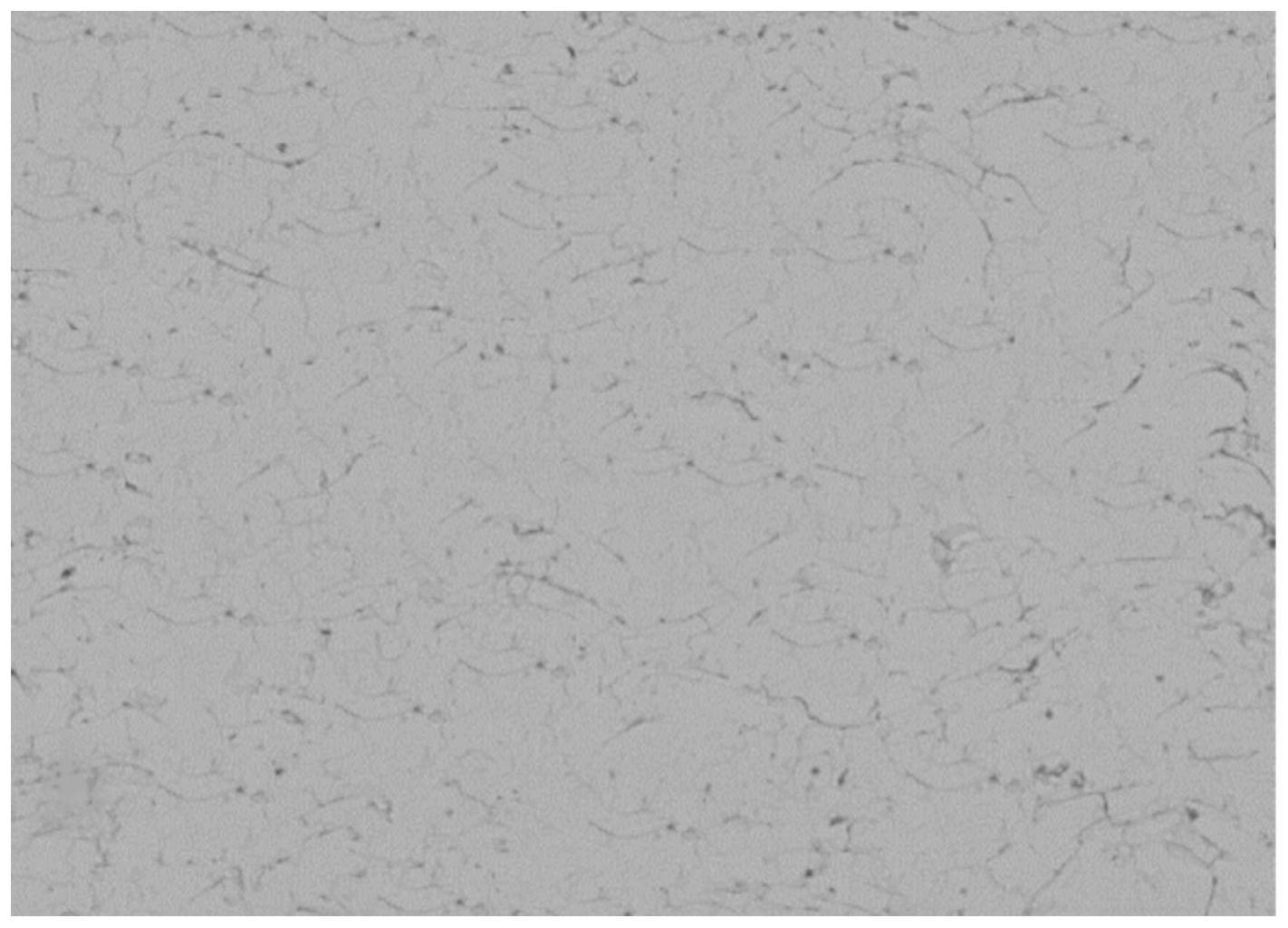
22.图2为实施例1制备的涂层的金相照片。
具体实施方式
23.下面结合具体的实施例对本发明进行详细的说明。
24.实施例1
25.(1)取1.7mol/l的硝酸钇溶液52.1l投入反应罐内,再投入去离子水60.6l,配制成0.8mol/l硝酸钇溶液;取硅烷偶联剂(kh550)500g投入硝酸钇溶液中,搅拌充分混合;
26.(2)取草酸晶体16.7kg,加入去离子水332l充分搅拌,配制成0.4mol/l的草酸溶液;
27.(3)将草酸溶液以5l/min速率加入到硝酸钇溶液中,ph值为5.5;充分搅拌后,陈化4小时;
28.(4)将浆料放入板框压滤机,分离游离水,再用去离子水洗涤,洗掉各类非稀土等杂质,得到氧化钇的前驱体草酸钇;
29.(5)将草酸钇高温煅烧,煅烧温度850℃,保温时间2小时,得到d50:2.3μm的氧化钇粉体;
30.(6)称取20kg纯水加入卧式研磨机中,再取氧化钇粉体9kg、钛粉1kg加入卧式研磨机中,研磨转速2000r/min,研磨时间为1小时,检测粒度d50:0.6μm;
31.(7)称取500g羧甲基纤维素,加入1l去离子水充分溶解;
32.(8)将研磨后的浆料搅拌器中以200r/min进行搅拌,搅拌10min,再将羧甲基纤维素溶液加入浆料中,再以500r/min进行搅拌,搅拌20min后浆料ph值为7.3,粘度为750mpa
·
s;
33.(9)将浆料通过喷雾造粒设备制成球型粉末,雾化器转速25000r/min,进口温度250℃,出口温度115℃,浆料流量0.8kg/min,得到球型粉体;
34.(10)将球型粉体在高温炉中煅烧,煅烧温度1600℃,保温时间5小时,得到耐等离子腐蚀热喷涂用纳米陶瓷球型颗粒,松装密度2g/ml,粉体流动性15s/50g,粉体粒度分布10
‑
50微米;
35.(11)使用大气等离子喷涂工艺得到耐腐蚀氧化钇复合陶瓷涂层孔隙率0.83%。
36.实施例2
37.d50:2.3μm的氧化钇粉体制备同实施例1;
38.(6)称取20kg纯水加入卧式研磨机中,再取氧化钇粉体9.5kg、钛粉0.5kg加入卧式研磨机中,研磨转速1500r/min,研磨时间为2小时,检测粒度d50:1.2μm;
39.(7)称取500g羧甲基纤维素,加入1l去离子水充分溶解;
40.(8)将研磨后的浆料搅拌器中以200r/min进行搅拌,搅拌10min,再将羧甲基纤维素溶液加入浆料中,再以500r/min进行搅拌,搅拌20min后浆料ph值为7.2,粘度为710mpa
·
s;
41.(9)将浆料通过喷雾造粒设备制成球型粉末,雾化器转速25000r/min,进口温度250℃,出口温度115℃,浆料流量0.8kg/min,得到球型粉体;
42.(10)将球型粉体在高温炉中煅烧,煅烧温度1600℃,保温时间5小时,得到耐等离子腐蚀热喷涂用纳米陶瓷球型颗粒,松装密度2g/ml,粉体流动性17s/50g,粉体粒度分布10
‑
50微米;
43.(11)使用大气等离子喷涂工艺得到耐腐蚀氧化钇复合陶瓷涂层孔隙率0.87%。
44.实施例3
45.d50:2.3μm的氧化钇粉体制备同实施例1;
46.(7)称取20kg纯水加入卧式研磨机中,再取氧化钇粉体9kg、钛粉1kg加入卧式研磨机中,研磨转速2000r/min,研磨时间为1小时,检测粒度d50:0.6μm;
47.(8)称取400g阿拉伯树胶,加入0.8l去离子水充分溶解;
48.(9)将研磨后的浆料搅拌器中以200r/min进行搅拌,搅拌10min,再将阿拉伯树胶溶液加入浆料中,再以500r/min进行搅拌,搅拌20min后浆料ph值为7,粘度为650mpa
·
s;
49.(10)将浆料通过喷雾造粒设备制成球型粉末,雾化器转速25000r/min,进口温度250℃,出口温度115℃,浆料流量0.8kg/min,得到球型粉体;
50.(11)将球型粉体在高温炉中煅烧,煅烧温度1600℃,保温时间5小时,得到耐等离子腐蚀热喷涂用纳米陶瓷球型颗粒,松装密度2g/ml,粉体流动性15s/50g,粉体粒度分布10
‑
55微米;
51.(12)使用大气等离子喷涂工艺得到耐腐蚀氧化钇复合陶瓷涂层孔隙率0.9%。
52.实施例4
53.d50:2.3μm的氧化钇粉体制备同实施例1;
54.(7)称取20kg纯水加入卧式研磨机中,再取氧化钇粉体9.2kg、钛粉0.8kg加入卧式
研磨机中,研磨转速2000r/min,研磨时间为1小时,检测粒度d50:0.62μm;
55.(8)称取400g阿拉伯树胶,加入0.8l去离子水充分溶解;
56.(9)将研磨后的浆料搅拌器中以200r/min进行搅拌,搅拌10min,再将阿拉伯树胶溶液加入浆料中,再以500r/min进行搅拌,搅拌20min后浆料ph值为7,粘度为650mpa
·
s;
57.(10)将浆料通过喷雾造粒设备制成球型粉末,雾化器转速25000r/min,进口温度250℃,出口温度115℃,浆料流量0.8kg/min,得到球型粉体;
58.(11)将球型粉体在高温炉中煅烧,煅烧温度1600℃,保温时间5小时,得到耐等离子腐蚀热喷涂用纳米陶瓷球型颗粒,松装密度2g/ml,粉体流动性15s/50g,粉体粒度分布10
‑
55微米;
59.(12)使用大气等离子喷涂工艺得到耐腐蚀氧化钇复合陶瓷涂层孔隙率0.92%。
60.实施例5
61.d50:2.3μm的氧化钇粉体制备同实施例1;
62.(7)称取20kg纯水加入卧式研磨机中,再取氧化钇粉体9.2kg、钛粉0.8kg加入卧式研磨机中,研磨转速2000r/min,研磨时间为1小时,检测粒度d50:0.62μm;
63.(8)称取200g缔合型碱溶胀增稠剂,加入0.4l去离子水充分溶解;
64.(9)将研磨后的浆料搅拌器中以200r/min进行搅拌,搅拌10min,再将阿拉伯树胶溶液加入浆料中,再以500r/min进行搅拌,搅拌20min后浆料ph值为6.6,粘度为450mpa
·
s;
65.(10)将浆料通过喷雾造粒设备制成球型粉末,雾化器转速25000r/min,进口温度250℃,出口温度115℃,浆料流量0.8kg/min,得到球型粉体;
66.(11)将球型粉体在高温炉中煅烧,煅烧温度1600℃,保温时间5小时,得到耐等离子腐蚀热喷涂用纳米陶瓷球型颗粒,松装密度2g/ml,粉体流动性15s/50g,粉体粒度分布10
‑
55微米;
67.(12)使用大气等离子喷涂工艺得到耐腐蚀氧化钇复合陶瓷涂层孔隙率0.94%。
68.对比实施例1
69.d50:2.3μm的氧化钇粉体制备同实施例1;
70.(6)称取20kg纯水加入卧式研磨机中,再取氧化钇粉体10kg加入卧式研磨机中,研磨转速2000r/min,研磨时间为1小时,检测粒度d50:0.6μm;
71.(7)称取500g羧甲基纤维素,加入1l去离子水充分溶解;
72.(8)将研磨后的浆料搅拌器中以200r/min进行搅拌,搅拌10min,再将羧甲基纤维素溶液加入浆料中,再以500r/min进行搅拌,搅拌20min后浆料ph值为7.3,粘度为735mpa
·
s;
73.(9)将浆料通过喷雾造粒设备制成球型粉末,雾化器转速25000r/min,进口温度250℃,出口温度115℃,浆料流量0.8kg/min,得到球型粉体;
74.(10)将球型粉体在高温炉中煅烧,煅烧温度1600℃,保温时间5小时,得到耐等离子腐蚀热喷涂用纳米陶瓷球型颗粒,松装密度1.8g/ml,粉体流动性25s/50g,粉体粒度分布20
‑
80微米;
75.(11)使用大气等离子喷涂工艺得到耐腐蚀氧化钇复合陶瓷涂层孔隙率3.9%。
76.对比实施例2
77.d50:2.3μm的氧化钇粉体同实施例1;
78.(6)称取20kg纯水加入卧式研磨机中,再取氧化钇粉体9kg、氧化铝粉体1kg一起加入卧式研磨机中,研磨转速2000r/min,研磨时间为1小时,检测粒度d50:0.65μm;
79.(7)称取500g羧甲基纤维素,加入1l去离子水充分溶解;
80.(8)将研磨后的浆料搅拌器中以200r/min进行搅拌,搅拌10min,再将羧甲基纤维素溶液加入浆料中,再以500r/min进行搅拌,搅拌20min后浆料ph值为6.4,粘度为360mpa
·
s;
81.(9)将浆料通过喷雾造粒设备制成球型粉末,雾化器转速25000r/min,进口温度250℃,出口温度115℃,浆料流量0.8kg/min,得到球型粉体;
82.(10)将球型粉体在高温炉中煅烧,煅烧温度1600℃,保温时间5小时,得到耐等离子腐蚀热喷涂用纳米陶瓷球型颗粒,松装密度1.7g/ml,粉体流动性30s/50g,粉体粒度分布10
‑
70微米;
83.(11)使用的大气等离子喷涂得到耐腐蚀氧化钇复合陶瓷涂层孔隙率2.5%。
84.对比实施例3
85.d50:2.3μm的氧化钇粉体制备同实施例1;
86.(6)称取20kg纯水加入卧式研磨机中,再取氧化钇粉体9kg、氧化锆粉体1kg一起加入卧式研磨机中,研磨转速2000r/min,研磨时间为1小时,检测粒度d50:0.8μm;
87.(7)称取500g羧甲基纤维素,加入1l去离子水充分溶解;
88.(8)将研磨后的浆料搅拌器中以200r/min进行搅拌,搅拌10min,再将羧甲基纤维素溶液加入浆料中,再以500r/min进行搅拌,搅拌20min后浆料ph值为6.3,粘度为330mpa
·
s;
89.(9)将浆料通过喷雾造粒设备制成球型粉末,雾化器转速25000r/min,进口温度250℃,出口温度115℃,浆料流量0.8kg/min,得到球型粉体;
90.(10)将球型粉体在高温炉中煅烧,煅烧温度1600℃,保温时间5小时,得到耐等离子腐蚀热喷涂用纳米陶瓷球型颗粒,松装密度2g/ml,粉体流动性25s/50g,粉体粒度分布10
‑
70微米;
91.(11)使用大气等离子喷涂工艺得到耐腐蚀氧化钇复合陶瓷涂层孔隙率2.7%。
92.对比实施例4
93.d50:2.3μm的氧化钇粉体制备同实施例1;
94.(6)称取20kg纯水加入卧式研磨机中,再取氧化钇粉体9kg、钛粉1kg加入卧式研磨机中,研磨转速1500r/min,研磨时间为1小时,检测粒度d50:1μm;
95.(7)称取600g羧甲基纤维素,加入1.2l去离子水充分溶解;
96.(8)将研磨后的浆料搅拌器中以200r/min进行搅拌,搅拌10min,再将羧甲基纤维素溶液加入浆料中,再以500r/min进行搅拌,搅拌30min后浆料ph值为8.5,粘度为1200mpa
·
s;
97.(9)将浆料通过喷雾造粒设备制成球型粉末,雾化器转速25000r/min,进口温度250℃,出口温度115℃,浆料流量0.8kg/min,得到球型粉体;
98.(10)将球型粉体在高温炉中煅烧,煅烧温度1600℃,保温时间5小时,得到耐等离子腐蚀热喷涂用纳米陶瓷球型颗粒,松装密度1.5g/ml,粉体流动性50s/50g,粉体粒度分布20
‑
70微米;
99.(11)使用大气等离子喷涂工艺得到耐腐蚀氧化钇复合陶瓷涂层孔隙率1.96%。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。