1.本发明涉及自动化制造技术领域,具体涉及一种自动扫码绑定机。
背景技术:
2.在产品生产加工过程中,为了更好地对产品进行管理,一般会在产品的表面喷涂产品二维码来存储产品信息,当需要获取产品信息时可通过扫码该产品二维码来获取。由于每个产品的id信息都不一样,现有的扫码设备仍需要人工录入等操作,无法快速地批量完成产品的二维码与产品id一一对应绑定,导致生产效率低下。
3.因此,行业内亟需一种能解决上述问题的方案。
技术实现要素:
4.本发明的目的在于针对现有技术的不足而提供一种自动扫码绑定机。本发明的目的可以通过如下所述技术方案来实现。
5.一种自动扫码绑定机,包括机台,所述机台上设有搬运组件、扫码识别组件、点亮测试组件、物料传送组件及不良品收料组件,两个所述搬运组件并排设置在所述机台上,所述不良品收料组件穿过两个所述搬运组件并设置在两个所述搬运组件的中部下方,两个所述物料传送组件设置在所述搬运组件的下方,且两个所述物料传送组件分别设置在所述不良品收料组件的两侧,两个所述点亮测试组件分别设置在所述搬运组件的两端,两个所述扫码识别组件设置在所述搬运组件上并分别与一个所述点亮测试组件匹配设置。
6.作为优选地,所述物料传送组件包括进料部件、传送部件、收料部件及移载部件,所述进料部件和所述收料部件分别设置在所述传送部件的两端,所述传送部件设有开槽,所述移载部件设置在所述传送部件的开槽下方。
7.作为优选地,所述移载部件包括移载模组、第一移载滑块、移载座、移载轨道、移载气缸及第二移载滑块,所述第一移载滑块滑动连接在所述移载模组上,所述移载座固定在所述第一移载滑块上,所述移载轨道纵向设置在所述移载座上,所述第二移载滑块与所述移载轨道滑动连接,所述移载气缸固定在所述移载座上并推动所述第二移载滑块滑动。
8.作为优选地,所述进料部件包括装料架、顶料装置及分料装置,所述装料架安装在所述传送部件上,所述顶料装置设置在所述装料架的下方,两个所述分料装置分别固定设置在所述传送部件的侧面上。
9.作为优选地,所述分料装置包括分料气缸、分料载板、分料导轨及分料板,所述分料气缸固定在所述传送部件的侧面上,所述分料载板固定设置在所述分料气缸的顶面上,所述分料导轨固定设置在所述分料载板上,所述分料板与所述分料导轨滑动连接。
10.作为优选地,所述搬运组件包括搬运移动模组及两个搬运抓具,两个所述搬运抓具分别与所述搬运移动模组滑动连接,且两个所述搬运抓具在所述搬运移动模组的中间分别向两侧来回移动。
11.作为优选地,所述搬运抓具包括第一移动载板、第一动力装置、第一导轨、第一滑
板、第二移动载板、第二动力装置、第二导轨、第二滑板及吸附件,所述搬运移动模组呈x方向设置,所述第一移动载板与所述搬运移动模组滑动连接,所述第一导轨呈y方向固定设置在所述第一移动载板上,所述第一滑板与所述第一导轨滑动连接,所述第一动力装置固定在所述第一移动载板上并驱动所述第一滑板移动,所述第二移动载板固定设置在所述第一滑板上,所述第二导轨呈z方向固定设置在所述第二移动载板上,所述第二滑板与所述第二导轨滑动连接,所述第二动力装置固定在所述第二移动载板上并驱动所述第二滑板移动,所述吸附件固定在所述第二滑板上。
12.作为优选地,所述扫码识别组件包括扫码识别基板、扫码识别相机、扫码识别光源、扫码动力装置、扫码移动块及扫码移动轨道,所述扫码移动轨道呈z方向固定设置在所述扫码识别基板上,所述扫码移动块与所述扫码移动轨道滑动连接,所述扫码动力装置固定在所述扫码识别基板上并驱动所述扫码移动块移动,所述扫码识别相机固定在所述扫码移动块上,所述扫码识别光源固定在所述扫码识别基板上并位于所述扫码识别相机下方。
13.作为优选地,所述点亮测试组件包括点亮测试治具座、针模件及测试点亮测试器,所述点亮测试治具座设置在所述搬运组件的下方,所述针模件设置在所述点亮测试治具座上,所述测试点亮测试器设置在所述点亮测试治具座的旁侧并与所述针模件通讯连接。
14.作为优选地,所述不良品收料组件包括不良品移动架、不良品移动模组、不良品移动滑块及不良品移动承载板,所述不良品移动模组固定设置在所述不良品移动架上,所述不良品移动滑块与所述不良品移动模组滑动连接,所述不良品移动承载板固定在所述不良品移动滑块上。
15.与现有技术比,本发明的有益效果:
16.本发明研发了一种自动扫码绑定机,物料传送组件将产品进行上料,搬运组件将产品移送至点亮测试组件上,扫码识别组件识别产品上的二维码等信息,点亮测试组件进行点亮获取产品id并将产品id与产品信息绑定,以此可快速批量地使产品的二维码与产品id一一对应绑定,并且可以同时多工位进行工作,大大提高了生产效率。
附图说明
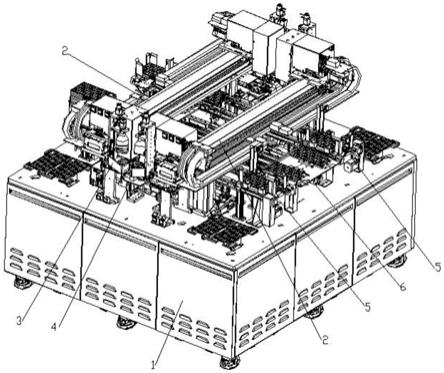
17.图1为本发明实施例中扫码绑定机的结构示意图。
18.图2为本发明实施例中物料传送组件的结构示意图。
19.图3为本发明实施例中移载部件的结构示意图。
20.图4为图2中a部分的局部放大图。
21.图5为本发明实施例中搬运组件的结构示意图。
22.图6为图5中b部分的局部放大图。
23.图7为本发明实施例中扫码识别组件的结构示意图。
24.图8为本发明实施例中点亮测试组件的结构示意图。
25.图9为本发明实施例中不良品收料组件的结构示意图。
具体实施方式
26.下面将结合具体实施例,对本发明的技术方案进行清楚、完整的描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本
领域普通的技术人员在没有做出创造性劳动的前提下所获得的所有其它实施例,都属于本发明的保护范围。
27.一种自动扫码绑定机,如图1所示,包括机台1,所述机台1上设有搬运组件2、扫码识别组件3、点亮测试组件4、物料传送组件5及不良品收料组件6。两个所述搬运组件2并排设置在所述机台1上,可同时进行多个工位的绑定处理。所述不良品收料组件6穿过两个所述搬运组件2并设置在两个所述搬运组件2的中部下方,多个工位共用同一个不良品收料组件6,有利于减少设备的体积。两个所述物料传送组件5设置在所述搬运组件2的下方,且两个所述物料传送组件5分别设置在所述不良品收料组件6的两侧,便于搬运组件2快速抓取移送产品。两个所述点亮测试组件4分别设置在所述搬运组件2的两端,两个点亮测试组件4可同时点亮产品获取产品id并将产品id与产品二维码进行绑定。两个所述扫码识别组件3设置在所述搬运组件2上并分别与一个所述点亮测试组件4匹配设置,也即一个扫码识别组件3对应一个点亮测试组件4。
28.如图1所示,两个搬运组件2的两端均有点亮测试组件4,并且点亮测试组件4各种匹配一个扫码识别组件3,从而形成四个可同时加工的处理工位,四个处理工位公用一个不良品收料组件6,并且一个物料传送组件5分别为一侧的两个处理工位提供上料产品,以此使多个处理工位紧凑设置,在保证不相互干涉的前提下减少设备的体积,并且多个工位同时进行工作可大大提高生产效率。
29.具体地,如图1所示,进行工作时,物料传送组件5将产品进行传送,搬运组件2抓取产品移送至点亮测试组件4上,扫码识别组件3识别产品上的二维码等信息,点亮测试组件4与产品接触通电以使产品点亮来获取产品id并将产品id与产品信息绑定,待处理完成后,搬运组件2重新抓取点亮测试组件4上的产品,合格品重新放回物料传送组件5将其传送出去,不良品则放置在不良品收料组件6上收集,以此可快速批量地使产品的二维码与产品id一一对应绑定,并且可以同时多工位进行工作,大大提高了生产效率。
30.本实施例中提供的一种自动扫码绑定机,如图2所示,所述物料传送组件5包括进料部件52、传送部件51、收料部件53及移载部件54,所述进料部件52和所述收料部件53分别设置在所述传送部件51的两端,所述传送部件51设有开槽,所述移载部件54设置在所述传送部件51的开槽下方。进料部件52用于存放待加工处理的产品,当需要传送产品时进料部件52释放产品使产品进入传送部件51传送,传送到预定位置时移载部件54通过开槽将产品顶压住,使得产品停止向前传送以供搬运组件2抓取。加工完成后,搬运组件2抓取合格的产品重新放在传送部件51上,传送部件51将产品继续往前传送至收料部件53内进行收集。
31.本实施例中提供的一种自动扫码绑定机,如图3所示,所述移载部件54包括移载模组541、第一移载滑块542、移载座543、移载轨道544、移载气缸545及第二移载滑块546,所述第一移载滑块542滑动连接在所述移载模组541上,所述移载座543固定在所述第一移载滑块542上,所述移载轨道544纵向设置在所述移载座543上,所述第二移载滑块546与所述移载轨道544滑动连接,所述移载气缸545固定在所述移载座543上并推动所述第二移载滑块546滑动。当需要使产品停止传送时,第一移载滑块542在移载模组541上移动到与产品对应的位置上,移载气缸545推动第二移载滑块546沿着移载轨道544向上移动以将产品顶起,此时产品不再与传送部件51接触,从而不再随着传送部件51移送。
32.本实施例中提供的一种自动扫码绑定机,如图2所示,所述进料部件52包括装料架
521、顶料装置522及分料装置523。所述装料架521安装在所述传送部件51上。所述顶料装置522设置在所述装料架521的下方,两个所述分料装置523分别固定设置在所述传送部件51的侧面上。装料架521用于存放产品,在存放状态时,顶料装置522将产品顶起,当需要将产品送出时,顶料装置522释放产品使产品从传送部件51送出,与此同时分料装置523将其他产品与最底处的产品间隔开,避免一次性将多个产品送出。
33.本实施例中提供的一种自动扫码绑定机,如图4所示,所述分料装置523包括分料气缸5231、分料载板5233、分料导轨5232及分料板5234,所述分料气缸5231固定在所述传送部件51的侧面上,所述分料载板5233固定设置在所述分料气缸5231的顶面上,所述分料导轨5232固定设置在所述分料载板5233上,所述分料板5234与所述分料导轨5232滑动连接。进行分料时,分料气缸5231推动分料板5234沿着分料载板5233上的分料导轨5232移动,进而使分料板5234穿插进入最底处的产品与其他产品之间,进而快速有效地将其他产品与最底处的产品间隔开。
34.本实施例中提供的一种自动扫码绑定机,如图5所示,所述搬运组件2包括搬运移动模组21及两个搬运抓具22,两个所述搬运抓具22分别与所述搬运移动模组21滑动连接,且两个所述搬运抓具22在所述搬运移动模组21的中间分别向两侧来回移动。以此两个搬运抓具22共用一搬运移动模组21,以搬运移动模组21的中端为界限,两个搬运抓具22分别抓取产品至两侧的点亮测试组件4处进行加工,避免造成相互干涉,确保多个工位可同时工作。
35.本实施例中提供的一种自动扫码绑定机,如图6所示,所述搬运抓具22包括第一移动载板221、第一动力装置222、第一导轨223、第一滑板224、第二移动载板225、第二动力装置226、第二导轨227、第二滑板228及吸附件229。所述搬运移动模组21呈x方向设置,所述第一移动载板221与所述搬运移动模组21滑动连接,可以通过使第一移动载板221在搬运移动模组21上滑动来调节吸附件229在x方向上的位置。所述第一导轨223呈y方向固定设置在所述第一移动载板221上,所述第一滑板224与所述第一导轨223滑动连接,所述第一动力装置222固定在所述第一移动载板221上并驱动所述第一滑板224移动,可以通过第一动力装置222控制第一滑板224在第一导轨223上相对滑动,进而调节吸附件229在y方向上的位置。所述第二移动载板225固定设置在所述第一滑板224上,所述第二导轨227呈z方向固定设置在所述第二移动载板225上,所述第二滑板228与所述第二导轨227滑动连接,所述第二动力装置226固定在所述第二移动载板225上并驱动所述第二滑板228移动,可以通过第二动力装置226控制第二滑板228在第二导轨227上相对滑动,进而调节吸附件229在z方向上的位置。所述吸附件229固定在所述第二滑板228上。
36.本实施例中提供的一种自动扫码绑定机,如图7所示,所述扫码识别组件33包括扫码识别基板31、扫码识别相机32、扫码识别光源33、扫码动力装置35、扫码移动块34及扫码移动轨道36。所述扫码移动轨道36呈z方向固定设置在所述扫码识别基板31上,所述扫码移动块34与所述扫码移动轨道36滑动连接,所述扫码动力装置35固定在所述扫码识别基板31上并驱动所述扫码移动块34移动,所述扫码识别相机32固定在所述扫码移动块34上,扫码动力装置35提供推动力,使扫码移动块34在扫码移动轨道36处上下移动,进而带动扫码识别相机32调节扫描识别的范围。所述扫码识别光源33固定在所述扫码识别基板31上并位于所述扫码识别相机32下方,便于为扫码识别相机32提供工作亮度。
37.本实施例中提供的一种自动扫码绑定机,如图8所示,所述点亮测试组件4包括41、针模件43及测试点亮测试器,所述41设置在所述搬运组件2的下方,所述针模件43设置在所述41上,所述测试点亮测试器设置在所述41的旁侧并与所述针模件43通讯连接。当产品放置在41时,针模件43与产品接触,测试点亮测试器42控制针模通电点亮产品,从而获取产品id,再将产品id与产品二维码进行绑定,可快速精准地完成绑定。
38.本实施例中提供的一种自动扫码绑定机,如图9所示,所述不良品收料组件6包括不良品移动架61、不良品移动模组62、不良品移动滑块63及不良品移动承载板64,所述不良品移动模组62固定设置在所述不良品移动架61上,所述不良品移动滑块63与所述不良品移动模组62滑动连接,所述不良品移动承载板64固定在所述不良品移动滑块63上。进行不良品收集时,将不良品放置在不良品移动承载板64上,不良品移动滑块63在不良品移动模组62上相对移动,进而使不良品移动承载板64带动不良品传送到预定位置收集。
39.以上借助具体实施例对本发明做了进一步描述,但是应该理解的是,这里具体的描述,不应理解为对本发明的实质和范围的限定,本领域内的普通技术人员在阅读本说明书后对上述实施例做出的各种修改,都属于本发明所保护的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。