1.本发明涉及瓷砖选取及堆叠技术领域,特别是仓库大板瓷砖拼单方法技术。
背景技术:
2.现阶段陶瓷厂大板瓷砖都是按客户订单要求将好几种不同规格的瓷砖装木箱或a字架发货,还有部分大板瓷砖需要拼图案,需要将不同图案的瓷砖装到一起发货,由于生产时瓷砖都是批量生产,仓库的瓷砖都是按种类存放的,因此出货时仓库需要工人将订单所列的各种不同的瓷砖将其装到一个木箱或a字架发货,由于大板瓷砖尺寸大,重量大,人工搬运困难,效率很低,而且,容易造成瓷砖破损,部分陶瓷厂也使用了机械设备,工作时需要逐个将各种样式的瓷砖用叉车运到设备处,但是在处理多种不同色号不同规格的大板砖时的效率也是很低的。
技术实现要素:
3.本发明的发明目的在于提供一种能高效准确地依据订单要求快速将各种不同的瓷砖装到一个木箱或a字架发货架上的仓库大板瓷砖拼单方法及装置。
4.本发明的仓库大板瓷砖拼单方法是这样实现的: 将两种以上不同的瓷砖垛放置在输送线架的旁边,根据拼单的要求将所需品种及数量的瓷砖通过吸盘式上板机一块块地从瓷砖垛抓取至输送线架上,输送线架一块块地先后将所需品种及数量的瓷砖输送到直角转弯线架上,直角转弯线架将其上面的瓷砖横向转送到对中线架上,对中线架将瓷砖对中后,以堆叠的方式,由机器人吸盘抓手组件从对中线架上将对中后的瓷砖抓取到木箱或a字架发货架上。
5.由于全过程依据拼单的要求,自动的通过机械抓取传送对中的方式,从各个位于输送线架旁的瓷砖垛抓取瓷砖并堆叠在木箱或a字架发货架上,因此,能高效准确地依据订单要求快速将各种不同的瓷砖装到一个木箱或a字架发货架上的效果。
6.这里,进入输送线架的瓷砖通过瓷砖姿态调节器调节其姿态,保证瓷砖以纵向姿态输送到直角转弯线架上,以保证对中线架以准确的姿态对瓷砖进行对中。
7.从瓷砖垛上抓取瓷砖时,先将最上面的瓷砖抓取并往上提起后,停留一段时间,然后再继续往上提起瓷砖至输送线架的上方,然后提送到输送线架的正上方,最后将瓷砖放置在输送线架上。
8.由于堆叠的大板瓷砖,大板瓷砖间因真空的原因,提起最上面的瓷砖时,会连同下面的瓷砖一起提起,采用提起瓷砖后停留一段时间,这样,在重力的作用下,下面的瓷砖会与上面的瓷砖分离掉落回瓷砖垛上,由于提起的高度很小,因此,掉落的瓷砖往下的冲立力很小,不会造成瓷砖的损伤。
9.本发明的仓库大板瓷砖拼单装置是这样实现的,包括输送线架、设置在输送线架上的一台以上的吸盘式上板机、设置在输送线架出口处的直角转弯线架、设置在直角转弯线架旁的对中线架、设置在对中线架旁的机器人吸盘抓手组件、控制装置,控制装置控制输
送线架、吸盘式上板机、直角转弯线架、对中线架和机器人吸盘抓手组件依序工作。
10.工作时,通过叉车将堆叠有数块瓷砖的箱子置于输送线架旁的吸盘式上板机的抓取范围内的位置上,两种以上的瓷砖垛位于输送线架旁的不同位置上,控制装置依据所输入的拼单指令,控制吸盘式上板机依序从瓷砖垛上抓取瓷砖并传送到输送线架上,控制装置控制输送线架将输送线架上的瓷砖依序送到直角转弯线架,直角转弯线架在控制装置控制下将转送台上的瓷砖横向转送到旁边的对中线架上,对中线架在控制装置控制下对瓷砖对中后,控制装置控制机器人吸盘抓手组件将对中线架上的瓷砖以堆叠的方式抓取到木箱或a字架发货架上。
11.采用对中线架,保证机器人吸盘抓手组件抓取瓷砖位置准确,这样,依据固定的传送路径,机器人吸盘抓手组件就能准确地将瓷砖以堆叠的放置准确地堆叠在以设定姿态置于设定位置上的木箱或a字架发货架上。
12.吸盘式上板机包括设置在输送线架上方支架上的横向导轨、由驱动动力装置带动的沿横向导轨移动的移动架、设置在移动架上的上下驱动装置、由上下驱动装置带动的吸盘架、设置在吸盘架上的吸盘。
13.工作时,在控制装置控制下,由驱动动力装置带动的沿横向导轨移动的移动架移动到输送线架的外侧,上下驱动装置带动吸盘架下移到瓷砖垛上,吸盘吸住最上面的瓷砖后,上下驱动装置带动吸盘架稍上提起,在保证不再有瓷砖吸附在提起的瓷砖后,依据拼单的需求,在控制装置控制下,上下驱动装置带动吸盘架上移,使瓷砖移动到输送线架的上方,由驱动动力装置带动的沿横向导轨移动的移动架移动到输送线架上方,使所吸取的瓷砖位于输送线架的正上方,上下驱动装置带动吸盘架下移,将瓷砖放置在输送线架上,取消吸盘吸力,上下驱动装置带动吸盘架上移并在控制装置控制下重复上述动作去抓取输送线架旁的瓷砖垛上的瓷砖,置于输送线架上的瓷砖在输送线架的传输下往直角转弯线架传送。
14.直角转弯线架包括纵向输送带机构、横向输送装置,横向输送装置包括设置在直角转弯线架机架上的上下动力提升装置、由上下动力提升装置带动的位于纵向输送带机构的输送皮带的输送面下方的横向输送支架、设置在横向输送支架上的由动力装置带动的数组传输辊轮组,传输辊轮组位于纵向输送带机构的输送皮带间。
15.控制装置控制上下动力提升装置带动横向输送支架下移,使传输辊轮组位于纵向输送带机构的输送皮带的下面,待输送线架、纵向输送带机构将瓷砖输送到纵向输送带机构上面后,纵向输送带机构停止动作,控制装置控制上下动力提升装置带动横向输送支架上移,使传输辊轮组位于纵向输送带机构的输送皮带的上面,将瓷砖顶升离开纵向输送带机构的输送皮带,动力装置带动的传输辊轮组动作,将瓷砖横向输送到旁边的对中线架上。
16.对中线架包括横向输送带机构、设置在对中机架上的左动力推齐装置和右动力推齐装置、设置在对中机架上且位于横向输送带机构入口处的由提升装置带动的前档构件。
17.工作时,控制装置控制横向输送带机构往前传送瓷砖,将直角转弯线架送来的瓷砖传送到对中线架上,然后,前档构件在提升装置带动下升起到瓷砖的后面,横向输送带机构往后传送瓷砖,使瓷砖的后面边靠在前档构件上完成纵向对齐,然后,左动力推齐装置和右动力推齐装置同时动作,使瓷砖在横向对齐,这样,就完成了瓷砖的对中,以便机器人吸盘抓手组件上的吸盘以准确的位置吸附在瓷砖上,并依据固定的传送路径将瓷砖抓取传送
到位于固定位置上的木箱或a字架发货架上。
18.输送线架上设置有瓷砖姿态调节器,瓷砖姿态调节器包括对称设置在输送线架两侧边上的调整器支架、设置在调整器支架上的数个滚轮,输送线架两侧边上的滚轮呈喇叭状分布。
19.工作时,瓷砖在输送线架带动下从瓷砖姿态调节器的喇叭状口导入,随着喇叭状口的逐步收窄,瓷砖姿态逐步被调整为纵向并在后段两边平行设置的滚轮的导向下,纵向姿态进一步得到巩固。
20.本发明与已有技术相比,具有能高效准确地依据订单要求快速将各种不同的瓷砖装到一个木箱或a字架发货架上的优点。
附图说明
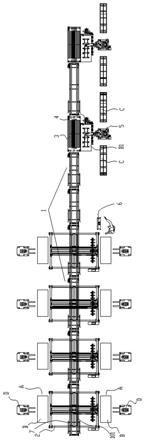
21.图1为本发明仓库大板瓷砖拼单装置的结构示意图;图2为本发明仓库大板瓷砖拼单装置的立体图;图3为吸盘式上板机的结构示意图;图4为直角转弯线架的结构示意图。
具体实施方式
22.现结合附图和实施例对本发明做进一步详细描述:如图1、2所示,本发明的仓库大板瓷砖拼单装置是这样实现的,包括输送线架1、设置在输送线架1上的一台以上的吸盘式上板机2、设置在输送线架1出口处的直角转弯线架3、设置在直角转弯线架3旁的对中线架4、设置在对中线架4旁的机器人吸盘抓手组件5、控制装置6,控制装置6控制输送线架1、吸盘式上板机2、直角转弯线架3、对中线架4和机器人吸盘抓手组件5依序工作。
23.如图3所示,吸盘式上板机2包括设置在输送线架1上方的前后两侧都飘出输送线架1外的呈龙门状的支架201上的横向导轨202、由驱动动力装置203(包括固定在支架201上的电机、设置在支架201前后两侧的皮带轮、由皮带轮带动的皮带)带动的沿横向导轨202移动的移动架204(移动架204固定在驱动动力装置203的皮带上)、设置在移动架204上的上下驱动装置205(电机带动齿轮、齿轮带动沿竖向轨道206上下移动的竖架207上的齿条)、由上下驱动装置205带动的吸盘架208(设置在竖架207底部)、设置在吸盘架208上的吸盘209。
24.如图4所示,直角转弯线架3包括纵向输送带机构301、横向输送装置302,横向输送装置302包括设置在直角转弯线架机架3011上的上下动力提升装置(附图上没有显示出来)、由上下动力提升装置带动的位于纵向输送带机构301的输送皮带3012的输送面下方的横向输送支架3021、设置在横向输送支架3021上的由动力装置3022带动的数组传输辊轮组3023,传输辊轮组3023位于纵向输送带机构301的输送皮带3012间。
25.如图4所示,对中线架4包括横向输送带机构401、设置在对中机架402上的左动力推齐装置403和右动力推齐装置404、设置在对中机架402上且位于横向输送带机构401入口处的由提升装置带动的前档构件405。
26.输送线架1上设置有瓷砖姿态调节器7,瓷砖姿态调节器7包括对称设置在输送线架1两侧边上的调整器支架701、设置在调整器支架701上的数个滚轮702,输送线架1两侧边
上的滚轮702呈喇叭状分布。
27.输送线架1由数个输送线架单元101组成,装设了吸盘式上板机2的输送线架单元101的两侧为瓷砖垛放置工位a。设计由数个输送线架单元101组成的输送线架1,这样,就能根据需要装设一定数量的吸盘式上板机2,以满足对多种不同品种的瓷砖的拼单需求。
28.本发明的仓库大板瓷砖拼单方法是这样实现的: 将多种不同的瓷砖垛b通过叉车d分别放置在各个带有吸盘式上板机2的输送线架1的输送线架单元101的旁边,先依据拼单所需的瓷砖品种,通过各处的吸盘式上板机2上的吸盘架208上的吸盘209将各处相应品种的瓷砖垛b上的最上面的瓷砖b1稍提起并等待一段时间(可通过接近开关检测吸盘是否到达瓷砖处),然后,各处的吸盘式上板机2依序动作,依序将所吸起的瓷砖b1一块块地从瓷砖垛b上面传至输送线架1上(可通过接近开关检测吸盘式上板机2的移动架204是否移动到输送线架1的正上方),由于从瓷砖垛b提起瓷砖b1后停止并等待了一段时间,因此,即使提起瓷砖b1时,在真空力作用下,带起了下面的瓷砖,但是,在重力的作用下,在停留时间内,这些带起的瓷砖会重新落回瓷砖垛b上,瓷砖b1传至输送线架1上后,控制装置6控制输送线架1的输送线架单元101动作,一块块地先后将所需品种及数量的瓷砖b1输送到直角转弯线架3上(可通过直角转弯线架3的接近开关检测瓷砖是否完全进入直角转弯线架3内),在传输过程中瓷砖b1经过瓷砖姿态调节器7进行姿态调整,以保证瓷砖b1以纵向传输到直角转弯线架3,直角转弯线架3通过横向输送装置302将其上面的瓷砖b1横向转送到对中线架4上(通过对中线架4上的接近开关检测瓷砖是否完全进入对中线架4内),对中线架4将瓷砖b1对中后,以堆叠的方式,由机器人吸盘抓手组件5从对中线架4上通过其机械手上的吸盘架501上的吸盘502将对中后的瓷砖b1抓取到木箱或a字架发货架c上,从而完成仓库大板瓷砖拼单的操作。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。