1.本发明涉及称重打印设备技术领域,尤其涉及一种新型称重打印包装系统及其控制方法。
背景技术:
2.随着科技的发展和社会的进步,许多企业已采用自动化生产线进行生产,自动化生产已涉及到社会各行各业,并且自动化在各个行业中的应用极大地提高了产品价格的竞争力。为了保持产品价格竞争力,自动化生产线必须不断吸收高科技,满足生产需求。
3.现有的生产线虽然已经包含了称重机、打印机和包装机,但未有一种能够真正实现涉及具体产品质量的多个检测一体化的系统,且系统均为固定模式,不能够满足市场的不同需求。
技术实现要素:
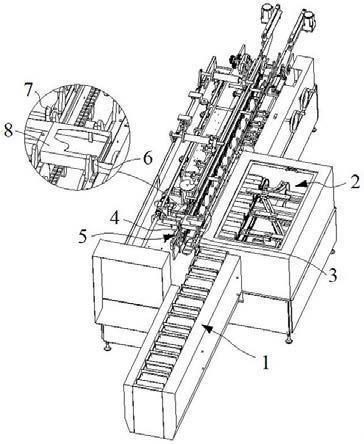
4.本发明的目的在于提出一种新型称重打印包装系统,实现产品的传输、称重、判断、翻转、信息打印、贴标、包装的全功能及其模块。
5.本发明的另一目的在于提出一种新型称重打印包装系统的控制方法,实现产品基本信息传送与接收,产品传送、产品称重、产品基本信息与称重信息融合、打印产品信息,实现高速实时产品加工、传输、翻转、称重和打印一体化功能。
6.为达此目的,本发明采用以下技术方案:
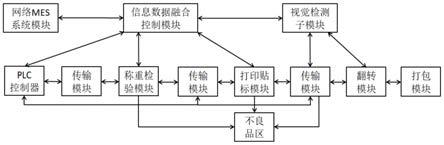
7.一种新型称重打印包装系统,包括信息数据融合控制模块、网络端mes系统模块、plc控制器、传输模块和至少两个不同的生产工艺模块;
8.所述生产工艺模块为称重检验模块、打印贴标模块、翻转模块或打包模块,所述称重检验模块用于对产品进行称重和检验,获得产品信息;所述打印贴标模块用于打印产品信息的标签和用于将标签贴到产品表面;所述翻转模块用于翻转产品;所述打包模块用于打包产品;
9.各所述生产工艺模块分别通过所述传输模块连接形成生产线;所述传输模块用于在各所述生产工艺模块之间传输产品;
10.所述信息数据融合控制模块、所述网络端mes系统模块、所述plc控制器以及各所述生产工艺模块分别两两通信连接,所述信息数据融合控制模块用于管理控制过程中各所述生产工艺模块的数据处理,所述网络端mes系统模块用于下载与传输产品信息数据,所述plc控制器用于控制所述传输模块的传输。
11.优选的,所述称重检验模块包括称重支架,所述称重支架设有呈高低错落设置的第一支架和第二支架;
12.所述第一支架上依次设置有缓冲传送带、称重传送带和剔除传送带,所述称重传送带的下方设有称重传感器,所述称重传感器用于实时监测称重传送带的上方的产品重量并输出该数据,所述剔除传送带的两侧设有剔除组件,所述剔除组件用于剔除称重不合格
产品,所述缓冲传送带、称重传送带和剔除传送带分别设有调速电机;
13.所述第二支架安装有控制电箱和三色警示灯,所述控制电箱分别控制所述缓冲传送带、称重传送带和剔除传送带的调速电机驱动,所述三色警示灯用于提示生产线的生产状况;
14.所述称重检验模块还包括启动检测装置,所述启动检测装置包括光电触发检测器、时间间隔触发检测器、重量阈值检测器和程序触发检测器中的一种或多种。
15.优选的,所述剔除组件包括信号收发子模块、剔除气缸、剔除推板和剔除收集盒,所述信号接收模块电连接所述剔除气缸和所述称重传感器,所述信号收发子模块用于接收称重传感器发出的不合格产品的信号,并用于向剔除气缸发出启动信号;所述剔除气缸和所述剔除推板设置在所述剔除传送带的一侧,所述剔除收集盒设置在所述剔除传送带的另一侧,所述剔除推板通过所述剔除气缸的驱动将所述剔除传送带上的不合格产品推动,所述剔除推板的运动方向垂直于所述剔除传送带的传动方向,所述剔除收集盒的开口面向所述剔除推板,所述剔除收集盒用于收集称重不合格产品。
16.优选的,所述打印贴标模块包括打印机架,所述打印机架的上方设有贴标传送带和万向调整座,所述万向调整座置于贴标传送带一侧,所述万向调整座包括连接板,所述连接板固定安装有打印贴标设备;
17.所述打印贴标设备包括松卷器、打印引擎、导向件和底纸收卷器,所述松卷器用于输出标签纸,所述打印引擎用于打印标签,所述导向件用于将标签从标签纸上剥离,所述底纸收卷器用于收集底纸;所述松卷器、打印引擎、导向件和底纸收卷器可拆卸与所述连接板相连;
18.所述打印引擎置于所述贴标传送带的正上方,所述打印引擎的内部设有接收子模块。
19.优选的,所述万向调整座包括连接杆、上固定板、下固定板和设置在所述上固定板和下固定板之间的一对固定柱,所述上固定板、下固定板和固定柱通过所述连接杆连接所述连接板;
20.所述上固定板和下固定板的中部穿设有调节螺杆,所述调节螺杆用于调整所述上固定板和下固定板之间距离和所述万向调整座相对于所述贴标传送带转动的夹角,一对所述固定柱的顶端设有调节手轮,所述调节手轮的中轴连接有所述调节螺杆。
21.优选的,所述翻转模块包括翻转机架,所述翻转机架的两侧设有传送线支撑座,所述翻转机架的中间设有相对设置的一对固定柱,一对所述固定柱之间连接有翻转设备,所述翻转设备包括翻转辊、翻转辊支撑座、传动辊和翻转棒;
22.所述翻转辊的两端通过所述翻转辊支撑座连接在一对所述固定柱之间,所述翻转辊支撑座设有通孔,所述翻转辊通过所述通孔可转动地连接于所述翻转辊支撑座,若干所述翻转辊支撑座呈等间隔的排列在所述翻转辊上,所述翻转辊支撑座的两端分别可转动地连接有所述传动辊,所述传动辊的另一端分别可转动地连接所述传送线支撑座,位于所述翻转辊的任意一侧的所述传动辊连接输入传送线,位于所述翻转辊的另一侧的所述传动辊连接输出传送线;
23.同一侧的相邻所述传动辊之间设有翻转棒,多个所述翻转棒在动力作用下以所述翻转辊为轴心向另一侧的所述传动辊进行翻转或复位,以实现产品的翻面。
24.优选的,所述翻转棒靠近所述翻转辊的一端设有引导部,所述引导部与所述翻转棒之间设有夹角a0,所述夹角a0为80
°‑
100
°
。
25.优选的,所述翻转模块的输入端和输出端均设有视觉检测子模块,所述视觉检测子模块包括尺寸视觉检测机构、区域信息视觉检测机构和关键特性信息视觉检测机构中的一种或多种。
26.上述的一种新型称重打印包装系统的控制方法,包括以下步骤:
27.(1)产品信息通过网络端mes系统模块传输进入到工控机,进入到信息数据融合控制模块,完成各生产工艺模块和传输模块的融合信息的匹配设置;
28.(2)plc控制器控制传输模块传输,启动传输模块将产品从上道工序传送到第一传输模块上,第一传输模块按照输送速度完成产品输送到指定的称重检验模块上,称重检验模块按照预定的检测装置启动称重,当称重到合格产品时,记录产品称重数据,并将称重数据发送到工控机的信息数据融合控制模块,合格产品的称重数据与产品型号数据融合传输给打印贴标模块,不合格产品的称重数据则不进行传输;
29.(3)plc控制器控制传输模块传输,启动传输模块将称重后的产品从称重检验模块上传送到第二传输模块上,第二传输模块按照预先设置的传输速度完成产品传输到打印贴标模块上;
30.(4)打印贴标模块按照预定模式预先打印好产品信息数据贴纸,通过打印贴标设备配合第二传输模块的运动共同完成正面贴标;当需要反面贴标时,则将产品输送至翻转模块进行翻转,然后继续进入到进行打印贴标设备贴标;
31.(5)完成打印贴标的产品通过第三传输模块传输,传输过程中,基于视觉检测子模块中预定的视觉检测机构进行产品的正面或反面上文字和数据信息的检测,检测到贴标不合格产品时,经由剔除组件推入到不良品区,记录不合格信息;检测到合格产品时,则进入打包模块装箱打包;
32.(6)产品打包完成后,信息数据融合控制模块备份此生产过程数据,并返回信息给网络端mes系统模块,完成一个全过程的产品称重、打印贴标和包装。
33.优选的,所述翻转模块的翻转参数与产品需满足以下配置关系:
34.(1)所述翻转模块中与输入传送线连接的一侧传动辊的转动速度c1、直径d1与输入传送线的传送速度v1的关系为:v1=c1*d1;所述翻转模块中与输出传送线连接的一侧传动辊的转动速度c2、直径d2与输出传送线的传送速度v2的关系为:v2=c2*d2;输入传送线的传送速度v1与输出传送线的传送速度v2的关系需满足:v1<v2;
35.(2)所述翻转模块中与输入传送线或输出传送线连接的一侧翻转棒的数量为n个,相邻翻转棒的间距l0与产品的总长度l1和翻转辊的总长度l2的关系需满足:l0≤min(l1,l2)/n,其中n≥3;
36.(3)所述翻转模块中翻转棒的长度w0、产品的宽度w1与安全裕量w2的关系需满足:w1‑
w2≤w0≤w1 w2;
37.(4)所述翻转模块的翻转辊的转动速度c0、产品的总长度l1、翻转辊的总长度l2、输入传送线的传送速度v1、引导部与翻转棒的夹角a0的关系需满足:2/3≤(v1×
a0)/(c0×
max(l1,l2))≤4/3;
38.(5)所述翻转辊的转动速度c0、产品的总长度l1、翻转辊的总长度l2、输出传送线的
传送速度v2、引导部与翻转棒的夹角a0的关系需满足:1≤(v2×
a0)/(c0×
max(l1,l2))。
39.与现有技术相比,上述技术方案具有以下有益效果:本发明采用模块化设计,通过将不同的生产工艺模块与信息数据融合控制模块、网络端mes系统模块和plc控制器进行通信连接,由于是模块化设置,因此能够方便拆卸与安装,并对一定范围内的不同功能、不同性能、不同规格的薄片型或者薄盒状产品,比如将本系统应用于面膜生产打包应用中,划分并设计出一系列功能模块,通过不同的生产工艺模块的选择和组合可以构成尽可能多的不同的生产线,具体实施时,可以是部分模块组成,组合形成具有不同功能的设备,比如称重打印贴标设备、称重打印贴标包装设备等,以满足市场的不同需求,并在满足要求的基础上使生产产品的精度高、性能稳定、模块简单、成本低廉,模块间的联系尽可能简单。
附图说明
40.图1是本发明的新型称重打印包装设备及其系统的模块示意图;
41.图2是本发明的新型称重打印包装设备的称重检验模块的结构示意图;
42.图3是本发明的新型称重打印包装设备的打印贴标模块的结构示意图;
43.图4是本发明的新型称重打印包装设备的翻转模块的结构示意图;
44.图5是本发明的新型称重打印包装设备的翻转模块的俯视示意图;
45.图6是本发明的新型称重打印包装设备的翻转模块的翻转棒和引导部的结构示意图;
46.附图中:称重支架10、缓冲传送带11、称重传送带12、剔除传送带13、剔除组件14、控制电箱15、三色警示灯16、连接板22、打印机架21、翻转机架31、传送线支撑座32、固定柱33、第一支架101、第二支架102、称重传感器121、剔除气缸141、剔除推板142、剔除收集盒143、贴标传送带201、固定杆202、松卷器231、打印引擎232、导向件233、底纸收卷器234、上固定板241、下固定板242、固定柱243、调节螺杆244、调节手轮245、翻转辊341、翻转辊支撑座342、传动辊343、翻转棒344、引导部345、引导部与翻转棒之间的夹角a0。
具体实施方式
47.下面结合附图并通过具体实施方式来进一步说明本发明的技术方案。
48.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
49.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
50.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的
普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
51.如图1所示,一种新型称重打印包装系统,包括信息数据融合控制模块、网络端mes系统模块、plc控制器、传输模块和至少两个不同的生产工艺模块;
52.所述生产工艺模块为称重检验模块、打印贴标模块、翻转模块或打包模块,所述称重检验模块用于对产品进行称重和检验,获得产品信息;所述打印贴标模块用于打印产品信息的标签和用于将标签贴到产品表面;所述翻转模块用于翻转产品;所述打包模块用于打包产品;
53.各所述生产工艺模块分别通过所述传输模块连接形成生产线;所述传输模块用于在各所述生产工艺模块之间传输产品;
54.所述信息数据融合控制模块、所述网络端mes系统模块、所述plc控制器以及各所述生产工艺模块分别两两通信连接,所述信息数据融合控制模块用于管理控制过程中各所述生产工艺模块的数据处理,所述网络端mes系统模块用于下载与传输产品信息数据,所述plc控制器用于控制所述传输模块的传输。
55.通过信息数据融合控制模块、网络端mes系统模块、plc控制器、传输模块和至少两个不同的生产工艺模块的组合设计,实现不同生产工艺模块的信息数据融合与控制,通过信息数据融合控制模块和网络端mes系统模块,采用智能高效的方式,实现产品包装过程基本信息的传送与接收,产品传送、产品称重、产品基本信息与称重信息融合、打印产品信息,实现高速实时产品加工、传输、称重和打印一体化功能。具体的,生产工艺模块可以是称重检验模块、打印贴标模块、翻转模块或者是打包模块,上述模块可依次按加工需求设置并通过传输模块与打包模块相连,形成完整的生产线,使得产品能实现自动化称重打包及检验等工艺,减少人工成本。同时plc控制器实现对传输模块的控制,具体的实施中,可以是所述传输模块设有传输电机,所述传输电机由所述plc控制器控制,通过传输电机带动传输模块的传送链,从而实现产品按照不同速度、不同运送要求。
56.在另一优选的实施例中,传输模块采用伺服电机驱动,电机转速控制范围0
‑
10000转/分,能够保证在不同的速度下,产品输送平稳,大大提高检重精度;同时采用无缝输送皮带,运行更稳定,提高检重精度。
57.本发明采用模块化设计,通过将不同的生产工艺模块与信息数据融合控制模块、网络端mes系统模块和plc控制器进行通信连接,由于是模块化设置,因此能够方便拆卸与安装,并对一定范围内的不同功能、不同性能、不同规格的薄片型或者薄盒状产品,比如将本系统应用于面膜生产打包应用中,划分并设计出一系列功能模块,通过不同的生产工艺模块的选择和组合可以构成尽可能多的不同的生产线,具体实施时,可以是部分模块组成,组合形成具有不同功能的设备,比如称重打印贴标设备、称重打印贴标包装设备等,以满足市场的不同需求,并在满足要求的基础上使生产产品的精度高、性能稳定、模块简单、成本低廉,模块间的联系尽可能简单。
58.优选的,所述信息数据融合控制模块安装在工控机机内,所述信息数据融合控制模块配置有多类产品的称重标准、打包标准、标贴模板、打印要求、合格产品相关检验的数据范围或图像信息以及不合格产品相关检验的数据范围或图像信息等。
59.更进一步的说明,如图2所示,所述称重检验模块包括称重支架10,所述称重支架设有呈高低错落设置的第一支架101和第二支架102;
60.所述第一支架101上依次设置有缓冲传送带11、称重传送带12和剔除传送带13,所述称重传送带12的下方设有称重传感器121,所述称重传感器121用于实时监测称重传送带12的上方的产品重量并输出该数据,所述剔除传送带13的两侧设有剔除组件14,所述剔除组件14用于剔除称重不合格产品,所述缓冲传送带11、称重传送带12和剔除传送带13分别设有调速电机;
61.所述第二支架102安装有控制电箱15和三色警示灯16,所述控制电箱15分别控制所述缓冲传送带11、称重传送带12和剔除传送带13的调速电机驱动,所述三色警示灯16用于提示生产线的生产状况;
62.所述称重检验模块还包括启动检测装置,所述启动检测装置包括光电触发检测器、时间间隔触发检测器、重量阈值检测器和程序触发检测器中的一种或多种。
63.第一支架101上用于放置缓冲传送带11、称重传送带12和剔除传送带13输送产品,第二支架102上设有控制电箱,由于呈高低错落设置的第一支架101和第二支架102,而且有三色警示灯16提示产线的生产状况,方便操作人员从各个方便观察与监督产品的生产状况,以便及时调整,提高生产效率;通过控制电箱15设置缓冲传送带11、称重传送带12和剔除传送带13之间不同的传输速度,避免出现产品之间的距离过近的情况,导致在称重传送带上称重时有多个产品进行称重导致后续剔除出错,且称重传送带12实现称重功能,通过调节不同传送带上产品的输送速度,可以实现同一批次多个产品的长间隔称重后输出,提高产品的检重精度。
64.称重检验模块的启动检测原理具有如下四种:
①
光电触发检测;
②
时间间隔触发检测;
③
重量阈值检测;
④
程序触发检测。
65.①
光电触发检测,使用光电触发检测器,当设定区域首尾光电传感器检测到有产品时,即刻触发称重信号,进行产品重量检测。其中,区域首尾光电传感器的布置按照不同产品的长宽高分别进行设置,通常是首尾两个光电传感器,对于存在较大高度的产品可以增加高度上的1
‑
2个光电传感器。
66.②
时间间隔触发检测,使用时间间隔触发检测器,通常适用于高速稳定测量,当产品运动快速时,此时按照产品的节拍间隔直接启动称重检测,记录称重数据和数量记录,此时光电传感器只作为判断量和计数量,不作为启动称重的控制量,当两者不匹配时,报错纠正。
67.③
重量阈值检测,使用重量阈值检测器,适用于难于光电检测的产品,此时采用设定一个初始阈值,时刻进行称重,当测得重量达到一定程度,即刻记录称重数据和数量记录,此时光电传感器只作为判断量和计数量,不作为启动称重的控制量,当两者不匹配时,报错纠正。
68.④
程序触发检测,使用程序触发检测器,适用于批量较小,调试状态下,反复测量同个产品等,通过程序触发进行检测。
69.在另一优选的实施例中,称重传送带还设有温度检测装置和数量统计装置。温度检测装置包括温度检测传感器,用于反馈产品称重时的温度测量信息;数量统计装置包括光电触发检测器,用于统计经过称重传送带的产品的数量。
70.更进一步的说明,所述剔除组件14包括信号收发子模块、剔除气缸141、剔除推板142和剔除收集盒143,所述信号接收子模块电连接所述剔除气缸141和所述称重传感器
121,所述信号收发子模块用于接收称重传感器121发出的不合格产品的信号,并用于向剔除气缸发出启动信号;所述剔除气缸141和所述剔除推板142设置在所述剔除传送带13的一侧,所述剔除收集盒143设置在所述剔除传送带13的另一侧,所述剔除推板142通过所述剔除气缸141的驱动将所述剔除传送带13上的不合格产品推动,所述剔除推板141的运动方向垂直于所述剔除传送带13的传动方向,所述剔除收集盒143的开口面向所述剔除推板142,所述剔除收集盒143用于收集称重不合格产品。
71.当信号接收子模块接收到称重传感器121发来的不合格产品信号时,剔除气缸141驱动剔除推板142将输送到剔除传送带13上的不合格产品推入到剔除收集盒143内,转送不良品区;此外采用推动方式能够不损伤产品的表面,并能够准确落入剔除收集盒143内。
72.更进一步的说明,如图3所示,所述打印贴标模块包括打印机架21,所述打印机架21的上方设有贴标传送带201和万向调整座,所述万向调整座置于贴标传送带一侧,所述万向调整座包括连接板22,所述连接板22固定安装有打印贴标设备;
73.所述打印贴标设备包括松卷器231、打印引擎232、导向件233和底纸收卷器234,所述松卷器231用于输出标签纸,所述打印引擎232用于打印标签,所述导向件233用于将标签从标签纸上剥离,所述底纸收卷器234用于收集底纸;所述松卷器231、打印引擎232、导向件233和底纸收卷器234可拆卸与所述连接板22相连;
74.所述打印引擎232置于所述贴标传送带201的正上方,所述打印引擎232的内部设有接收子模块。
75.本实施例的松卷器231、打印引擎232、导向件233和底纸收卷器234以可拆卸的方式与连接体22相连,其利于客户针对不同需求自由替换组件,并且可以降低设备故障的维修时间,只要有备件就可以迅速更换,无需售后人员即时到场;其次打印引擎232置于贴标传送带201的正上方,通过万向调整座对打印引擎232相对于贴标传送带上产品的位置进行调整,使打印引擎232在接收子模块接到产品信息时,能够对产品进行快速精准贴标,提高生产效率。
76.更进一步的说明,所述万向调整座包括连接杆202、上固定板241、下固定板242和设置在所述上固定板241和下固定板242之间的一对固定柱243,所述上固定板241、下固定板242和固定柱243通过所述连接杆202连接所述连接板22;
77.所述上固定板241和下固定板242的中部穿设有调节螺杆244,所述调节螺杆244用于调整所述上固定板241和下固定板242之间距离和所述万向调整座相对于所述贴标传送带201转动的夹角,一对所述固定柱243的顶端设有调节手轮245,所述调节手轮245的中轴连接有所述调节螺杆244。
78.通过调节螺杆244可以调整所述上固定板241和下固定板242之间距离,以及万向调整座相对于贴标传送带201转动的夹角,实现对连接体22竖直方向的上下移动和左右倾斜角度的控制,进而对固定连接在连接板22的打印贴标设备的高低和倾斜控制,进一步更好地对产品进行精准的贴标,提高生产效率。
79.更进一步的说明,如图4
‑
5所示,所述翻转模块包括翻转机架31,所述翻转机架31的两侧设有传送线支撑座32,所述翻转机架31的中间设有相对设置的一对固定柱33,一对所述固定柱33之间连接有翻转设备,所述翻转设备包括翻转辊341、翻转辊支撑座342、传动辊343和翻转棒344;
80.所述翻转辊341的两端通过所述翻转辊支撑座342连接在一对所述固定柱33之间,所述翻转辊支撑座342设有通孔,所述翻转辊341通过所述通孔可转动地连接于所述翻转辊支撑座342,若干所述翻转辊支撑座342呈等间隔的排列在所述翻转辊341上,所述翻转辊支撑座342的两端分别可转动地连接有所述传动辊343,所述传动辊343的另一端分别可转动地连接所述传送线支撑座342,位于所述翻转辊341的任意一侧的所述传动辊343连接输入传送线,位于所述翻转辊341的另一侧的所述传动辊343连接输出传送线;
81.同一侧的相邻所述传动辊343之间设有翻转棒344,多个所述翻转棒344在动力作用下以所述翻转辊341为轴心向另一侧的所述传动辊343进行翻转或复位,以实现产品的翻面。
82.如图4
‑
5所示,翻转机架31的两侧设有传送线支撑座32,一侧的传送线支撑座32连接输入传送线,另一侧的传送线支撑座32连接输出传送线,传送线支撑座32的内部分别和输入传送线和输出传送线传动连接,且翻转机架31的中间设置一对固定柱33,翻转辊341通过多个间隔设置的翻转辊支撑座342的通孔可转动地连接在固定柱33上,保证翻转辊341的安装和旋转的稳定性;由于翻转辊支撑座342的两端分别连接传动辊343,传动辊343的两端分别通过翻转辊支撑座342和传送线支撑座32支撑,并且传动辊343通过连接传送线支撑座32分别由输入传送线和输出传送线的动力驱动进行旋转,因此可实现翻转棍支撑座342两侧的传动辊343的旋转速度不同;此外翻转辊341两侧连接有对称的翻转棒344,与传动辊343交叉设置且相互不干涉,同一侧相邻的翻转棒344在动力作用下以翻转辊341为轴心向另一侧的传动辊343进行旋转,使得翻转棒344和传动辊343沿着垂直方向分别旋转而互不干涉,提高了翻转设备的空间利用率,同时实现翻转设备的自动化从而提高工作效率。
83.进一步的说明,输入传送线和输出传送线分别与连接的传送线支撑座32内设有传动链,传动链再与传动辊343连接,使传动辊343在动力作用下发生转动,以实现产品的传输;且传动辊343在翻转辊支撑座342两端的转动速度分别与连接的输入传送线的传送速度v1和输出传送线的传送速度v2有关;此外由于若干翻转棒344对称的连接在翻转辊341上,因此翻转棒344的转动速度与翻转辊341的转动速度相等。
84.优选的另一实施例中,所述翻转机架31的两侧还分别设有产品约束板,产品约束板形状可以是方形,是用来修正错位、约束和引导产品,限制产品窜动以保证产品按照正常姿态,从产品输入传送线进入翻转棒344,和翻转后进入到产品输出传送线上,完成产品的翻转过程,保证生产效率。
85.更进一步的说明,如图6所示,所述翻转棒344靠近所述翻转辊341的一端设有引导部345,所述引导部345与所述翻转棒344之间设有夹角a0,所述夹角a0为80
°‑
100
°
。引导部345和翻转棒344一起承托起产品,从而带动产品从连接输入传送线的一侧进行90
°
的翻转,翻转之后的产品回落在输出传送线的一侧,防止产品在翻转辊341转动过程的滑落、跌落和错位;考虑不同产品的尺寸和重量,引导部345与翻转棒344的夹角a0为80
°‑
100
°
,优选为90
°
。
86.在另一优选的实施例中,翻转棒344可以设计成圆柱体或方板体;翻转棒344通过多种连接方式与翻转辊341相连,但通常采用底端螺纹旋入连接,也可以采用快接结构连接;引导部345可以设计成各种形状,但通常为圆柱体或方板体,既可以是与翻转棒344一体成型,也可以通过其他方式加工而成;引导部345与翻转棒344的初始角度可以通过装配时
保证,也可以通过引导部345的表面设计加工保证,比如如果是方板体则一面加工成设定角度的斜面,如果是圆柱体则设计成一定的角度的锥体实现;
87.为了控制产品翻转时的滑动,翻转棒344表面压花,或者安装具有适当摩擦力的胶套;引导部345可套设粗糙度较大的橡胶套,以增大摩擦力,保障产品翻转前不滑落,提高翻转效率;
88.需要说明的是,引导部345与翻转辊341的转轴中心距离在需要满足旋转的情况下,不与翻转辊支撑座342干涉;且引导部345的高度通常设计和产品高度相等,既能够承受住产品的高度,也要防止过高导致阻碍产品、影响其正常翻转;
89.翻转棒344的角度从水平0
°
开始运动,产品一边在翻转棒344的带动下转动、一边在重力的倾斜力作用下滑动接触到引导部345停止,然后一起转动,直到翻转棒344达到翻转角度a1发生翻转,考虑产品的材料特性和摩擦因素,设计安全裕量a2,则设计a1满足如下关系:180
°‑
a0 a2≤a1。
90.更进一步的说明,所述翻转模块的输入端和输出端均设有视觉检测子模块,所述视觉检测子模块包括尺寸视觉检测机构、区域信息视觉检测机构和关键特性信息视觉检测机构中的一种或多种。视觉检测子模块用于检测产品的正反面,其视觉检测原理具有如下四种:
①
产品尺寸大小检测;
②
打印贴标区信息检测;
③
产品关键特性信息检测。
91.①
产品尺寸大小检测原理,使用尺寸视觉检测机构,主要基于边缘检测,具体为构建四条边界后,量出产品尺寸,进行尺寸判断检测;
92.②
打印贴标区信息检测,使用区域信息视觉检测机构,需要结合产品尺寸大小检测,然后进行贴标信息的外框边缘检测,是否和整体尺寸处于端正位置;
93.③
产品关键特性信息检测,使用关键特性信息视觉检测机构,主要基于产品的正、反面的文字和数字、条形码检测,通过视觉识别文字、数字和条码信息,判断关键信息是否有错漏。
94.更进一步的说明,上述的一种新型称重打印包装系统的控制方法,包括以下步骤:
95.(1)产品信息通过网络端mes系统模块传输进入到工控机,进入到信息数据融合控制模块,完成各生产工艺模块和传输模块的融合信息的匹配设置;
96.(2)plc控制器控制传输模块传输,启动传输模块将产品从上道工序传送到第一传输模块上,第一传输模块按照输送速度完成产品输送到指定的称重检验模块上,称重检验模块按照预定的检测装置启动称重,当称重到合格产品时,记录产品称重数据,并将称重数据发送到工控机的信息数据融合控制模块,合格产品的称重数据与产品型号数据融合传输给打印贴标模块,不合格产品的称重数据则不进行传输;
97.(3)plc控制器控制传输模块传输,启动传输模块将称重后的产品从称重检验模块上传送到第二传输模块上,第二传输模块按照预先设置的传输速度完成产品传输到打印贴标模块上;
98.(4)打印贴标模块按照预定模式预先打印好产品信息数据贴纸,通过打印贴标设备配合第二传输模块的运动共同完成正面贴标;当需要反面贴标时,则将产品输送至翻转模块进行翻转,然后继续进入到进行打印贴标设备贴标;
99.(5)完成打印贴标的产品通过第三传输模块传输,传输过程中,基于视觉检测子模块中预定的视觉检测机构进行产品的正面或反面上文字和数据信息的检测,检测到贴标不
合格产品时,经由剔除组件推入到不良品区,记录不合格信息;检测到合格产品时,则进入打包模块装箱打包;
100.(6)产品打包完成后,信息数据融合控制模块备份此生产过程数据,并返回信息给网络端mes系统模块,完成一个全过程的产品称重、打印贴标和包装。
101.需要说明的是,产品信息数据包含产品批次、型号、名称、重量、组成、生产日期等。
102.更进一步的说明,所述翻转模块的翻转参数与产品需满足以下配置关系:
103.(1)所述翻转模块中与输入传送线连接的一侧传动辊的转动速度c1、直径d1与输入传送线的传送速度v1的关系为:v1=c1*d1;所述翻转模块中与输出传送线连接的一侧传动辊的转动速度c2、直径d2与输出传送线的传送速度v2的关系为:v2=c2*d2;输入传送线的传送速度v1与输出传送线的传送速度v2的关系需满足:v1<v2;保证翻转过程中产品互不干涉,使得生产顺利进行;在优选的实施例中,与输入传送线连接的一侧传动辊和与输出传送线连接的一侧传动辊的结构相同,即d1=d2,又由于v1<v2,因此c1<c2;
104.(2)所述翻转模块中与输入传送线或输出传送线连接的一侧翻转棒的数量为n个,相邻翻转棒的间距l0与产品的总长度l1和翻转辊的总长度l2的关系需满足:l0≤min(l1,l2)/n,其中n≥3;使得在产品的长度方向上至少有三个翻转棒344承托产品,保持产品旋转过程中的稳定;
105.(3)所述翻转模块中翻转棒的长度w0、产品的宽度w1与安全裕量w2的关系需满足:w1‑
w2≤w0≤w1 w2;保障在产品的宽度方向上承托产品稳定,既避免过于增大翻转棒尺寸以增加设备成本,又避免过小导致产品重心不稳掉落;
106.需要说明的是,安全裕量w2是依据产品的材料特性和摩擦因素而设置,其中w2一般为w0/5,即所述翻转模块中翻转棒344的长度w0、产品的宽度w1与安全裕量w2的关系为:w1‑
w0/5≤w0≤w1 w0/5;
107.(4)所述翻转模块的翻转辊的转动速度c0、产品的总长度l1、翻转辊的总长度l2、输入传送线的传送速度v1、引导部345与翻转棒的夹角为a0的关系需满足:2/3≤(v1×
a0)/(c0×
max(l1,l2))≤4/3;使输入传送线的传送速度与翻转辊341的翻转速度相匹配,从而使得一个直线运动和一个旋转运动相配合,保障产品能够至少2/3长度被传送至翻转棒344上,既保证产品足够稳定在翻转棒上,也保证翻转的工作效率;
108.(5)所述翻转辊341的转动速度c0、产品的总长度l1、翻转辊341的总长度l2、输出传送线的传送速度v2、引导部345与翻转棒344的夹角a0的关系需满足:1≤(v2×
a0)/(c0×
max(l1,l2));使输出传送线的传送速度与翻转辊341的翻转速度相匹配,从而使得一个直线运动和一个旋转运动相配合,保障翻转棒344在当前旋转穿过输出传送线传动辊343动作前,输出传送线将产品运离翻转设备区域,避免翻转棒344压住或者撞击翻转后的产品。
109.以上结合具体实施例描述了本发明的技术原理。这些描述只是为了解释本发明的原理,而不能以任何方式解释为对本发明保护范围的限制。基于此处的解释,本领域的技术人员不需要付出创造性的劳动即可联想到本发明的其它具体实施方式,这些等同的变型或替换均包含在本技术权利要求所限定的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。